Изобретение относится к оптико-механической промышленности, в частности к производству оптических призменных световозвращателей.
Известны способы изготовления уголковых отражателей призменного типа, заключающиеся в механической обработке заготовки из оптического стекла в виде правильной трехгранной пирамиды и последующей полировке наружных граней. Недостатком этого способа является сложность выдерживания двугранных прямых углов и контроля их изготовления.
Известен также способ получения уголковых отражателей, заключающийся в обработке заготовок из оптического стекла в виде прямоугольных параллелепипедов с последующим отрезанием вершин параллелепипедов в виде правильных пирамид, полировании оснований правильных пирамид и срезов параллелепипедов, соединении контактом отполированных оснований правильных пирамид со срезами параллелепипедов и дальнейшей механической обработке граней полученных многогранников. Недостатком этого способа является влияние внутренних напряжений в стекле, искажающих форму двугранных углов после снятия призм с оптического контакта. При изготовлении призм средней точности в массовом производстве это практически„не сказывается на проценте годных призм. Однако, при изгбтовлении высокоточных приз- менных световозвращателей для локационных целей, когда требуется точность выдерживания прямых внутренних ю ел
о
О)
ловых порядка 0,1 ...0,3 угл.сек, процент брака заметно увеличивается.
Цель изобретения - повышение точности изготовления оптических призменных световозвращателей.
Эта цель достигается тем, что усовершенствуется известный способ изготовления, заключающийся в обработке заготовок из оптически прозрачного материала в виде прямоугольных параллелепипедов с последующим отрезанием вершин параллелепипедов в виде правильных пирамид, полировании оснований этих пирамид и срезов параллелепипедов, соединении оптическим контактом отполированных поверхностей, дальнейшей механической обработке граней полученных многогранников и отделении пирамид.
Отличительными признаками заявляемого способа является то, что с целью повышения точности изготовления, срезание вершин параллелепипедов производят таким образом, чтобы придать последним симметричную форму относительно нормалей к центрам поверхностей срезов, перед полированием оснований правильных пирамид, плоскостей срезов параллелепипедов и граней многогранников их жестко закрепляют в оправах в виде цилиндрических труб, причем закрепление производится таким образом, что оси цилиндрических труб ортогональны обрабатываемым поверхностям, а обрабатываемая поверхность выступает над основанием оправ с образованием зазора постоянной по периметру величины, полирование производят в сепараторе, после полирования отделяют оправы от обрабатываемых деталей, а при соединении оптическим контактом отполированных оснований правильных пирамид с плоскостями срезов параллелепипедов пирамиды устанавливают на те же плоскости срезов параллелепипедов и в то же положение, которое они занимали до отрезания.
