Изобретение относится к области изготовления специальной одежды для защиты человека от внешних неблагоприятных воздействий окружающей среды, например, тепловых, химических, радиационных и других, особенно, при тяжелых условиях работы, связанных с повышенным потоотделением и нарушением гигиенических характеристик в подкостюмном пространстве.
Известны защитные костюмы для защиты человека от внешних неблагоприятных воздействий для пребывания человека в условиях высоких температур, содержащие уллотнительные манжеты (см., например, В.С.Кощеев, Е.И.Кузнец Физиология и гигиена индивидуальной защиты человека в условиях высоких температур - М., Медицина, 1986. с. 214-220).
В защитных костюмах для изготовления трубчатых многослойных элементов (например, рукавных, брючных, корпусных) применяют материал с упругой кольцевой формообразующей вставкой (см., например, заявку Франции № 2576191, А 47 D 27/06, 1986г.). Для придания формообразующих свойств материал, как и в предлагаемом решении подвергают тепловой обработке.
Однако, решая только задачу формообразования и упрочнения, известные технические решения не обеспечивают улучшение влагопоглощающих свойств образуемых элементов, а также возможностей сохранения формы при использовании в изделиях с уплотнительными обтюраторами типа манжет.
Известны также способы изготовления подобных элементов, предполагающих их упрочнение при тепловой обработке (см.
VI VJ
О
со
00
например, патент ГДР № 231001, А 41 D 27/06, 86г.).
В качестве прототипа выбран способ изготовления уплотнительной манжеты одежды,при котором деталь выполняют из трехслойного материала, а промежуточный слой предварительно подвергают формованию при термообработке, после чего размещают между наружными и внутренними слоями (заявка Великобритании, № 2141640, А 41 D 27/06, 85г). Недостатком способа является его относительная нетехнологичность.
Целью предлагаемого способа является повышение технологичности изготовления уплотнительной манжеты защитной одежды.
Указанная цель достигается тем, что промежуточный слой манжеты выполняют в виде объемной оболочки из перфорированного, влагонепроницаемого материала с наполнителем, в качестве наполнителя используют объемные вкладыши из листового пенополивинилформаля, а наружный слой выполняют из гидрофильного шерстяного полотна, при размещении промежуточного слоя перфорированную оболочку ориентируют к шерстяному полотну, а формование в процессе изготовления и эксплуатации производят путем периодической подачи насыщенного пара между слоями и отжатия их до заданного уровня с последующей сушкой.
Особенностью данного способа является также сочетание формообразования манжеты и придания ей новых влагопоглощающих свойств, причем влаго- поглощающий элемент одновременно является формообразующим, уплотнительным и влагопроводящим элементом. Кроме того, использование известного гидрофильного материала - шерсти создавало определенные сложности с точки зрения его взаимодействия с таким полимерным материалом как пенополивинилформаль (см., например ТУ 6-05-221-123-76) при повышенных температурах, необходимых для формообразования и сушки. В этом отношении предложенный способ крепления отдельных формообразующих элементов из пенополивинилформаля и совместной обработки изделия насыщенным паром, при его подаче между слоями, а также теплового воздуха при сушке, создает возможность многократной в процессе использования технологической обработки и способствует повышению уплотнитель- ных свойств.
Изобретение иллюстрируется чертежами.
