Изобретение относится к производству бытовой техники.
Известен утюг электрический, содержащий подошву, нагревательный элемент, кожух с ручкой, легкоплавкий материал и термореле. Недостатком данного утюга является то, что наличие легкоплавкого материала стабилизирует температуру подошвы только при одной температуре, соответствующей температуре плавления - кристаллизации матери- ала. Продолжительность поддержания стабильной температуры подошвы зависит от массы легкоплавкого материала. Для продолжительного поддержания постоянной температуры подошвы требуется большое количество легкоплавкого материала, а это утяжеляет утюг. Утюги требуются не только утяжеленные, но и облегченные-дорожные.
Анализ аналогов показывает, что наиболее близким техническим решением по назначению и количеству признаков по отношению к предлагаемому является утюг электрический, содержащий подошву, нагревательный элемент, кожух с ручкой, ак-. кумулятор теплоты и механизм подъема аккумулятора теплоты в виде биметаллической пластины, который принят за прототип. Недостатком утюга-прототипа является то, что в нем нельзя поддерживать постоянную температуру подошвы (аккумулятор тепла уменьшает перепады температуры подошвы, создаваемые терморегулятором, но не устраняет их полностью). Кроме того регулирование температуры подошвы утюга путем частых смыканий и размыканий контактов терморегулятора приводит к быстрому выходу из строя контактной группы терморегулятора, который определяет срок службы утюга. Из-за наличия терморегулятора с подгораемыми контактами утюг имеы
00
со
ет малый срок службы. Наличие аккумулятора теплоты утяжеляет утюг и не позволяет использовать его как дорожный утюг, в котором масса утюга является основным параметром.
