Известны устройства, регулирующие процесс образования литого ядра по инфракрасному излучению, состоящие из фотодатчиков и релейных элементов, автоматически прекращающие протекание тока через сварную точку в момент, когда интенсивность инфракрасного излучения из околоэлектродной области изделия достигнет уровня, соответствующего полному провару точки.
Предложенное устройство отличается от известных тем, что для уменьщения случайного разброса времени сварки отдельных точек и получения более качественного сварного соединения оно содержит электронное реле времени и запоминающее устройство, выполненное в виде кольцевого делителя напряжения, собранного на двух шаговых искателях, автоматически изменяющего свое выходное напряжйчие в зависимости от соотношения между временем сварки предыдущей точки и временем срабатывания фотоэлектрического датчика.
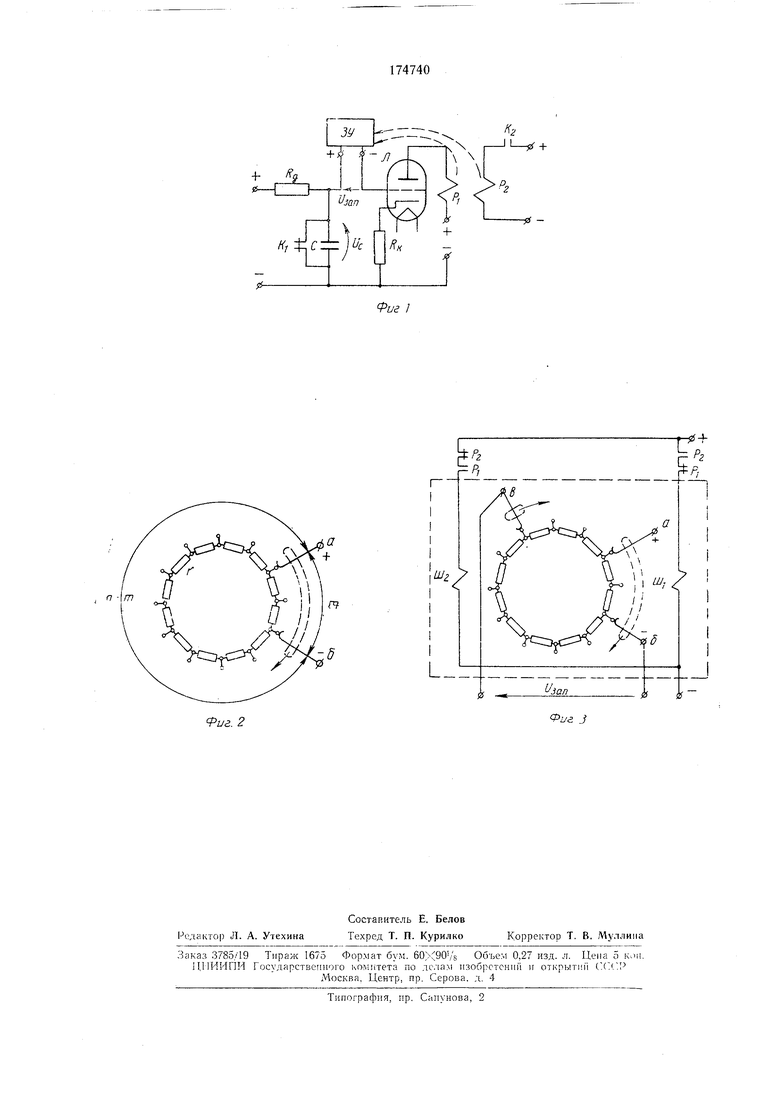
На фиг. 1 приведена электрическая схема устройства; на фиг. 2 - круговое контактное иоле; на фиг. 3 - запоминающее устройство.
Устройство для регулирования процесса содержит фотометрическое устройство, выдающее сигнал на отключение сварочного тока, и специальный логический элемент, который существенно снижает случайный разброс времени сварки, сохраняя все достоинства фотоэлектрического контроля. Фотометрическое устройство не показано, так как оно может быть выполнено по-разному, а показаны лигль его контакты К-2Сущность работы устройства заключается в том, что логическая схема, дополняющая автомат, запоминает время /, сварки предыдущей точки, а при сварке следуюгцей точки
позволяет фотоэлектрическому устройству изменять время сварки лишь на незначительпую величину (например, на ±10о/о) по сравне1П1Ю с /1. После сварки второй точки запоминается ее время t-. Третью точку сваривают с выдержкой /:5 -/2 ± 1 2 и т. д.