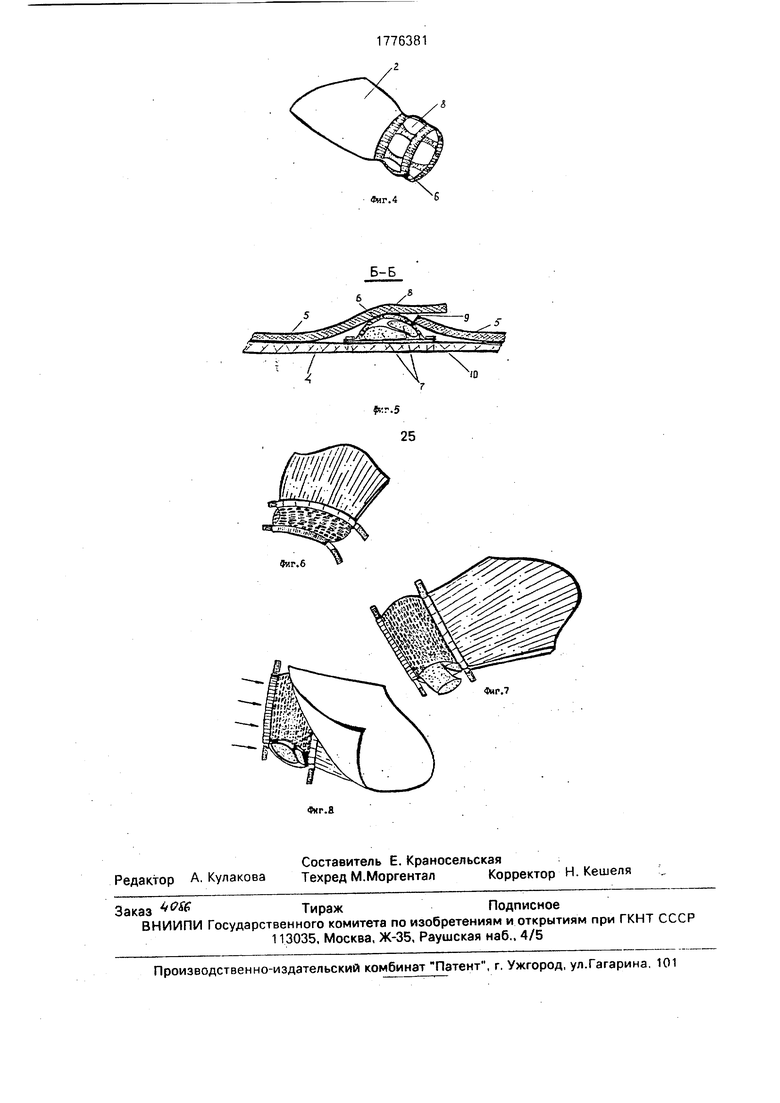
На фиг. 1 показан образец защитной одежды в виде комбинезона 1, общий вид спереди; на фиг. 2 изображен предлагаемый вариант уплотнительной влагосборной манжеты, вид сбоку с местным вырезом; на фиг. 3 показана торообразная оболочка с вкладышами из пенополивинилформаля; на фиг. 4-8 изображены отдельные стадии изготовления и формообразования уплотнительной
0 манжеты.
Защитная одежда может быть выполнена по данному способу, например, в виде комбинезона 1 с корпусными, рукавными и брючными участками 2, в которые вмонти5 рованы кольцевые влагосборные формообразующие манжеты 3 (фиг. 1). Трубчатые участки (элементы) 2, прилегающие к манжетам 3, выполнены многослойными с внутренним слоем 4, изготовленным из
0 гидрофобного материала с относительно малой способностью смачиваться водой, и последующего слоя 5 из гидрофильного материала, преимущественно иглопробивного шерстяного полотна. Указанное сочетание
5 слоев 4 и 5 в двухслойном или многослойном, например, с внешним воздухо- или вла- гонепроницаемым слоем, исполнении позволяет образовывать водоотводы, обеспечивающие отведение избыточной влаги
0 из подкостюмного пространства к влаго- сборным манжетам 3, или воздухоотводы для принудительной подачи воздуха или пара при технологической обработке. Сами манжеты 3 выполнены в виде торообразных
5 перфорированных оболочек 6 из влагонепроницаемого материала, например, типа болонья, внутри которых размещены формообразующие элементы 7 из влагопогло- щающего пористого материала типа
0 пенополивинилформаля (см., например, ТУ 6-05-221-123-76). Элементы 7 обычно выполняют в виде отдельных небольших частей, вырезанных из листового материала, которыми заполняют оболочки 6, обеспечи5 вая тем самым их крепление между собой, с образованием формообразующего объемного элемента в виде пояса с перфорированными отверстиями 8 различной формы. При подготовке одежды, заполненные вкла0 дышами 7, оболочки 6, например, в виде пояса, располагают в объемных прорезях 9 (складках) манжет 3, например, типа кольцевых карманов, с ориентацией перфорированными отверстиями 8 по направлению к
5 гидрофильному слою 5. Далее образуемые торообразные оболочки 6 в виде объемных поясов закрепляются, например, текстильными застежками (не показаны) на одежде. Для обеспечения необходимого прижатия оболочек (поясов) 6 к одежде и телу человека
они снабжены натяжными элементами 10 типа завязок или резиновых колец с регуляторами натяжения.