Целью изобретения является повышение потребительских свойств утюга путем повышения стабилизации температуры подошвы (за счет уменьшения перепадов температуры, вносимых терморегуляторами с контактными группами) и увеличение долговечности утюга.
Поставленная цель достигается тем, что нагревательный элемент выполнен из электропроводного материала с малым сопротивлением изменению формы или большой сжимаемостью, который размещен в пазу, оформленном на верхнем торце подошвы, при этом паз перекрыт буртом, выполненным на нижнем торце кожуха, а кожух установлен с возможностью перемещения относительно подошвы, изменения высоты паза и находящегося в нем нагревательного элемента, причем механизм подъема биметаллических пластин установлен перемещающим кожух относительно подошвы и снабжен пружиной, противодействующей перемещению кожуха, имеющей регулировочный винт. На поверхность подошвы и кожуха нанесено алмазное покрытие, а в ручке выполнено сквозное отверстие, взаимодействующее со штырем подставки.
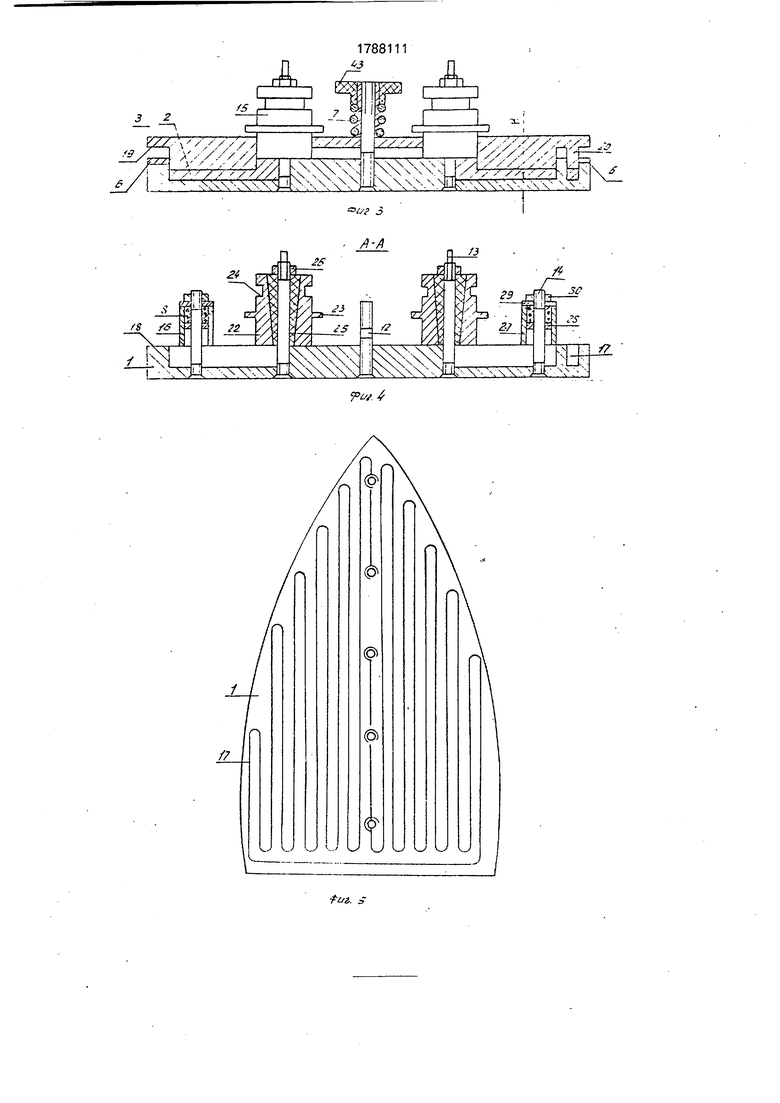
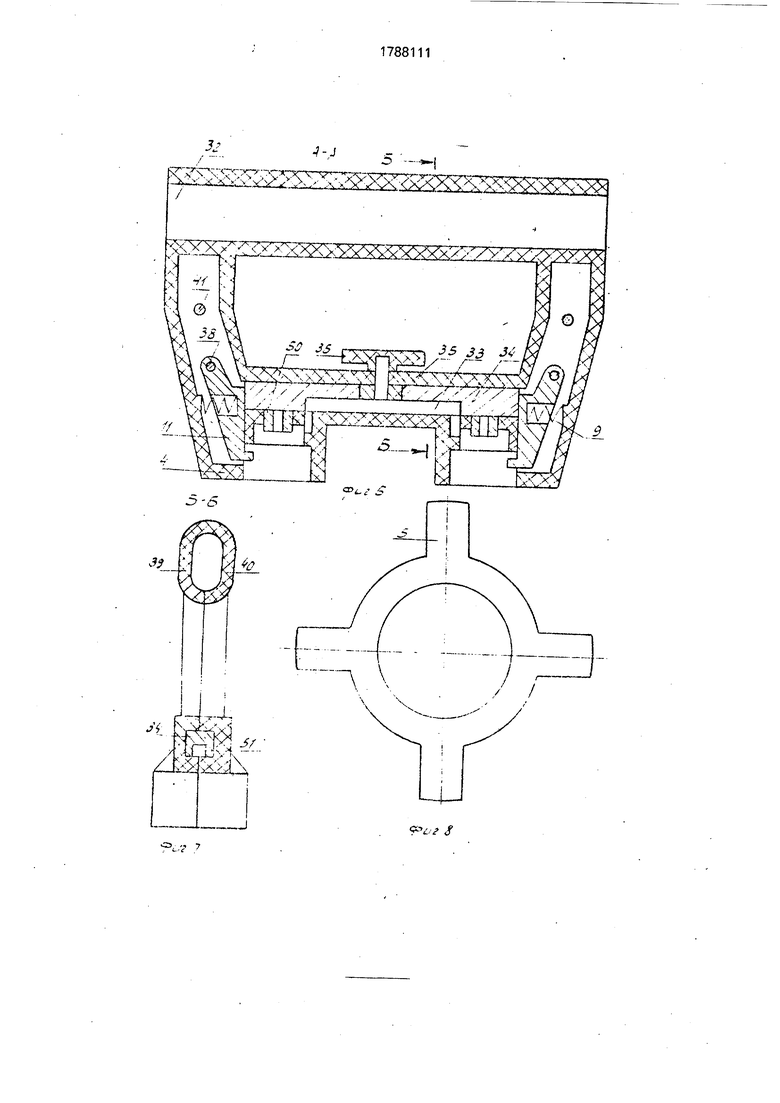
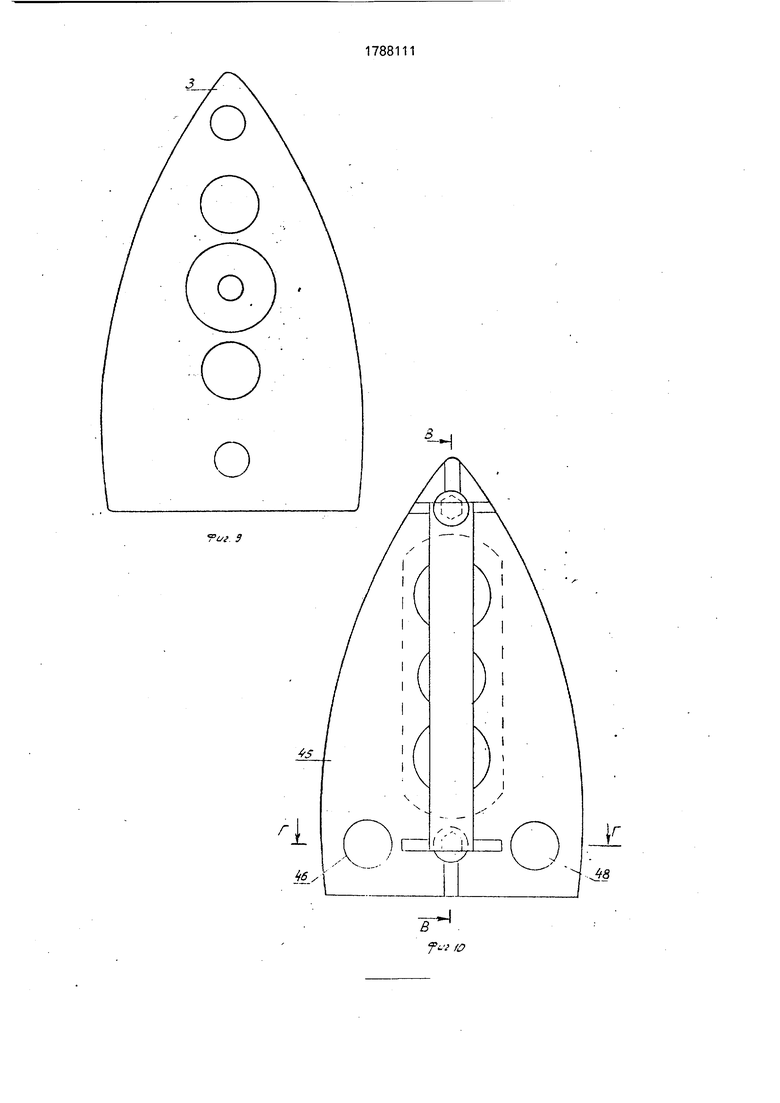
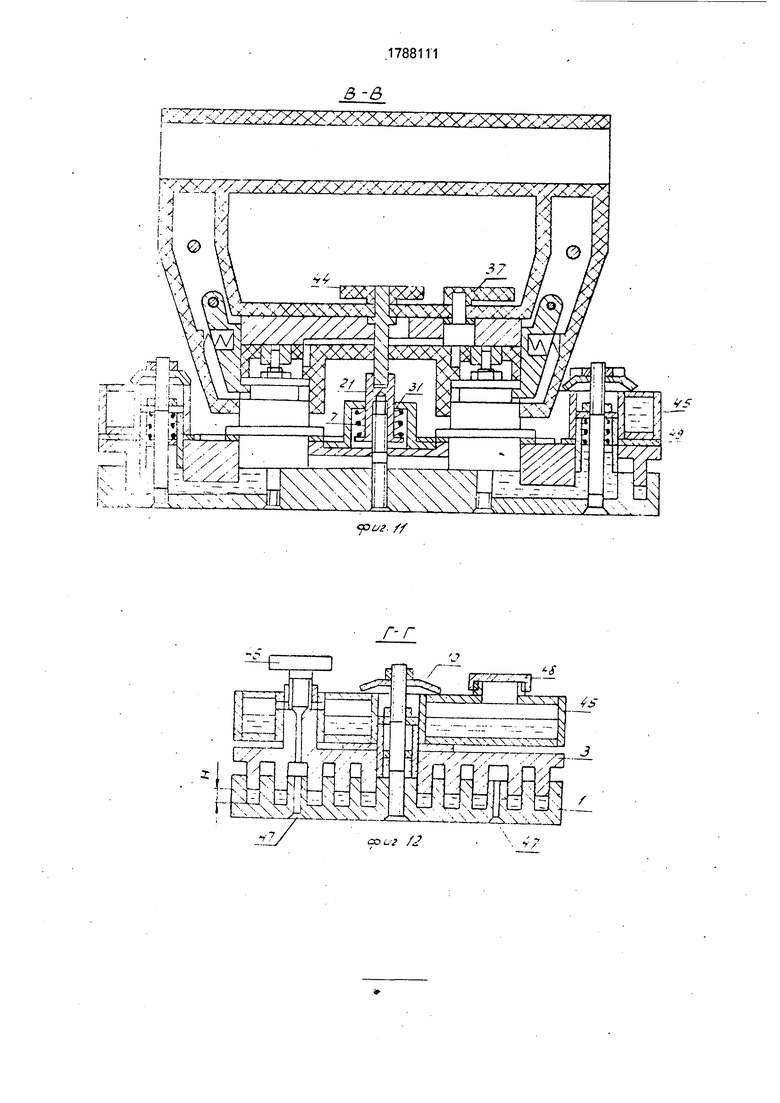
На фиг, 1 -вид на утюг со стороны ручки; на фиг.2 - продольный разрез утюга с пазом в подошве, заполненным жидким металлом, утюгом, надетым на штырь подставки (разрез по А-А фиг.1); на фиг.