Поскольку вероятность изменений времени сварки в сторону увеличения или уменьшения одинакова, среднее время сварки, определяемое фотометрическим устройством, сохраняется тем же, что и без усредняющего устройства, причем это время по-прежнему автоматически изменяется при изменениях условий сварки. Случайный разброс времени сварки сведен
к минимуму.
Процесс точечной сварки происходит следующим образом. го тока. На сетку пампы подаются диа напряжения противоположной полярности: по стоянное отрицательное с запоминаю щего устройства и ненрерьшно увеличивающееся положительное U,. . В момент, когда иf. приблизится к величине анодный ток лампы Л достигнет величины тока срабаты(ания реле PI, которое посылает импульс на отключение сварочного тока. Обозначим время сварки первой точки через t. Реле Р-2 сработает независимо от Я, ког. да инфракрасное излучение с поверхности изделия достигнет величины срабатывания фотометрической схемы. Время с момента начала сварки до момента срабатывания реле ,. Время срабатывания реле Р-2 может быть большим или меньшим но сравнению с /i. KoHtaKTH реле PI и Р- носле сварки первой точки должны нз менить состояние запоминающего устройства :таким образом, чтобы нанряжейие . на. его выходе изменилось на небольшую величину А в сторону увеличения либо уменьшения в зависимости от соотношения времени t и 1ф а именно: если 1ф , f,, то изй« и эап +AL, если t /ь то Usan U,,,,-AU. Если Удц„ увеличится по сравнению с Ijjan то при сварке следующей точки время срабатывания реле PI (а значит и время сварки второй точки t-2) также станет большим, чем /1, так как для компенсации увеличенного С/,„„ конденсатор С будет заряжаться дольше. В случае уменьщения Ь,„„ соответственно уменьшится и время сварки следующей точки. Зависимость U,. f(t) такова, что при равпомерных скачках напряжения и.,,„ (а зн.ччит и нанряжения срабатывания реле L,. и.,,,,,) скачки выдержки времени А неодинаковы, т. с. они малы при малом времени сварки и увеличиваются при большом времени. Зано.1ина1бщее устройство ЗУ собрано на двух однотипных шаговых искателях Я/i и Ш-2 с круговым движением нодвижных контактов. Искатель ZZ/i имеет два круговых контактных поля с двумя токосъемными подвижными контактами а и б. Между каждой нарой соседних контактов нервого ноля этого искателя впаяны сопротивления г одинакового номинала, образующие кольцевую схему из п сопротивлений (где я - чнсло контактов поля). Контакты второго поля этого же искатели соединены с соответствующими контактами первого ноля с некоторым сдвигом на т контактов. К контактам и и б подведено нанряжение, которое приложено к двум параллельным ветвям кольцевой схемы. Сопротивления этих ветвей различны и равны: для короткой lieTiin .. т г, для длинной ( - . кателя eio подвижные контакты а и б од:швременно неремещаются в одну сторону, причем электрическая нагрузка источника питания нри этом сохраняется постоянной (она всегда состоит из двух параллельных ветвей с сопротивлениями R и ). Второй щаговый искате.