ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| Выпрямитель для механизированной сварки | 1988 |
|
SU1657312A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ СЕТИ | 2014 |
|
RU2549377C1 |
| Трансформатор для газоэлектрической резки | 1990 |
|
SU1776510A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ СЕТИ | 2013 |
|
RU2531389C1 |
| Устройство для питания дуги постоянным током | 1982 |
|
SU1031663A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2035078C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2004 |
|
RU2268810C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2010 |
|
RU2416502C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036756C1 |
Использование: устройство относится к электросварке и может быть использовано для создания трансформаторов для дуговой сварки. Сущность изобретения: устройство содержит трансформатор на стержневом магнитопроводе с первичной и вторичными обмотками. Основная вторичная обмотка расположена на одной стороне магнитопро- вода. Дополнительная вторичная обмотка расположена на другой стороне магнито- провода совместно с первичной обмоткой. Трансформатор имеет три выходных зажима: для подключения обратного провода (изделия) и для подключения сварочного электрода в диапазоне нижних и верхних значений сварочного тока. 1 ил.
Изобретение относится к электросварке и может быть использовано для создания трансформаторов для дуговой сварки.
Известны трансформаторы стержневого типа для электродуговой сварки с полностью разнесенными обмотками, у которых для повышения электромагнитного рассеяния первичная и вторичная обмотка расположены на разных стержня магнито- провода.
Известны также трансформаторы с неполным разнесением обмоток, у которых, например, вторичная обмотка разделена на две части, одна из которых, основная вто-° ричная обмотка, расположена на отдельном стержне магнитопровода, а вторая, дополнительная вторичная обмотка, расположена на другом стержне совместно с первичной обмоткой. Это устройство принято за прототип изобретения. Для ступенчатого регулирования тока в устройстве прототипа как основная, так и дополнительная вторичная обмотка секционированы. Трансформатор имеет переключающие контакты (перемычки) в цепи вторичных обмоток и два выход- ных зажима. Начало первой секции основной первичной обмотки соединено с первым выходным зажимом, конец с объединенными началами второй секции своей обмотки и первой секции дополнительной вторичной обмотки, Конец второй секции дополнительной вторичной обмотки соединен с вторым выходным зажимом, а начало этой секции соединено через съемные перемычки с концом первой секции своей обмотки или концом второй секции основной вторичной обмотки. К выходным зажимав подключаются изделие и сварочный электрод; включением одного или второго пере
00
VJ
VJ ю
О
ключающего контакта получают две ступени регулирования тока.
Недостаток устройства прототипа связан с грубым регулированием тока (всего 2 ступени), что отрицательно сказывается на качестве сварного соединения.
Цель изобретения - повышение качества сварного соединения путем более равномерного бтупенчатого регулирования тока (4 ступени). Поставленная цель достигается тем, что в устройство введена третья секция основной вторичной обмотки и третий выходной зажим, при этом конец второй секции основной вторичной обмотки соединен через переключающие контакты с началом третьей секции своей обмотки или с началом второй секции дополнительной вторичной обмотки, а конец первой секции дополнительной-вторичной обмотки соединен через переключающие контакты с началом второй секции своей обмотки или с началом третьей секции основной вторичной обмотки, конец которой соединен с третьим выходным зажимом.
Устройство содержит отличительные признаки, которые позволяют производить равномерное ступенчатое регулирование тока, что позволяет повысить качество сварного соединения, получить высокие сва-;. .рочные показатели трансформатора. Регулирование производится путем коммутации минимального количества переключающих контактов во вторичном контуре, что обеспечивает простоту конструкции и безопасность в работе.
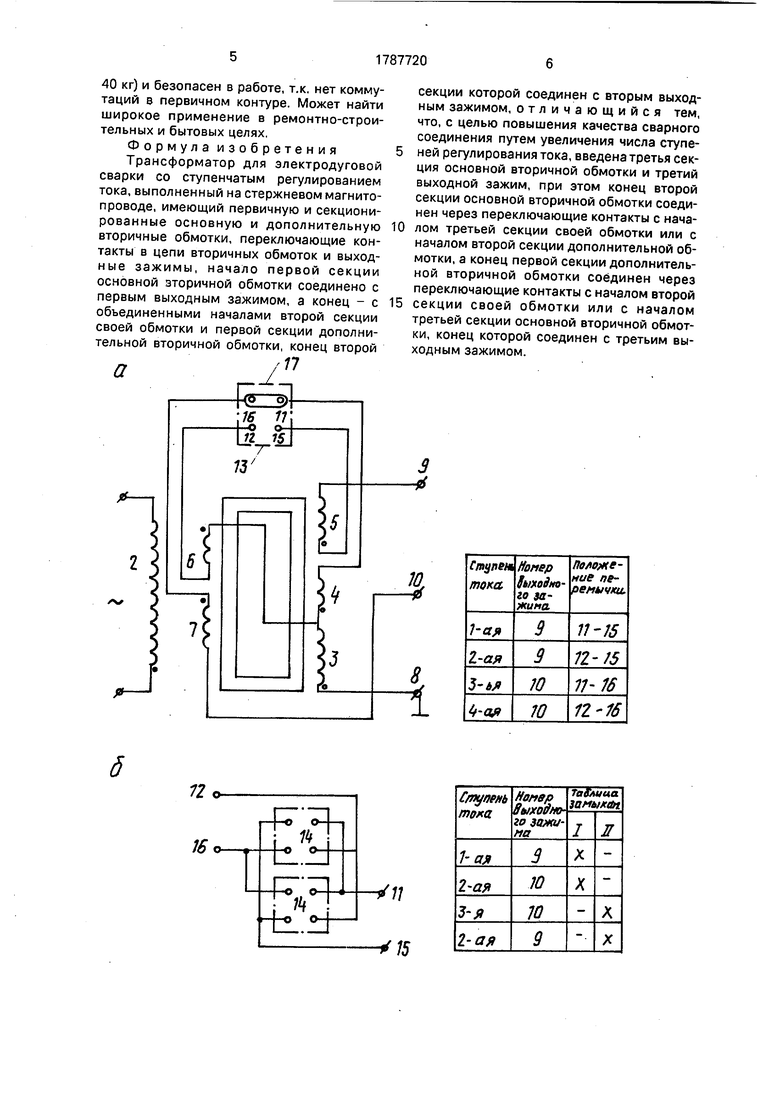
На чертеже приведена принципиальная схема предлагаемого устройства.