З - продольный разрез утюга без ручки с пазом в подошве, заполненным графитом или пористой электропроводной резиной; на фиг.4 - продольный разрез с установленными на ней опорами ручки и компенсаторами объема жидкого металла (разрез по А-А фиг.1); на фиг. 5 - вид на подошву сверху (паз показан в виде линии, фактическая ширина и глубина паза 1-2 мм); на фиг.6 - продольный разрез ручки (разрез по А-А фиг.1); на фиг. 7 - поперечный разрез ручки (разрез по Б-Б фиг.6); на фиг.8 - вид сверху (или снизу) на биметаллическую пластину (шайбу), уста - новленную на опоре ручки (между буртом опоры и кожухом; шайба показана в увеличенном размере); на фиг.9 - вид сверху на кожух утюга; на фиг.10 - вид со стороны ручки на утюг с паровым бачком; на фиг. 11 - продольный разрез утюга с паровым бачком (разрез по В-В фиг.10); на фиг.12 - поперечный разрез с паровым бачком (разрез по Г-Г фиг, 10); на фиг. 13 - вертикальный разрез подставки (подвески) утюга.
Утюг состоит из подошвы 1, нагревательного элемента 2, кожуха 3 с ручкой 4, биметаллических пластин 5,6, пружин 7-10, рычагов 11, шпилек 12-14, опор 15, компен5 саторов 16. В подошве 1 выполнен паз 17, оформленный на верхнем торце 18 подошвы 1. На нижнем торце 19 кожуха 3 выполнен бурт 20, взаимодействующий с пазом 17 в подошве 1. Кожух 3 установлен с возмож10 ностью перемещения относительно подошвы 1, изменения высоты Н паза 17 и находящегося в нем нагревательного элемента-материала электропроводного с малым сопротивлением изменению формы
15 или большой сжимаемостью. Механизм подъема кожуха 3 выполнен в виде биметаллических пластин 5 или 6, перемещающих кожух 3 относительно подошвы 1,и снабжен пружиной 7, противодействующей переме20 щению кожуха 3, имеющей регулировочный винт 21. На подошве 1 закреплены опоры 15, образованные втулками 22 с буртами 23 и кольцевыми канавками 24,керамическими втулками 25, шпильками 13 и гайками 26, а