Для окончательного задания формы в процессе изготовления и при использовании одежды манжеты подвергают тепловой обработке путем воздействия на них паром или теплым воздухом (см. стрелки на чертежах). Для облегчения подачи воздуха к манжетам в одежде образуют каналы между слоями 4 и 5 путем их скрепления продольными швами 11 (см. фиг. 2).
Предлагается следующий вариант изготовления и использования уплотнительных манжет:
1.Предварительная обработка паром с температурой до 100°С исходных материалов: иглопробивного шерстяного полотна (слой 5), влагопроводящего ПВХ-полотна (слой 4, возможно также в виде иглопробивного полотна). Указанное позволяет первично упорядочить структуру ткани, уменьшить последующую усадку.
2.Выкраивание деталей.
3.Образование перфорированной оболочки 6 в виде пояса.
4.Предварительное формование оболочки б путем ее набивки вкладышами 7 пенополивинилформаля.
5.Прикрепление оболочки 6 к одежде, например, путем размещения в прорезях 9 или пристрачиванием.
6.Надевание комбинезона 1 на специальный каркас, например, в виде манекена.
7.Подача пара при температуре до 100°С в каналы 11 между слоями манжет до их размягчения (фиг. 1,2- стрелки).
8.Образование заданной формы манжеты путем их обжатия (п рижатия) по форме элементов манекена в нагретом размягченном состоянии с последующим остыванием при обдуве воздухом при комнатной температуре, после чего одежда готова к использованию.
9.После использования производится сушка одежды и манжет на манекене и повторное образование заданной формы аналогично операции 8.
Предлагаемая одежда работает следующим образом.
В процессе использования одежду надевают и стягивают оболочки 6, например, в виде пояса, до образования натяга с помощью натяжных элементов 10. В процессе работы и повышенного потоотделения избыточная влага проникает сквозь гидрофоб- ный слой 4 и. по гидрофильному шерстяному слою 5 по мере насыщения передается через перфорированные отверстия 8 в оболочках 6 вллгопогпощг ющим элементам 7, которые, учитыпдя большие возможности насыщения пенопопивинил- формаля. активно поглощают влагу из подкостюмного пространства, осушая его.
Тем самым, в процессе работы в защит ной одежде 1 человеку создаются более комфортные условия, улучшающие гигиенические характеристики.
Защитные характеристики одежды непосредственно связаны со степенью ее уплотнения в зоне манжет 3. которые должны максимально ограничивать поступление вредных веществ в виде пыли или аэрозолей
в подкостюмное пространство. Этому и служат формообразующие манжеты 3, которым при изготовлении или повторном использовании задается заданная форма тела человека. Таким образом, уплотнительные
манжеты, выполненные поданному способу одновременно обеспечивают задание необходимой достаточно жесткой формы в процессе изготовления, а также сбор избыточной влаги из подкостюмного пространства.
При повторном использовании обеспечиваются удобство сушки и повторное задание формы уплотнительных манжет, например, при использовании комбинезона
другим человеком. Обеспечивается возможность снятия и оперативной замены оболочек 6 в процессе эксплуатации.