чь ; аноыинаюи1его устройства и.меет одно кру|-овое контакгное ноле с таким же числом когггактов (п), как и первый искатель. Неподвижные контакт,: второ 0 иска1еля соединены с соответствующими контактами нервого таким образом, что норядок чередования контактов у обоих искателей одинаков. На фиг. 3 буквой в обозначен подвижной контакт второго искателя и /юказана эквивалентная схема контактных нолей искателей lUi и Я/2 и контакты реле Р, и Р-2, управляющие работой ЗУКольцевая схема из п сопротивлений образует делитель нанряжения: к контактам а н б подводится постоянное нанряжение, а с коктактов в и б снимается часть этого напряжения величина которого зависит от взаимного расположения контактов а, б первого искателя и контакта в второго. Если в конце сварки очередной точки первым сработает реле PI (из-за недостаточного нагрева металла вблизи электрода реле Ра не сработало), то контакты реле PI в цепи обмотки искателя Ills замкнутся, а в цени обмотки искателя ZZ/i - разомкнутся. Искатель ZZ/2 сработает и переместит свой подвижной контакт 0 на один шаг вправо. Напрял ение ty jQ,, на выходе ЗУ нри этом увеличится, что увеличит время сварки следующей точки, т. е. увеличит интенсивность ее разогрева. Если же в конце сварки очередной точки металл будет нагрет быстро, и реле РЗ сработает раньше, чем реле РЬ то контакты реле Ро заставят сработать искатель Ш. Подвижные контакты последнего а и б одновременно переместятся внраво, в результате чего нанряжение и,,ап уменьшится. Таким образом, нри сварке следующей точки время нротекания сварочного тока уменьшится. Предмет изобретения Устройство для регулирования нроцесса точечной сварки но инфракрасному излучению применением релейных элементов и фогоатчика, отличающееся тем, что, с целью меньшения случайного разброса времен ; варки отдельных точек и получения более ачественного сварного соединения, оно соержит электронное реле времени и зaнo fиаю1цее устройство, выполненное в виде кольево1о делителя напрял ення, собранного на вух шаговых искателях, авто.матически изеняюн1его свое выходное нанряжение в завиимости от соотношения между временем варки нредыдущей точки и временем срабаыр ания фотоэлектрического датчика.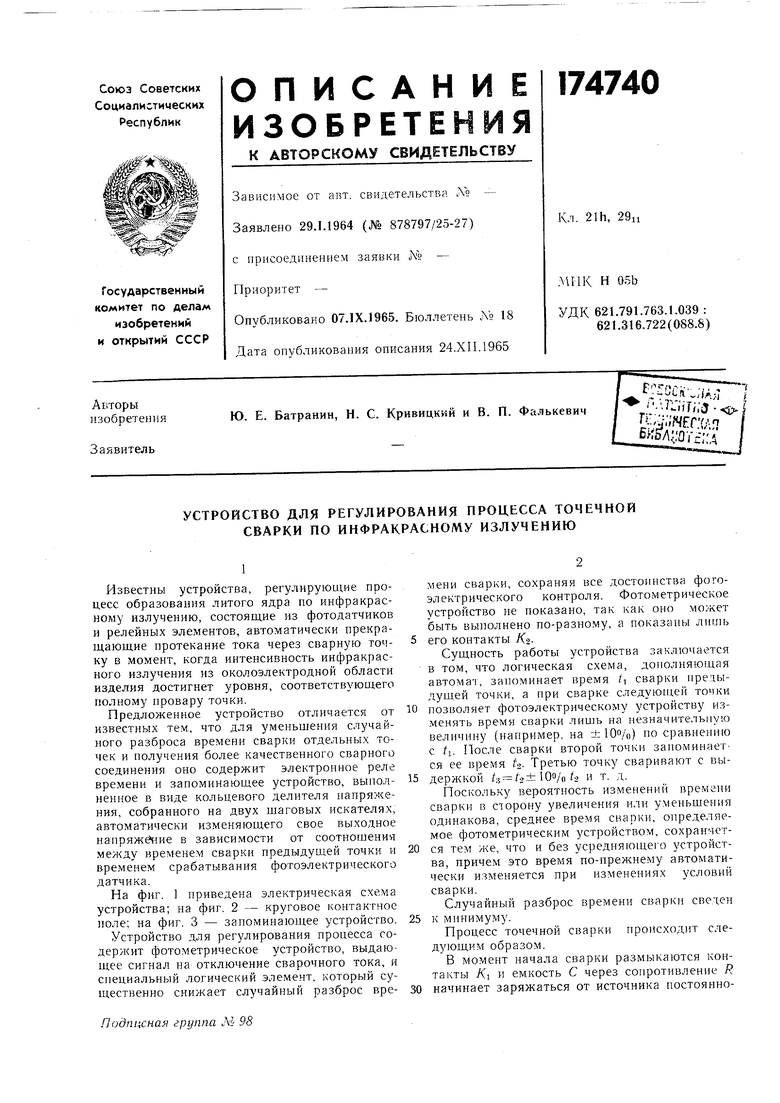

z5
fua.2
1 +
0 e
fua J