25 также компенсаторами 16, образованные шпильками 14, гильзами 27, поршнями 28, крышками 29, пружинами 8, гайками 30. Кожух 3 снабжен кронштейном 31. В ручке 4 выполнено сквозное отверстие 32 и канал 33.
30 В канале 33 размещены ползуны 34 и эксцентрик 35 с ручкой 36 или 37, В ручке установлены рычаги 11 с возможностью поворота относительно осей 38. Ручка 4 выполнена двумя половинками 39, 40, стянутыми вин35 тами 41. Для регулирования температуры подошвы 1 утюг снабжен ручкой 42 или 43 или 44. Утюг может быть снабжен паровым бачком 45 с краном 46 подачи пара в отверстие 47 подошвы 1, заглушкой 48 заливочной
40 горловины, биметаллическими шайбами 49, подъема бачка 45. Ручка 4 снабжена втулками 50 (клеммами разъемного соединения). В ползунах 34 выполнены пазы 51 для пропускания проводов электрошнура к втулкам 50
45 (электрошнур подсоединен к ручке 4, который на чертеже не показан). Утюг снабжен подставкой 52, образованной кронштейном 53, поворотным штырем 54, фиксируемым винтом 55. Крепление подставки 52 к гладиль50 ной доске 56, крепится винтом 57 с ручкой 58. На фиг.2 пунктиром показаны кронштейны 59, прикрепленные к боковым торцам подошвы 1, и биметаллические пластины 60, установленные между кожухом 3 и кронш55 теинами 59. Пластины 60 установлены вместо шайб 5, т. ё: нами предложен второй вариант механизма опускания кожуха относительно подошвы.
На фиг,10 пунктиром показаны внутрен- ние стенки кольцевого парового бачка 45,
верхняя поверхность бачка 45 закрывает нишу с опорами 15 и пружиной, она выполнена из листа с отверстиями для опор 15 и стержня ручки 44. Данному листу придана соответствующая эстетическая форма, кото- рая на чертеже не показана.
