Изобретение относится к области приборостроения в производстве радиоэлектронной аппаратуры при изготовлении ячеек, блоков, приборов и ЭВМ.
Целью настоящего изобретения является повышение производительности и качества соединения.
При проведении патентного поиска аналогичных способов и устройств для монтажа соединителя к плоскому кабелю не обнаружено. Это позволяет судить о новизне предлагаемого технического решения задачи.
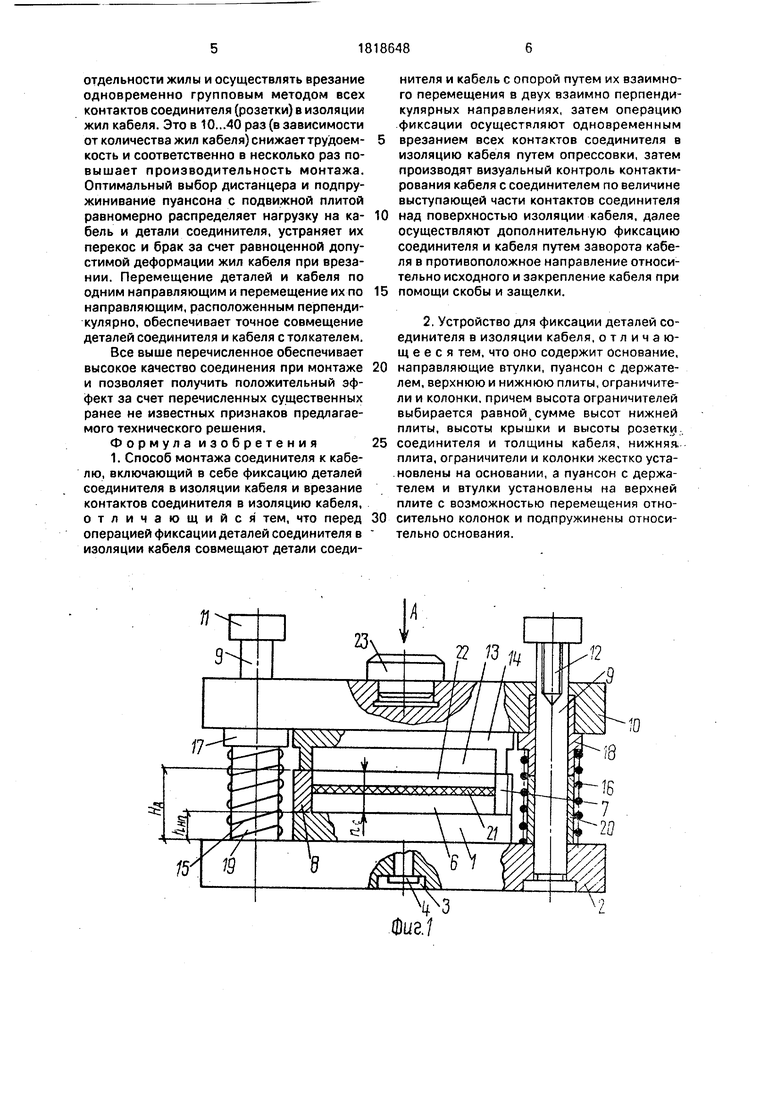
На фиг.1 изображено устройство для монтажа соединителя к плоскому кабелю;
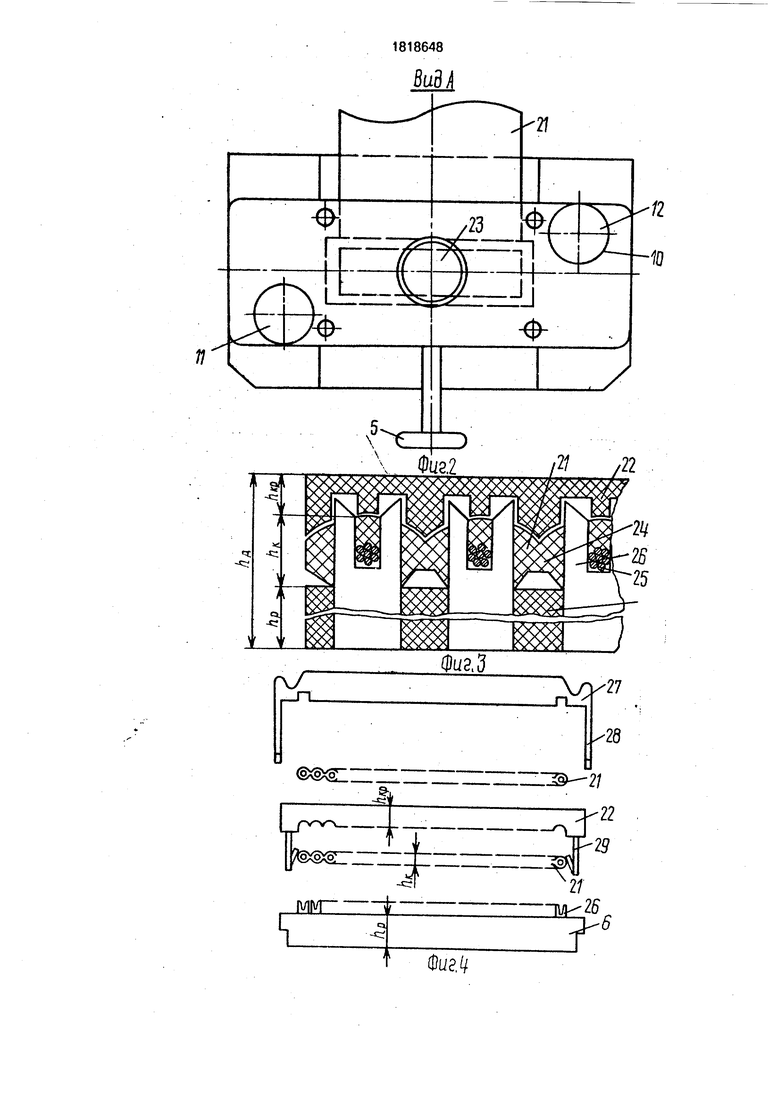
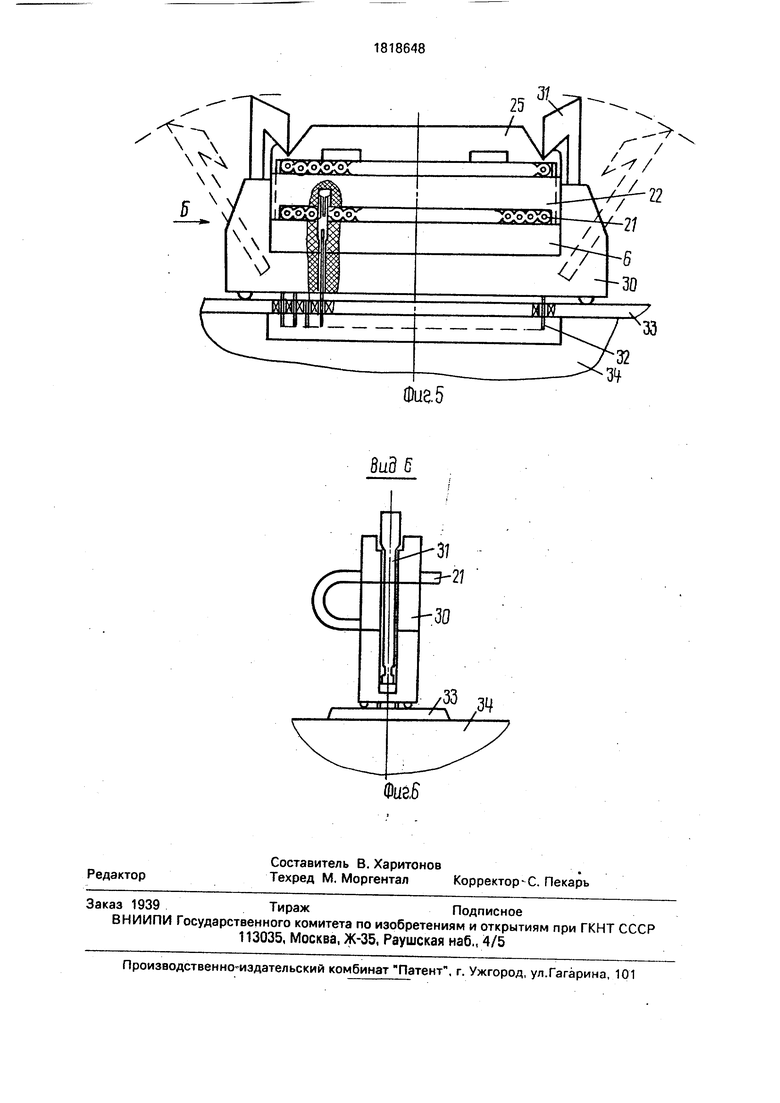
на фиг.2 изображено то же устройство, вид по стрелке А; на фиг.З показан вид монтажного соединения кабеля с контактами розетки; на фиг.4 изображено схематическое расположение деталей соединителя и кабеля; на фиг.5,6 изображен узел монтажного соединения соединителя с кабелем с печатной платой.
Устройство для монтажа соединителя к плоскому кабелю содержит нижнюю плиту 1, закрепленную на основании 2, у которого имеется направляющий паз 3 с расположенным в нем выступом 4 нижней плиты 1 (фиг.1). На нижней плите 1 закреплена ручка
00
00
о
оо
5, 6 - розетка, которая вставлена в пазы направляющих 7, 8, 9 - колонки, которые являются направляющими для перемещения верхней плиты 10. Винты 11,12 ограничивают перемещение верхней плиты 10. К верхней плите закреплен пуансон 13 с пуан- сонодержателем 14. Пружины 15, 16 предназначены для возврата верхней плиты 10 в исходное положение. Втулки 17, 18 служат упором для пружин 15, 16, ограничители 19, 20 ограничивают ход пуансона 13, 21 - кабель, 22 - крышка соединителя. Опора 23, через которую передается воздействие от пневмопресса (на фиг.1 не показан), 24 - изоляция кабеля, 25 - его жилы, 26 - контакты розетки 6 (фиг.