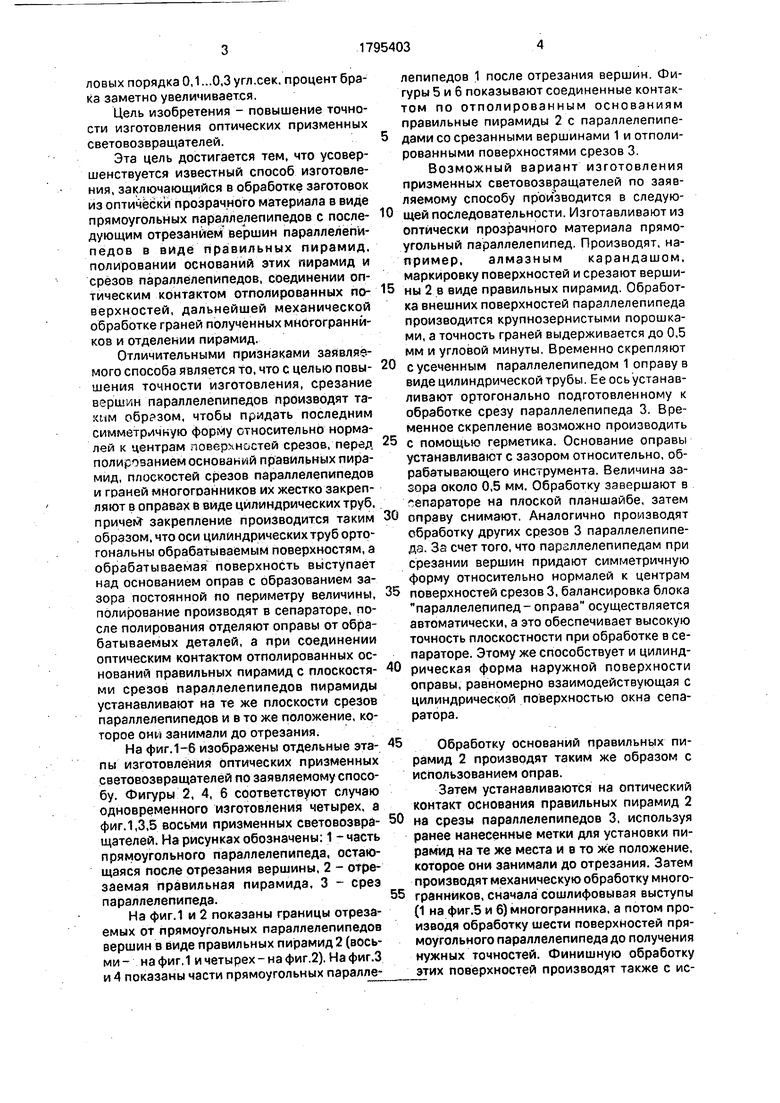
На фиг. 1-6 изображены отдельные этапы изготовления оптических призменных световозвращателей по заявляемому способу. Фигуры 2, 4, 6 соответствуют случаю одновременного изготовления четырех, а фиг. 1,3,5 восьми призменных световозвращателей. На рисунках обозначены: 1 -часть прямоугольного параллелепипеда, остающаяся после отрезания вершины, 2 - отрезаемая правильная пирамида, 3 - срез параллелепипеда.
На фиг.1 и 2 показаны границы отрезаемых от прямоугольных параллелепипедов вершин в виде правильных пирамид 2 (восьми - на фиг. 1 и четырех - на фиг.2). На фиг.З и 4 показаны части прямоугольных параллелепипедов 1 после отрезания вершин. Фигуры 5 и 6 показывают соединенные контактом по отполированным основаниям правильные пирамиды 2 с параллелепипедами со срезанными вершинами 1 и отполированными поверхностями срезов 3.
Возможный вариант изготовления призменных световозвращателей по заявляемому способу производится в следующей последовательности. Изготавливают из оптически прозрачного материала прямоугольный параллелепипед. Производят, например, алмазным карандашом, маркировку поверхностей и срезают вершины 2 в виде правильных пирамид. Обработка внешних поверхностей параллелепипеда производится крупнозернистыми порошками, а точность граней выдерживается до 0,5 мм и угловой минуты. Временно скрепляют
с усеченным параллелепипедом 1 оправу в виде цилиндрической трубы. Ее ось устанавливают ортогонально подготовленному к обработке срезу параллелепипеда 3. Временное скрепление возможно производить
с помощью герметика. Основание оправы устанавливают с зазором относительно, обрабатывающего инструмента. Величина зазора около 0,5 мм. Обработку завершают в сепараторе на плоской планшайбе, затем
оправу снимают. Аналогично производят обработку других срезов 3 параллелепипеда. За счет того, что параллелепипедам при срезании вершин придают симметричную форму относительно нормалей к центрам
поверхностей срезов 3, балансировка блока параллелепипед- оправа осуществляется автоматически, а это обеспечивает высокую точность плоскостности при обработке в сепараторе. Этому же способствует и цилиндрическая форма наружной поверхности оправы, равномерно взаимодействующая с цилиндрической поверхностью окна сепаратора.