На нижних концах шпилек 12-14 выполнена коническая резьба, обеспечившая герметичность соединения шпилек с подошвой 1.
Наиболее рациональными материалами для подошвы 1 и кожуха 3 являются сплавы на основе алюминия, которые после оксидирования покрываются плотной окис- ной пленкой АЬОз, имеющей хорошие элект- роизоляционные свойства. На алюминиевые сплавы наносится алмазное покрытие (см. журнал Изобретатель и рационализатор. 1989 г. № 11, с.14-16), которое имеет высокое электросопротивление р-108 1020 Ом м, обладает большой теплопроводностью Вт/(м К) 4 часть. 1 с 184, твердостью, износостойкостью, не смачивается жидкими легкоплавкими материалами и антипригарными свойствами. Большой интерес представ- ляет покрытие из нитрида бора, имеющее электросопротивление ,7s10 мкОм-см, не смачивающееся жидкими металлами. На алюминиевые сплавы могут быть нанесены и другие покрытия, которые обеспечивают надежную электроизоляцию и несмачивае- мость покрытий жидкими металлами. После сборки подошвы с кожухом на наружную поверхность кожуха 3 может быть нанесено покрытие с малой теплопроводностью, на- пример, краска на основе окиси кремния или циркония.
В качестве нагревательного элемента предлагается использовать галлий, имеющий температуру плавления 30°С, темпера- туру кипения 220, 5°С (4 часть 1 с. 156), удельное электросопротивление 26 Ом см при 30°С (часть 1 с. 269), а согласно справочник химика, М.Л, 1963, том 1 с. 932 ,4 Ом-см при 0°С. Кроме галлия могут быть использованы следующие легкоплавкие сплавы:
1 50% висмута, 27% свинца, 13% олова, 10% кадмия, ТПл 70°С;
253% висмута, 15% свинца, 20% олова, 12% кадмия, ТПл 70°С;
3 50% висмута, 25% свинца, 12,5% олова, 12,5% кадмия, ,5°С;
4 47% висмута, 36% свинца, 7% кадмия, 10% ртути, ТПл 62°С;
542% висмута, 32% свинца, 6% кадмия, 20% ртути, Тпл 58°С;
6 36% висмута, 28% свинца, 6% кадмия, 30%. ртути, .
Для сплава 72% висмута, 14% олова, 14% свинца, удельное электросопротивление р 52 10 6 Ом См при 0°С, а температурный коэффициент /9 20-10 , для сплава 49 % висмута, 23% олова, 28% свинца при 0°С удельное сопротивление си 64-10 6 Ом см 0 20-10 4 6 с. 934.
В качестве нагревательного элемента может использоваться порошкообразный графит. Среднее удельное электросопротивление графита 10 Ом-см, которое сильно меняется в зависимости от плотности графита. Значительное изменение электросопротивления графита используется в микрофонных устройствах, в которых микрофонные угли сильно меняют удельное электросопротивление под действием давления колебаний воздуха, возникающих при разговорной речи. При увеличении плотности графита (угля) его удельное электросопротивление падает. Нагревательный элемент может быть выполнен в виде шнура из электропроводной пористой резины, имеющей рабочую температуру 250°С. Резины на основе СКФ-26 и СКТВ работают при температуре до 250°С.
Втулки 22 предлагается изготовлять из титанового сплава или из нержавеющей стали, имеющих минимальную теплопроводность.
Утюг работает следующим образом.
Перед глажением изделий складную доску устанавливают в рабочее положение, закрепляют на ней подставку утюга, устанавливая на подставке штырь 54 в более удобное положение (горизонтальное, вертикальное, наклонное). На штырь 54 надевают утюг отверстием 32 ручки 4. В электрическую сеть включают вилку электрошнура утюга (электрошнур с вилкой на чертеже не показаны). В исходном положении у утюга с нагревательным элементом 2 в виде легкоплавкого материала или сплава кожух 3 находится в- верхнем положении, он поднят пружиной 7 (см, фиг. 2), а у утюга с нагревательным элементом в виде графита или электропроводной резины, кожух 3 находится в нижнем положении, он поджат пружиной 7 (см. фиг.З).