З), 27 - скоба соединителя, 28 - защелка (фиг.4), 29 - фиксатор крышки 2Й к розетке 6. Вилка 30 при сочленении с спрессованным узлом розетки 6 с кабелем дополнительно фиксируется рычагом 31 (фиг.5). Контакты 32 вилки 30 запаяны на печатной плате 33. Узел расположен на столе 34 приспособления для монтажа (фиг.5 не показан). Осуществляется предлагаемый способ с помощью устройства следующим образом. Оператор за ручку 5 перемещает нижнюю плиту 1 до упора по направляющему пазу 3 в основании 2, по которому перемещается выступ 4, который закреплен на подвижной плите 1. При этом, выходят наружу направляющие 7, 8, расположенные перпендикулярно направляющему пазу 3. По направляющим 7 и 8 укладывают дета- ли в следующей последовательности (фиг.4) розетка 6, плоский кабель 21, крышка 22. После совмещения и укладки по направляющим 7, 8 кабеля 21 и деталей соединителя, расположенных на нижней плите 1, по направляющему пазу 3 (расположенному перпендикулярно направляющим 7, 8) с помощью ручки 5 перемещают в обратном направлении до упора нижней плиты 1, при этом, совмещается дополнительно с геометрическим центром деталей-соединителя опоры 23. Под воздействием пневмопресса по стрелке А (фиг.1) на опору 23 (пневмопресс не показан, чтобы не усложнять рисунок) производится опрессовка. При этом, контакты 26 розетки 6 (фиг.З) врезаются в изоляцию 24 кабеля 21, Процесс врезания считается качественным, если контакты 26 выступают над поверхностью прорезанной изоляцией 24 кабеля 21 составляет величину в пределах 1...1.2 мм. В этом случае жилы 25 кабеля 21 контактируют с тремя сторонами кромок пазов контактов 26. Ширина паза контакта 26 выбирается на 0,1 мм меньше диаметра жилы 25 для того, чтобы обеспечить разрезание изоляции кромками этого контакта за
