Изобретение относится к механическому оборудованию нагревательных и термических печей с роликовым подом и может быть использовано в металлургической, машиностроительной и других отраслях промышленности.
Известен печной ролик, содержащий водоохлаждаемый вал и бочку, которая опирается на вал с помощью опорных втулок и промежуточных опор, закрепленных на во- доохлаждаемом валу (1).
Известный печной ролик при работе в печах с высокой температурой прогибается по бочке и выходит из строя из-за несовершенства системы опоры бочки на охлаждаемый вал.
С увеличением количества промежуточных опор возникают технологические и конструктивные трудности, Для обеспечения собираемости ролика между водоохлаждае- мым валом с опорами и бочкой устанавливается гарантийный зазор от 2 до 5 мм. В печи бочка ролика разогревается, принимает температуру Ш00...1200°С, увеличивается в диаметре, вследствие чего зазор между бочкой и опорами возрастает. В этих условиях
под действием собственной массы и массы металла, перемещаемого роликами, на бочку действует изгибающий момент значительной величины. В результате бочка разрушается через несколько месяцев эксплуатации.
Известен печной ролик, содержащий водоохлаждаемый вал, бочку, опорные втулки, расположенные по торцам, промежуточные радиальные опоры, установленные между бочкой и валом и выполненные в виде клиновых пар, стержни, связанные с одним звеном клиновых пар (2).
Недостатки данной конструкции ролика - ненадежность в работе, малый срок службы, сложность изготовления. На практике невозможно так изготовить и смонтировать промежуточные опоры в виде радиальных клиновых пар, чтобы при всех изменениях диаметра бочки, связанных с температурными расширениями, стержни, прилегающие к внутренней поверхности бочки, плотно прижимались к ней и таким образом компенсировали радиальный зазор, образующийся в результате термического расширения бочки по внутреннему
диаметру. В результате действия изгибающего момента бочка разрушается.
Известен также печной ролик, содержащий охлаждаемую ось, жаропрочную оболочку, набранную из колец, и теплоизоляцию между ними (3).
Недостаток этого ролика заключается в том, что при нагреве имеет место тепловое расширение каждого кольца и возникают напряжения сжатия в наружной части колец, приводящие к снижению стойкости ролика.
Наиболее близким по технической сущности к заявляемому устройству является выбранный в качестве прототипа печной ролик, содержащий водоохлаждаемый вал с продольными пазами и секционную жаропрочную бочку, набранную из металлических колец, и теплоизоляцию между ними, при этом кольца установлены с осевым зазором между собой, а теплоизоляция выполнена в виде керамических колец, на которые опираются металлические кольца, составляющие бочку ролика (4),
Недостаток данного ролика заключается в следующем. В процессе эксплуатации в зазоры между металлическими кольцами набивается окалина, осыпающаяся с поверхности нагреваемого металла, окалина прессуется и зазоры ликвидируются. Вследствие этого в кольцах возникают напряжения сжатия, которые приводят к снижению стойкости ролика. Наряду с этим низка стойкость керамических колец, которые разрушаются под действием нагрузки, воспринимаемой ими от металлических колец, нагреваемого металла, а также в результате напряжений, возникающих в их массе от больших перепадов температуры (с одной стороны керамические кольца находятся в теплообмене с водоохлаждаемым валом, с другой стороны - с металлическими кольцами, имеющими температуру до 1100°С). Разрушению керамических колец способствует также химическое взаимодействие материала колец с окалиной, заполняющей зазоры между металлическими кольцами.
. Цель изобретения - увеличение срока службы печного ролика.
Поставленная цель достигается тем, что в печном ролике, содержащем охлаждаемый вал с продольными пазами, секционную жаропрочную бочку, теплоизоляцию и радиальные опоры, установленные между бочкой и валом, опоры выполнены в виде пластин, один конец которых жестко закреплен на внутренней поверхности каждой секции бочки, а другой конец закреплен с возможностью контактирования с продольным пазом охлаждаемого вала.
Выполнение опор в виде радиально установленных пластин, один конец которых жестко закреплен на внутренней поверхности каждой секции бочки, а другой конец
закреплен с возможностью контактирования с продольным пазом охлаждаемого вала, коренным образом изменяется не только конструкция ролика, но и функции опор. При такой конструкции опор и жесткой связи их
не с охлаждаемым валом, а с бочкой ролика каждая опора служит ребром жесткости для бочки, препятствующим возникновению изгибающего момента. Наличие таких отличи- телькых от прототипа признаков
свидетельствует о соответствии устройства критерию новизна.