При включении вилки в сеть электросопротивление нагревательного элемента 2 утюга минимальное, по нагревательному элементу 2 проходит максимальный ток (например, 6,3 ампера, на который расчитана розетка электросети), который быстро нагревает подошву 1, кожух 3 и биметаллические пластины 5 или 6, или 60. При нагреве биметаллических пластин последние изгибаются. Пластины 5 и 60 опускают кожух 3
вниз, преодолевая сопротивление пружин 7. При опускании кожуха 3 уменьшается высота нагревательного элемента 2, часть жидкого металла перемещается в полости компенсатора 16 (жидким металлом поднимает поршни 28 и сжимает пружины 8). При уменьшении высоты Н нагревательного элемента 2 увеличивается его электросопротивление, это приводит к уменьшению силы тока и потребляемой мощности из сети. Нагрев утюга замедляется,
В утюге с нагревательным элементом из графита или из электропроводящей резины при нагреве биметаллических пластин 6 последние изгибаются и поднимают кожух 3 вверх, преодолевая сопротивление пружин 7. При поднятии кожуха 3 увеличивается высота нагревательного элемента 2, последний становится более рыхлым. Это приводит к росту электросопротивления нагревательного элемента, уменьшению силы тока, проходящего по нагревательному элементу и снижению потребляемой мощности из сети.
При достижении температуры, определяемой натягом пружины 7 утюг потребляет из сети мощность, равную расходуемой мощности на глажение изделий или на излучение тепла в окружающую среду, если утюгом не гладят, но его держат включенным в электросеть. При возникновении разности между мощностью, расходуемой на глаже- ние,и мощностью, потребляемой из электросети, начинает изменяться температура подошвы 1, кожуха 3 и пластин 5 или 6, или 60. Это приводит к изменению изгиба пластин 5 или 6, или 60, изменению высоты нагревательного элемента, электросопротивления нагревательного элемента, силы тока, проходящего по нагревательному элементу и стабилизации температуры подошвы утюга.
Если необходимо изменить температуру нагрева подошвы 1 утюга, то поворачивают ручку 42 или 43 или 44, которой изменяют натяг пружины 7, Биметаллические пластины 5 или 6 или 60 начинают поддерживать новую температуру, соответствующую натягу пружины 7.
При снабжении утюга паровым бачком 45 последний в холодном состоянии прижат к кожуху 3 пружинами 10. При нагреве бачка 45 биметаллические шайбы 49 изгибаются. Когда температура бачка 45 достигает 105°С вода в бачке кипит и создается избыточное давление пара около 0,5 атмосферы. Биметаллические шайбы 49; изгибаясь, поднимают бачок относительно кожуха 3. При возникновении воздушного зазора между кожухом 3 и бачком 45 передача тепла от кожуха 3 к бачку 45 резко уменьшается, температура бачка остается заданной пружинами 10, давление пара в бачке 45 стабилизируется. При необходимости распаривания изделий при глажений поворачивают кран 46, соединяют полость бачка 45 с каналами
5 47 в подошве 1. При интенсивном выходе пара из бачка 45 температура бачка падает, охлаждаются биметаллические шайбы 49, уменьшается их изгиб, бачок 45 под действием пружин 10 и собственного веса вновь 0 прижимается к кожуху 3 и вновь происходит интенсивный нагрев бачка 45 и находящейся в нем воды.
Биметаллические шайбы 49 устанавливают так, чтобы металл с большим коэффи5 циентом температурного расширения оказывался со стороны бачка, а металл с меньшим коэффициентом температурного расширения оказывался со стороны кожуха 3. В этом случае наибольшая площадь сопри0 косновения биметаллических шайб 49 будет с бачком 45 и шайбы 49 будут более чувствительны кизменениютемпературы бачка 45. Наличие биметаллических шайб 49 под бачком 45 и пружин 10 над бачком позволяет
5 создавать в бачке любое избыточное давление пара, а значить подавать пар в зону глажения под необходимым избыточным давлением и тем самым повысить качество распаривания изделий и сократить время на
0 глажение изделий (паровая система выпускаемых утюгов, работающая на принципе падения капель воды на горячую подошву утюга, малоэффективна, поскольку она не позволяет подавать пар в зону глажения под
5 избыточным давлением). Если внутри бачка 45 к отверстию для выхода пара закрепить трубку и вывести ее в верхнюю переднюю точку бачка 45 (в точку, находящуюся над носком подошвы), то утюгом с использова0 нием пара можно будет разглаживать изделия не только в горизонтальном, но и в вертикальном положении, т.е. разглаживать изделия с припариванием непосредственно на манекенах, что повысит производитель5 ность труда на швейных фабриках.