Трансформатор (фиг.1,а) выполнен на стержневом магнитопроводе 1 и имеет первичную 2 и вторичные 3...7 обмотки. Основная вторичная обмотка расположена на одном стержне магнитопровода и имееттри секции: первую 3, вторую 4 и третью 5. Дополнительная вторичная обмотка расположена на другом стержне магнитопровода совместно с первичной обмоткой и имеет две секции: первую 6 и вторую 7. Трансформатор имеет три выходных зажима для подключения сварочной цепи: зажим 8 для подключения обратного провода (изделия) и зажимы 9 и 10 для подключения сварочного электрода соответственно в диапазоне нижних или верхних значений сварочных токов. Начало первой секции 3 основной вторичной обмотки соединено с зажимом 8, а конец этой секции с объединенными началами секций 4 и 6. Концы секции 4 и 6 выведены на клеммы 11 и 12 переключающих контактов доски перемычек 13, рис.1,а или переключателя 14, рис.1,6. Начала секций 5 и 7
выведены на клеммы 15 и 16 переключающих контактов. Конец секции 5 подсоединен к выходному зажиму 9, а конец секции 7 к выходному зажиму 10. В таблице на фиг.1,а
указано положение перемычки 17, замыкающей те или иные переключающие контакты для получения нужной ступени тока; там же указан номер выходного зажима (9 или 10) для подключения сварочного электрода.
0 Отметим, что для уменьшения числа коммутаций одновременно могут быть замкнуты по две пары переключающих контактов 11- 15 и 12-16 или 11-16 или 12-15. На фиг.1б приведена схема замыкания переключаю5 щих контактов (11, 12, 13,15, 16) при использовании двухгалетного переключателя 14, на этом же рис. приведена таблица замыканий контактов для получения различных ступеней тока,
0 Устройство работает следующим образом.
При подаче напряжения на первичную обмотку 2 трансформатора во всех секциях 3...7 вторичной обмотки находится ЭДС. Ес5 ли при этом сварочный электрод подключен к зажиму 9 и замкнуты переключающие контакты 11-15, в сварочную цепь оказываются включенными секции 3, 4, 5 основной вторичной обмотки, что соответствует полному
0 разнесению первичной и вторичной обмоток, максимальному индуктивному сопротивлению рассеяния и минимальному сварочному току (1-ая ступень регулирования). При замыкании электрода на изделие
5 возникает дуга при минимальном сварочном токе. При переходе на 2-ю и далее на 3-ю и 4-ю ступени степень разнесения обмоток уменьшается, электромагнитная связь между первичной и вторичной обмотками
0 увеличивается, индуктивное сопротивление рассеяния уменьшается, сварочный ток растет. Четвертой ступени регулирования (включен зажим 10, замкнуты переключающие контакты 12-16) соответствует наи5 меньшее разнесение первичной и вторичной обмоток и максимальный сварочный ток.
Предлагаемое устройство апробировано на макете сварочного трансформатора на
0 ток 160 А. Получены четыре ступени равномерного регулирования тока (90, 110, 130, 160 А), позволяющие выполнять качественную сварку электродами наиболее распространенных диаметров 3 и 4 мм. При
5 регулировании тока напряжение холостого хода практически неизменно - около 65 В, что также положительно сказывается на стабильности процесса сварки, качества сварного соединения. Трансформатор прост в изготовлении, имеет малую массу (около
40 кг) и безопасен в работе, т.к. нет коммутаций в первичном контуре. Может найти широкое применение в ремонтно-строи- тельных и бытовых целях,
Формула изобретения Трансформатор для электродуговой сварки со ступенчатым регулированием тока, выполненный на стержневом магнито- проводе, имеющий первичную и секционированные основную и дополнительную вторичные обмотки, переключающие контакты в цепи вторичных обмоток и выходные зажимы, начало первой секции основной вторичной обмотки соединено с первым выходным зажимом, а конец - с объединенными началами второй секции своей обмотки и первой секции дополнительной вторичной обмотки, конец второй
секции которой соединен с вторым выходным зажимом, отличающийся тем, что, с целью повышения качества сварного соединения путем увеличения числа ступеней регулирования тока, введена третья секция основной вторичной обмотки и третий выходной зажим, при этом конец второй секции основной вторичной обмотки соединен через переключающие контакты с началом третьей секции своей обмотки или с началом второй секции дополнительной обмотки, а конец первой секции дополнительной вторичной обмотки соединен через переключающие контакты с началом второй
секции своей обмотки или с началом третьей секции основной вторичной обмотки, конец которой соединен с третьим выходным зажимом.
| Никитин В.П | |||
| Основы теории трансформаторов и генераторов для дуговой сварки, изд | |||
| АН СССР, М., 1956, с.46-48, рис.24а, с.66, рис.35. |