счет вдавливания жилы 25 в паз контакта 26 и создания плотного притертого механического и электрического контакта между ними с 3-х сторон этого паза. После снятия
давления выдвигается за ручку 5 нижняя плита 1 и соединитель со смонтированным кабелем 21 по направляющим 7, 8 извлекаются из устройства. С небольшой петлей (согласно технических условий на кабель)
О заворачивают кабель на 180°, то есть в противоположное направление относительно первоначального. После этого накладывается поверх загнутой части кабеля 21 скобу 27 соединителя и фиксируют ее и кабель за
5 счет отгибов защелок 28, которые входят в пазы розетки 6 (фиг.4). При сочленении соединителя (розетки с кабелем 21 и скобой 27) с вилкой 30 путем надавливания его сверху на скобу 25 (усилие составляет примерно
0 ЮО г) отклоняется рычаг 31, шарнирно связанный с вилкой 30 и входит в зацепление с выступами скобы 25. Таким образом, дополнительно фиксируется кабель и соединитель с вилкой, обеспечивается надежный
5 механический и электрический контакт жил 25 кабеля 21 через контакты 26 розетки 6 и контакты 32 вилки 30 с проводниками печатной платы 33 (фиг.5. 6).
В условиях экспериментального произ0 водства разработан технологический процесс и устройство для его реализации монтажа соединителя ОНП-КГ-56 НЩ0.364.077ТУ-86 к плоскому кабелю марки ЛКВ ЫЩО.482.001 ТУ в приборах конт5 рольно испытательной аппаратуры и технологической в виде кабелей соединения, используемых как для внутриблочных, так и внешних связей. Кабель марки ЛКВ со сплошной поливинилхлоридной изоляцией