Поскольку данный утюг нами разрабатывается как дорожный, то желательно, чтобы его ручка была легкосъемной и утюг не должен иметь деталей, которые после съема
0 ручки могли бы потеряться. В заявляемом утюге для съема ручки 4 достаточно повернуть ручку 36 или 37, при этом эксцентрик 35 разводит в стороны ползуны 34, которые нажимают на рычаги 11, поворачивают их
5 относительно осей 38, разводят в стороны, сжимая при этом пружины выводят концы рычагов 11 из кольцевых канавок 24 втулок 22. После этого ручку 4 поджимают относительно утюга, при этом втулки 50 выходят из соприкосновения с концами шпилек 13. После съема ручки 4 возвращают ручку 36 или 37 в исходное положение, при этом пружины 9 поворачивают рычаги 11, сводя их в исходное положение.
Приводим краткий расчет минимальной и максимальной толщины нагревательного элемента. Когда утюг нагрет до рабочей температуры, но им не гладят изделия,средняя потребляемая мощность утюгом составляет 0,135 кВт, она обусловлена тепловым излучением в окружающую среду; при глажений изделий утюг потребляет 0,5-0,85 кВт. Принимаем минимальную мощность,потребляемую утюгом, 135 Вт, а максимальную-1386 Вт, тогда сила тока будет h Pi/U 135/220 0,6А, 12 1386:220 6,ЗА. Электросопротивление нагревательного элемента Ri U:h 220/0,,5 Ом, R2 220/6, Ом.
Высота канавки ,
где м - длина паза в подошве мм - ширина паза в подошве ,6 Ом.мм2/м - удельное электросопротивление для жидкого металла.
,75 Ом .мм /м - уд.сопротивление для графита.
При выполнении нагревательного элемента в виде жидкого металла
н« тШг°-01ммН2
6-0.6 35
:0,1 мм.
При выполнении нагревательного элемента в виде графита
-гзиТ0-23 nWm2.4 мм.
При использовании в качестве нагревательного элемента галлия его потребный объем ,10,,6 см3, а вес 5,9-0,,54 грамма. При несмачиваемости покрытия паза в подошве жидким металлом изменение высоты нагревательного элемента в пределах от 0,1 до 0,01 мм является по нашему мнению реальным. Из-за микронеровностей паза в подошве и бурта на кожухе при опускании кожуха будет меняться не только высота нагревательного элемента, но и его ширина, поскольку бурт кожуха будет в какихто точках соприкасаться с дном паза. Этот эффект в данном конкретном случае является положительным, поскольку нам важно изменение сечения нагревательного элемента. Если
испытания опытного образца покажут, что высота нагревательного элемента в данном интервале недостаточна, то между подошвой 1 и кожухом 3 можно разместить одну или несколько плит, на нижних торцах которых вы0 полнить бурты, а на верхних торцах - пазы, тогда получится своеобразная этажерка, Увеличение общей длины паза в несколько раз приведет к увеличению высоты нагревательного элемента во столько же раз. Можно вы5 полнить паз как на верхнем торце подошвы, так и на нижнем торце кожуха, а между подошвой и кожухом установить листтемпе- ратуростойкой резины. При изменении изгиба биметаллических пластин резина будет
0 вдавливаться в канавки подошвы и кожуха меньше или больше и изменять высоту нагревательного элемента Н.
Наиболее простым и дешевым вариантом является использование в качестве на5 гревательного элемента графита. Для него достаточно подошву и кожух подвергать только оксидированию. Однако пока не ясно будет ли достигаться изменение сопротивления графита в таком широком интервале. Но вста0 ет и другой вопрос, а нужен ли такой широкий интервал, поскольку дорожные утюги имеют мощность всего 400 Вт, которой может оказаться достаточно и для нового утюга, поскольку в нем вес подошвы и кожуха будет
5 составлять около 0,5 кг.
Наиболее перспективным материалом нагревательного элемента будет шнур из электропроводной резины (или отдельные гранулы), которому можно придать любую
0 пористость (сжимаемость) и любое удельное электросопротивление, а значит достичь широкого интервала регулирования потребляемой мощности. В перспективе можно создать шнур (или гранулы) с высокой пористостью
5 (сжимаемостью, упругостью) и большим электрическим сопротивлением на основе волокон из других материалов.
Среди покрытий подошвы и кожуха нами отдается предпочтение алмазному покры0 тию, наносимому гальваническим путем, Данный процесс легко поддается автоматизации при сохранении высокой производительности. Алмазное покрытие обеспечивает надежность электроизоляции, равномер5 ность температуры подошвы вследствие его большой теплопроводности, несмачивае- мость и не взаимодействие с жидкими легкоплавкими металлами и сплавами, предотвратит появление на деталях случайных царапин и пригар тканей, если глажение будет проводиться по ошибке при повышенной температуре.