Обработку оснований правильных пирамид 2 производят таким же образом с использованием оправ.
Затем устанавливаются на оптический контакт основания правильных пирамид 2
на срезы параллелепипедов 3, используя ранее нанесенные метки для установки пирамид на те же места и в то же положение, которое они занимали до отрезания. Затем производят механическую обработку многогранников, сначала сошлифовывая выступы (1 на фиг.5 и 6) многогранника, а потом производя обработку шести поверхностей прямоугольного параллелепипеда до получения нужных точностей. Финишную обработку этих поверхностей производят также с использованием временно скрепляемых оправ на плоской планшайбе в сепараторе.
Важным является то, что при установке на оптический контакт соблюдается возобновление первоначального позиционирования призм на параллелепипеде. При этом местные деформации, возникающие из-за внутренних напряжений при отрезании и значительно ослабленные обработкой поверхностей перед установкой на оптический контакт, оказываются взаимно
компенсированными. Если, например, у среза параллелепипеда 3 сохранились остатки местного бугра, то у правильной пирамиды 2 в соответствующем бугру месте сохраняются остатки местной ямы. Дальнейшая обработка внешних поверхностей параллелепипеда, вызывая дальнейшее перераспределение напряжений, практически не сказывается на деформациях основаниях пирамиды, т.к. оно связано с параллелепипедом в единый монолит.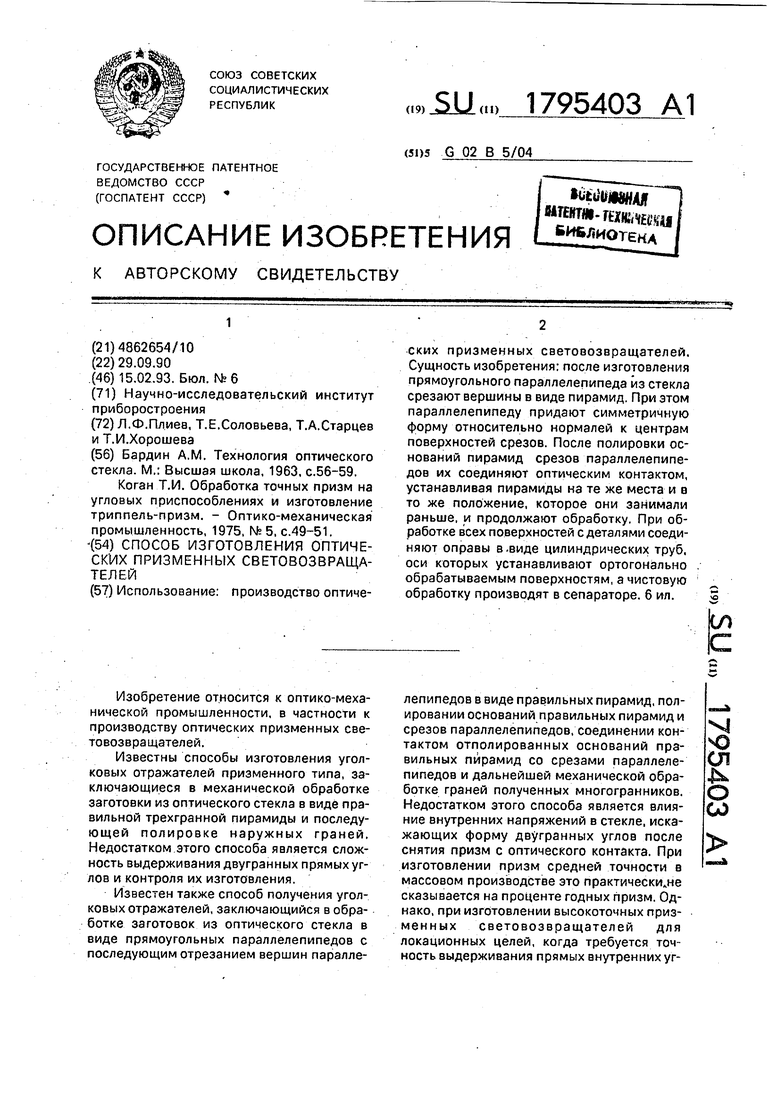

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления световозвращателя | 1990 |
|
SU1788490A1 |
| УСТРОЙСТВО СВЕТОВОЗВРАЩАЮЩЕЕ | 2015 |
|
RU2594636C1 |
| Способ изготовления высокочастотного отражающего призменного блока | 1987 |
|
SU1464116A1 |
| ДЕТЕКТОР ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2022 |
|
RU2795377C1 |
| РЕТРОРЕФЛЕКТОРНАЯ СФЕРИЧЕСКАЯ СИСТЕМА | 2016 |
|
RU2616439C1 |
| Способ изготовления контрольно-измерительного инструмента | 1990 |
|
SU1788489A1 |
| ЭКРАН-ГАСИТЕЛЬ ЛОКАЦИОННЫХ ЛУЧЕЙ ЭЛЕКТРОМАГНИТНОЙ НОМИНАЦИИ | 1994 |
|
RU2093935C1 |
| Широкоугольный световозвращатель | 1985 |
|
SU1343170A1 |
| УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ЛИНЗ В ЦИЛИНДРИЧЕСКИХ ОПРАВАХ ПРИ ИЗМЕРЕНИЯХ ДЕЦЕНТРИРОВОК ИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2560920C2 |
| Оптическая система для киноаппарата с непрерывным движением пленки | 1980 |
|
SU930203A1 |