Для определения соответствия изобретения требованию существенные отличия был проведен поиск по научно-технической
литературе и патентной документации. Известных технических решений со сходными признаками не обнаружено, что свидетельствует о соответствии заявляемого технического решения требованию существенные
отличия.
. Поскольку заявляемая конструкция позволяет достичь поставленную цель, обусловленную отличительными существенными признаками, изобретение соответствует требованию положительный эффект по наличию разницы в результатах при использовании известного и заявляемого технического решения.
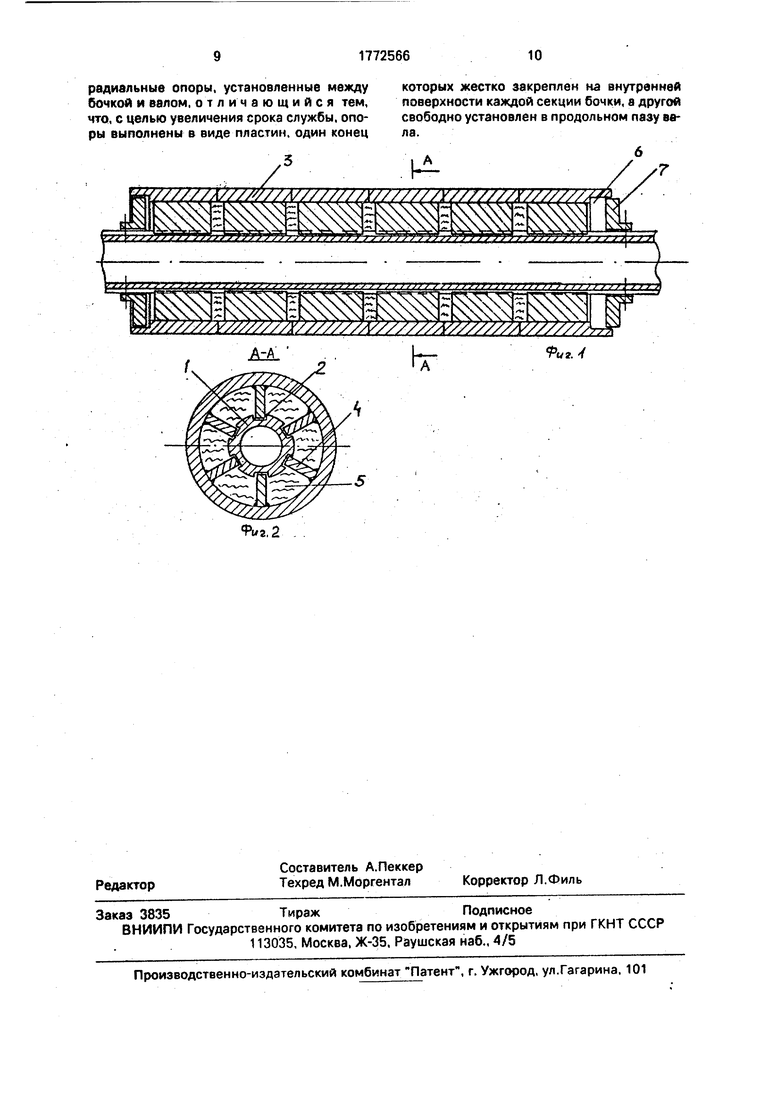
Предлагаемое изобретение показано на
чертеже, где на фиг. 1 дан продольный разрез печного ролика; на фиг, 2 - разрез А-А на фиг.1.
Печной ролик состоит из охлаждаемого вала 1, имеющего продольные пазы 2. жаропрочной бочки, состоящей из ряда секций 3, радиальных опор 4, установленных между бочкой и валом, и теплоизоляции 5. Опоры 4 выполнены в виде пластин, один конец которых жестко закреплен на внутренней
поверхности каждой секции бочки 3, а другой конец закреплен с возможностью контактирования с продольным пазом 2 охлаждаемого вала 1. Секции бочки 3 установлены на охлаждаемом валу 1 без осевого
зазора. Комплект секций бочки 3 имеет возможность перемещаться в осевом направлении при разогреве в печи. Это обеспечивается тем, что концевые секции бочки 3 с наружного торца выполнены с
проточкой 6. В эти проточки с минимальным радиальным зазором входят упоры 7, жестко закрепляемые на валу 1. Длина обеих проточек 6 должна быть такой, чтобы после установки упоров 7 суммарная длина свободных их участков в холодном состоянии
ролика соответствовала суммарному удлинению всех секций бочки 3 при разогреве ее до рабочей температуры. Пазы 2 на валу 1 можно выполнить фрезеровкой, либо приваркой полос к валу по образующим.