0 с медными лужеными жилами, уложенными в кабеле с шагом 1,25 мм. Токопроводящие жилы изготовлены из 7-ми круглых медных луженых проволок и .соответствуют ТУ ЯеО.022.000. Диаметр токопроводящей жи5 лы равен 0,39 мм. Толщина кабеля 0,88 мм. В условиях производства применено устройство с высотой дистанцера, определяемого пн hc + hHn, где hc hp + hk + (фиг.З, 4) hp 5 мм; hk 0,88 мм; hKp 2,5 мм; hHn
0 10 мм (фиг.1) равно 18,3 мм.
Устройство работает в комплекте с пневмопрессом, обеспечивающим давление сети сжатого воздуха 40...60 Па.
В результате экспериментальной отра5 ботки описанной технологии монтажа были исключены следующие операции: надрезка кабеля для отделения одиночных проводов, зачистка и снятие изоляции кабеля и жил, флюсование и лужение концов. Способ позволяет производить монтаж не каждой в
отдельности жилы и осуществлять врезание одновременно групповым методом всех контактов соединителя (розетки) в изоляции жил кабеля. Это в 10...40 раз (в зависимости от количества жил кабеля) снижает трудоемкость и соответственно в несколько раз повышает производительность монтажа. Оптимальный выбор дистанцера и подпру- жинивание пуансона с подвижной плитой равномерно распределяет нагрузку на кабель и детали соединителя, устраняет их перекос и брак за счет равноценной допустимой деформации жил кабеля при вреза- нии. Перемещение деталей и кабеля по одним направляющим и перемещение их по направляющим, расположенным перпендикулярно, обеспечивает точное совмещение деталей соединителя и кабеля с толкателем. Все выше перечисленное обеспечивает высокое качество соединения при монтаже и позволяет получить положительный эффект за счет перечисленных существенных ранее не известных признаков предлагаемого технического решения.