Использование: производство оптических призменных световозвращателей. Сущность изобретения: после изготовления прямоугольного параллелепипеда из стекла срезают вершины в виде пирамид. При этом параллелепипеду придают симметричную форму относительно нормалей к центрам поверхностей срезов. После полировки оснований пирамид срезов параллелепипедов их соединяют оптическим контактом, устанавливая пирамиды на те же места и в то же положение, которое они занимали раньше, и продолжают обработку. При обработке всех поверхностей с деталями соединяют оправы в.виде цилиндрических труб, оси которых устанавливают ортогонально обрабатываемым поверхностям, а чистовую обработку производят в сепараторе. 6 ил.
Формула изобретения Способ изготовления оптических приз- менных световозвращателей, заключающийся в механической обработке заготовок из оптически прозрачного материала в виде прямоугольных параллелепипедов, отрезания вершин параллелепипедов в виде правильных пирамид, полировании оснований правильных пирамид и плоскостей срезов параллелепипедов, соединении оптическим контактом отполированных оснований правильных пирамид с плоскостями срезов параллелепипедов, полировании граней полученных многогранников и отделении правильных пирамид от параллелепипеда, отличающийся тем, что, с целью повышения точности изготовления, срезание вершин параллелепипедов производят таким образом, чтобы придать последним симметричную форму относительно нормалей к центрам поверхностей срезов, перед полированием оснований правильных пирамид, плоскостей срезов параллелепипедов и граней многогранников их жестко закрепляют в оправах в виде цилиндрических труб, причем закрепление производится таким образом, что оси цилиндрических труб ортогональны обрабатываемым поверхностям, а обрабатываемая поверхность выступает над основанием оправ с образованием зазора постоянной по периметру величины, полирование производят в сепараторе, после полирования отделяют оправы от обрабатываемых деталей, а при соединении оптическим контактом отполированных оснований правильных пирамид с плоскостями срезов параллелепипедов пирамиды устанавливают на те же плоскости срезов параллелепипедов и в то же положение, которое они занимали до отрезания.
| Бардин A.M | |||
| Технология оптического стекла | |||
| М.: Высшая школа, 1963, с.56-59 | |||
| Коган Т.И | |||
| Обработка точных призм на угловых приспособлениях и изготовление триппель-призм | |||
| - Оптико-механическая промышленность, 1975, № 5, с.49-51 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