Печной ролик работает следующим образом.
Крутящий момент от охлаждаемого вала 1 передается к каждой секции бочки 3 через опоры 4. При изменении температурных условий обеспечивается свободная компенсация линейных, температурных расширений в осевом и радиальном направлениях. В осевом направлении компенсация линейных температурных расширений обеспечивается зазором между упором 7 и торцом концевой секции бочки 3 в месте окончания проточки 6 на одном или обоих концах ролика. В радиальном направлении компенсация линейных температурных расширений обеспечивается перемещением свободных концов опор 4 в пазах 2 охлаждаемого вала 1. При этом, поскольку каждая опора 4 жестко связана не с охлаждаемым валом 1, а с бочкой 3 и одновременно служит ребром жесткости для бочки, бочка не испытывает изгибающего момента.
В сочетании с надежным и достаточно равномерным охлаждением бочки это обстоятельство обеспечивает высокую прочность и долговечность ролика.
При необходимости уменьшения оттока тепла от бочки ролика к охлаждаемому валу опоры могут быть выполнены с вырезом на конце, жестко связанном с внутренней поверхностью бочки, или на конце, свободно входящем в продольный паз охлаждаемого вала, либо с отверстиями.
Предлагаемый ропик прост в изготовлении, легко собирается, позволяет экономно, с малыми отходами использовать центро- бежнолитые трубы для изготовления бочки. Ролик обладает высокой ремонтопригодностью, так как имеется возможность в процессе эксплуатации легко менять отдельные секции бочки.
Пример выполнения устройства.
Реализацию предложенного технического решения рассмотрим на примере создания печного ролика для проходной нагревательной печи с роликовым подом прокатного цеха Челябинского меткомби- ната, предназначенной для нагрева перед прокаткой толстых листов нержавеющей стали.
Длина бочки ролика - 2360 мм, длина водоохлаждаемого вала - 4560 мм.
Изготавливаем вал из трубы ф 180x36 мм. Концевые участки eaia выполняем с диаметром 160 мм Материал вала - сталь
15ХМ. Бочку ролика выполняем состоящей из 8 секций. Длина каждой секции:
-295 мм.
Секции бочки изготавливаем из центробежных труб ф 440x45 мм, с проточкой наружной поверхности и торцов, из стали
45Х25Н20С2Л. Наружный диаметр бочки после проточки - 415 мм, внутренний диаметр - 350 мм.
Для передачи нагрузки от бочки к водо- охлаждаемому валу устанавливаем между
ними опоры в виде пластин толщиной 10мм. Пластины устанавливаются радиально по образующим бочки. Один конец каждой пластины привариваем к внутренней поверхности секции бочки. По окружности
устанавливаем 6 опор.
Для сочленения секций бочки с водоох- лаждаемым валом фрезеруем в валу на участке с диаметром 180 мм 6 пазов по разметке, соответствующей установке радиальных опор в секциях бочки. Размеры каждого паза: ширина - 14 мм/глубина - 3 мм. Длина паза равна длине охлаждаемого вала на участке с диаметром 180 мм - 3000 мм. Каждый паз. следовательно, открыт с
торцов.
Пазы можно создать на валу не только фрезеровкой, но и приваркой полос к валу по образующим.
Длина пластинчатых опор в радиальном
направлении:
d I -d2
-а
350-164
мм,
где di - внутренний диаметр бочки, мм;
d2 - расстояние между основаниями двух диаметрально противоположными пазами водоохлаждаемого вала, мм;
а - допуск для гарантированной насад- ки секций бочки на водоохлаждаемый вал, мм.
Длина пластинчатой опоры в осевом направлении мм.
С одной стороны обеих концевых секций бочки делаем проточку для сочленения
с упорами. Глубину проточки принимаем 10
мм. Следовательно, на участке проточки
внутренний диаметр составляет dnp 3502 мм. Длину проточки принимаем 75
мм.
Изготавливаем два упора для установки на вал. Принимаем следующие размеры упора: наружный диаметр рабочей части
di 330-4 326 мм,
где 330 - диаметр бочки на участке проточки, мм;
4 - зазор между бочкой и упором для обеспечения их сочленения, мм.
Внутренний диаметр рабочей части упора:
da-180-2 178 мм-,
где 180 - диаметр вала, мм;
2 - зазор между валом и упором для обеспечения посадки упора, мм. Длина рабочей (сопрягаемой) части упора - 25 мм. Крепежная часть упора: наружный диаметр - 250 мм, внутренний диаметр - 178 мм, длина - 30 мм.