Формула изобретения
Способ изготовления уплотнительной манжеты защитной одежды, при котором деталь выполняют из трехслойного материала, при этом промежуточный слой предварительно подвергают формованию при
термообработке, а затем размещают между наружным и внутренним слоями, отличающийся тем, что, с целью повышения технологичности выполнения, промежуточный слой манжеты выполняют в виде торообразной объемной оболочки из перфорированного влагонепроницаемого материала с наполнителем, в качестве наполнителя используют вкладыши объемной формы из листового пенополивинилформала, а наружный слой выполняют из гидрофильного шерстяного полотна, при размещении промежуточного слоя ориентируют перфорированную оболочку к шерстяному полотну, а окончательное формование
манжеты производят посредством подачи насыщенного пара между наружным и внутренним слоями и обжатия до заданного уровня с последующей сушкой.
°п
n
S
«n
Фиг.4

| название | год | авторы | номер документа |
|---|---|---|---|
| Защитная одежда | 1990 |
|
SU1776382A1 |
| Защитный комбинезон | 1991 |
|
SU1810069A1 |
| ЗАЩИТНОЕ ШВЕЙНОЕ ИЗДЕЛИЕ | 2004 |
|
RU2260361C2 |
| БОЕВАЯ ОДЕЖДА ПОЖАРНОГО-СПАСАТЕЛЯ ДЛЯ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ ОПАСНЫХ ФАКТОРОВ ПОЖАРА, БАЛЛИСТИЧЕСКИХ И ДИНАМИЧЕСКИХ ВОЗДЕЙСТВИЙ | 2016 |
|
RU2640991C1 |
| РАДИОЗАЩИТНАЯ ОДЕЖДА | 1992 |
|
RU2045922C1 |
| ОДЕЖДА СПАСАТЕЛЕЙ, ДЕЙСТВУЮЩИХ В ЧРЕЗВЫЧАЙНЫХ СЕЙСМИЧЕСКИ ОПАСНЫХ УСЛОВИЯХ | 2012 |
|
RU2495610C1 |
| ОДЕЖДА СПАСАТЕЛЕЙ, ДЕЙСТВУЮЩИХ В УСЛОВИЯХ ЛЕТЯЩИХ И ПАДАЮЩИХ ПРЕДМЕТОВ РАЗРУШАЮЩЕГОСЯ ОБЪЕКТА | 2012 |
|
RU2503917C2 |
| ОДЕЖДА СПАСАТЕЛЕЙ, ДЕЙСТВУЮЩИХ В ЧРЕЗВЫЧАЙНЫХ СЕЙСМИЧЕСКИ-ОПАСНЫХ УСЛОВИЯХ В СЕВЕРНЫХ ШИРОТАХ | 2013 |
|
RU2539644C1 |
| ОДЕЖДА СПАСАТЕЛЕЙ, ДЕЙСТВУЮЩИХ В УСЛОВИЯХ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2012 |
|
RU2503915C2 |
| Съемная подкладка для изолирующей одежды | 1989 |
|
SU1797821A1 |

В средствах индивидуальной защиты, преимущественно в комбинезонах, Сущность изобретения: деталь выполняют из трехслойного материала, промежуточный слой предварительно подвергают формированию при термообработке, а затем размещают между наружным и внутренним слоями. Промежуточный слой манжеты выполняют в виде торообразной объемной оболочки из перфорированного влагонепроницаемого материала с наполнителем. В качестве наполнителя используют вкладыши объемной формы из листового пенополиви- нилформаля. Наружный слой выполняют из гидрофильного шерстяного полотна. При размещении промежуточного слоя ориентируют перфорированную оболочку к шерстяному полотну. Окончательное формование манжеты производят посредством подачи насыщенного пара между наружным и внутренним слоями и обжатия до заданного уровня с последующей сушкой. 8-ил. f СО
40
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГАЗОЖИДКОСТНОГО ПОТОКА | 1998 |
|
RU2141640C1 |
| Механический грохот | 1922 |
|
SU41A1 |