Формула изобретения 1. Способ монтажа соединителя к кабелю, включающий в себе фиксацию деталей соединителя в изоляции кабеля и врезание контактов соединителя в изоляцию кабеля, отличающийся тем, что перед операцией фиксации деталей соединителя в изоляции кабеля совмещают детали соединителя и кабель с опорой путем их взаимного перемещения в двух взаимно перпендикулярных направлениях, затем операцию фиксации осуществляют одновременным
врезанием всех контактов соединителя в изоляцию кабеля путем опрессовки, затем производят визуальный контроль контактирования кабеля с соединителем по величине выступающей части контактов соединителя
над поверхностью изоляции кабеля, далее осуществляют дополнительную фиксацию соединителя и кабеля путем заворота кабеля в противоположное направление относительно исходного и закрепление кабеля при
помощи скобы и защелки.
2. Устройство для фиксации деталей соединителя в изоляции кабеля, отличающееся тем, что оно содержит основание,
направляющие втулки, пуансон с держателем, верхнюю и нижнюю плиты, ограничители и колонки, причем высота ограничителей выбирается равной сумме высот нижней плиты, высоты крышки и высоты розетки .
соединителя и толщины кабеля, нижняя плита, ограничители и колонки жестко уста- новлены на основании, а пуансон с держателем и втулки установлены на верхней плите с возможностью перемещения относительно колонок и подпружинены относительно основания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения проводов кабеля с контактами соединителя | 1987 |
|
SU1497674A1 |
| УНИВЕРСАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МОНТАЖА ТОКОПРОВОДЯЩИХ ЖИЛ МНОГОПАРНЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ СВЯЗИ СОЕДИНИТЕЛЯМИ | 2002 |
|
RU2231186C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПРОВОДОВ КАБЕЛЯ С КОНТАКТАМИ СОЕДИНИТЕЛЯ | 1992 |
|
RU2009584C1 |
| Коаксиальный соединитель | 1990 |
|
SU1758739A1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 1995 |
|
RU2091933C1 |
| Устройство для стыковки жил кабеля с контактами электрического соединителя | 1984 |
|
SU1229873A1 |
| Коаксиальный соединитель | 1989 |
|
SU1690040A1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ, ДЕРЖАТЕЛЬ КАБЕЛЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ, СПОСОБ МОНТАЖА ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ, ИНСТРУМЕНТ ДЛЯ МОНТАЖА ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ | 2001 |
|
RU2258987C2 |
| СОЕДИНИТЕЛЬНАЯ КОРОБКА ДЛЯ ЭКРАНИРОВАННОГО КАБЕЛЯ, В ЧАСТНОСТИ ДЛЯ КАБЕЛЯ ПЕРЕДАЧИ ДАННЫХ | 1993 |
|
RU2089985C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 1998 |
|
RU2136092C1 |
Использование: в производстве радиоэлектронной аппаратуры при изготовлении ячеек, блоков, приборов и ЭВМ. Цель изобретения- повышение производительности и надежности. Существо изобретения заключается в том, что совмещение деталей соединителя, кабеля с опорой устройства производится путем их перемещения в двух взаимно перпендикулярных направлениях, а фиксация осуществляется одновременным врезанием всех контактов соединителя в изоляцию кабеля путем опрессовки до упора подвижных втулок в ограничители и последующим заворотом кабеля в противоположное направление относительно исходного, а также дополнительной его фиксацией с соединителем а после вреза- ния высота выступающей части контактов соединителя над прорезанной поверхностью изоляции кабеля должна составлять величину 1...1.2 мм. Устройство содержится ограничители, высота которых равна сумме высот нижней плиты, крышки и розетки соединителя и толщины кабеля, а пуансон и втулки установлены на верхней плите и подпружинены. 1 з.п. ф-лы. 6 ил. ел С
Я
И XJTS
VT1
to
сft
Вид 6
1
п
Г
-3
-2
за
А33 т
| Патент США № 3830606, 228-232, 1974 | |||
| 0 |
|
SU155028A1 | |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