Принимаем, что упоры крепятся на валу с помощью болтов М20, Для определения мест крепления и сверловки в них несквозных отверстий в валу для захода болтов необходимо рассчитать длину бочки при рабочей температуре.
Определяем максимально возможное суммарное удлинение всех секций бочки:
УДЯ.
L-fi-i.
где L - суммарная длина всех секций бочки, мм;
. мм.
ft - коэффициент линейного расширения бочки. Для стали 45Х25Н20С2Л. из которой изготавливается бочка,
,5 (в интервале температур 20-1100°С);
t - рабочая температура бочки,°С;
t 1050°C.
1Удл.-2360 19,5 106 ,3 мм.
Принимаем 1удл.°50 мм. Следовательно, при рабочей температуре длина бочки ролика составит:
L 1 +1уДя 2360+50 2410 мм.
В валу с каждого конца на участке с диаметром 180 мм выполняем несквоэные отверстия ф 22 мм для последующего захода болтов М 20 при монтаже ролика. Количество несквозных отверстий на каждом конце вала - 4 по окружности.
При принятых размерах бочки ролика при t 1050°C и размерах упоров расстояние между несквозными отверстиями по длине вала составит 2490 мм.
Сборку ролика выполняем следующим образом.
На один конец вала устанавливаем упор
и закрепляем его болтами. Затем через второй конец вала одеваем концевую секцию
бочки таким образом, чтобы упор зашел до
конца проточки.
После этого заполняем пространство между валом и секцией бочки теплоизоля- цией, например каолиновой ватой.
Таким же образом монтируем остальные секции бочки, устанавливая их без осевого зазора. После установки последней, концевой секции и заполнения ее теплоизо- ляцией устанавливаем и закрепляем второй упор.
Детали подвода и отвода воды для охлаждения вала, подшипники и детали сочленения ролика с приводом монтируются непосредственно перед установкой ролика на Печь.
Рассчет
экономическойэффективности.
Предложенное устройство позволит: повысить срок службы ролика;
упростить конструкцию ролика; повысить ремонтопригодность ролика. и упростить егр сборку.
В данном расчете учитываем лишь эф- фективность увеличения срока службы ролика.
За базовый объект приняты ролики, широко применяемые на печах с роликовым подом, в частности на нагревательной печи прокатного цеха Челябинского меткомбина- та, предназначенной для нагрева перед прокаткой толстых листов нержавеющей стали.
При применении печных роликов, изготовленных согласно данному изобретению,
срок службы их возрастет с 0,5 до 1,5 лет. За
счет этого экономический эффект на одной
печи составит:
0 8500 50 8500 50
jm - .--- - - -- ... яя
0,51,5
-566600 руб./год..
где 8500 - стоимость одного ролика, руб; 50 - количество роликов, установленных на печи;
0,5 - срок службы ролика обычной конструкции, год;
1,5 - срок службы ролика, конструкция которого соответствует данному изобретению.
Формула изобретения
Печной ролик, содержащий охлаждающий вал с продольными пазами, секционную жаропрочную бочку, теплоизоляцию и
радиальные опоры, установленные между бочкой и валом, отличающийся тем, что, с целью увеличения срока службы, опоры выполнены в виде пластин, один конец
которых жестко закреплен на внутренней поверхности каждой секции бочки, а другой свободно установлен в продольном пазу вела.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печной ролик | 1989 |
|
SU1712759A1 |
| ПЕЧНОЙ РОЛИК | 2003 |
|
RU2267069C2 |
| Ролик термической печи | 1981 |
|
SU1015229A1 |
| Печной ролик | 1979 |
|
SU846969A1 |
| Печной ролик | 1980 |
|
SU911113A1 |
| Печной ролик | 1979 |
|
SU851069A1 |
| Печной ролик | 1986 |
|
SU1425422A1 |
| Печной консольный ролик | 1979 |
|
SU823802A1 |
| РОЛИК ПЕЧНОГО РОЛЬГАНГА | 2002 |
|
RU2202748C1 |
| КОНСОЛЬНЫЙ ПЕЧНОЙ РОЛИК | 2001 |
|
RU2217673C2 |
Сущность изобретения: печной ролик состоит из охлаждаемого вала с продольными пазами, жаропрочной балки, включающей в себя секции и радиальные опоры, и теплоизоляции. Опоры выполнены в виде пластин, один конец которых жестко закреплен с возможностью контактирования с продольным пазом охлаждаемого вала. 2 ил.
| Печной ролик | 1979 |
|
SU846969A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