Гладильные доски, выпускаемые промышленностью, имеют малую устойчивость в рабочем положении. Установку утюга на неустойчивой доске приводит к его падению, а это сопряжено с нанесением забоин и царапин на подошве, с поломкой пластмассовой ручки и других деталей. Выполнение в ручке утюга сквозного отверстия и надевание утюга этим отверстием на штырь подставки предотвращает падение утюга с гладильной доски при любых ее неустойчивых положениях, а это удлиняет срок службы утюга.
В заявляемом утюге подошва и кожух могут вырубаться из листового материала, при этом совмещаться чистовая вырубка по контуру и выдавливание паза на подошве и бурта на кожухе. Для этого могут быть со- зданы высокопроизводительные автоматы.
Таким образом в утюге с нагревательным элементом как из легкоплавкого металла (или сплава), так и и з графита или электропроводной резины под действием изгиба биме- таллических пластин происходит изменение высоты нагревательного элемента. Это приводит к изменению электросопротивления нагревательного элемента, изменению силы тока, проходящего по нагревательному эле- менту и изменению потребляемой мощности. Это приводит к уменьшению колебаний температуры подошвы утюга и к безискровому механизму регулирования температуры, что увеличивает долговечность утюга. Нанесе-
ние алмазного покрытия на подошву и кожух, а также выполнение сквозного отверстия в ручке приводит к усилению положительного эффекта - повышению долговечности утюга и повышению его потребительских свойств,
Формула изобретения
1. Электрический утюг, содержащий подошву, нагревательный элемент, кожух с ручкой, механизм подъема в виде биметаллических пластин, отличающийся тем, что, с целью повышения потребительских свойств утюга и увеличения его долговечности, нагревательный элемент выполнен из электропроводного пластичного материала, который размещен в пазу, выполненном на верхнем торце подошвы, при этом в пазу размещен бурт, выполненный на нижнем торце кожуха, а кожух установлен с возможностью перемещения относительно подошвы, изменения высоты паза и взаимодействия с находящимся в нем нагревательным элементом, механизм подъема в виде биметаллических пластин установлен с возможностью перемещения кожуха относительно подошвы и снабжен противодействующей перемещению кожуха пружиной с регулировочным винтом.%
2. Утюг по п.1,отличающийся тем, что на поверхность подошвы и кожуха нанесено алмазное покрытие.
3. Утюг поп. 1,отличающийся тем, что он снабжен подставкой со штырем, а в ручке выполнено сквозное отверстие для штыря в подставке. .





| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический утюг | 1990 |
|
SU1788112A1 |
| БЫТОВОЙ УТЮГ | 1990 |
|
RU2057224C1 |
| БЫТОВОЙ НАГРЕВАТЕЛЬНЫЙ ПРИБОР | 1991 |
|
RU2030127C1 |
| Паровой утюг | 1989 |
|
SU1794959A1 |
| Устройство для глажения | 1989 |
|
SU1839203A1 |
| Электроутюг | 1989 |
|
SU1730293A1 |
| Паяльник и подставка для него | 1990 |
|
SU1816585A1 |
| ЭЛЕКТРОУТЮГ РУЧНОЙ | 1996 |
|
RU2105832C1 |
| Электрический утюг | 1991 |
|
SU1788992A3 |
| ЭЛЕКТРОУТЮГ РУЧНОЙ | 1994 |
|
RU2074917C1 |



Сущность изобретения: утюг содержит подошву, нагревательный элемент, кожух с ручкой и механизм подъема в виде биметаллических пластин, нагревательный элемент выполнен из электропроводного материала с малым сопротивлением изменению формы или большой сжимаемостью, который размещен в пазу, оформленном на верхнем торце подошвы, при этом паз перекрыт буртом, выполненным на нижнем торце кожуха, а кожух установлен с возможностью перемещения относительно подошвы, изменения высоты паза и находящегося в нем нагревательного элемента, при этом механизм подъема в виде биметаллических пластин установлен перемещающим кожух относительно подошвы и снабжен пружиной, противодействующей перемещению кожуха, имеющей регулировочный винт, На поверхность подошвы и кожуха нанесено алмазное покрытие, а в ручке выполнено сквозное отверстие, взаимодействующее со штырем подставки, 2 з.п. ф-лы, 13 ил. Ё
x y x x v x:x yxx v r xxy A; У7У/ -.i
.
| Патент США Ms 4430553, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
