(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ С ЗАДНЕЙ ПОДРЕЗКОЙ | 1991 |
|
RU2033328C1 |
| Распорный дюбель | 1990 |
|
SU1809879A3 |
| Устройство для крепления фасадных плит | 1991 |
|
SU1830100A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ С ЗАТЫЛОВАНИЕМ | 1992 |
|
RU2028943C1 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ С ЗАТЫЛОВАНИЕМ | 1995 |
|
RU2087310C1 |
| КРЕПЕЖНАЯ ДЕТАЛЬ С РАСПОРНЫМ ЭЛЕМЕНТОМ | 1996 |
|
RU2115032C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2069721C1 |
| ДВОЙНОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1994 |
|
RU2074291C1 |
| Сверлильное устройство для выполнения затылованных отверстий | 1989 |
|
SU1724005A3 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ПЛИТАХ ИЗ КАМНЯ | 1991 |
|
RU2032540C1 |

Использование: в устройствах для получения отверстий с задней подрезкой в облицовочных плитках. Сущность изобретения: для изготовления точных отверстий и во избежание повреждений инструмента втулка, выполненная с буртом жестко соединена со сверлильной машиной. Бурт торцовой поверхностью располагается по линии в базовой муфте и имеет на другой торцовой поверхности упругодефор- мируемый, выходящий за торцовую поверхность элемент, который аксиально зажимает бурт в опорной втулке. 4 з.п. ф-лы, 3 ил.
Изобретение касается устройства для получения отверстий в облицовочных плитах с задней подрезкой.
Поэтому в основе изобретения лежит задача создания устройства для получения отверстий с задней подрезкой в облицовочных плитах, которое позволит использовать сверлильный инструмент с алмазной крышкой, а также получать точно отверстие, настроенное на распорный дюбель.
Решение этой задачи достигается с помощью признаков, указанных в основном пункте формулы изобретения. Посредством аксиальной затяжки расположенного на вкладыше бурта его, прилегающим по линии ко дну опорной втулки, торцом и расположенным на его другом торце упруго деформируемым элементом, при изготовлении Цилиндрических отверстии осуществляется принудительная ориентация, которая исключает смещение отверстий.
После получения цилиндрического отверстия вкладыш, связанный со сверлильной машиной отклоняется.
При этом деформируемый упругий элемент на отклоненной стороне, в то время как на другой стороне сохраняется постоянное аксиальное натяжение. В результате также при получении задней подрезки достигается точное принудительное ориентирование, которое приводит к точно определенной задней подрезке. Далее, удается также избежать толчков и рывкообразных движений при наклонах, так что достигается продолжительная стойкость инструмента. Круговая задняя подрезка достигается в том случае, если в наклоненном состоянии совершенно, по крайней мере, одно полное помешивающее движение до исходной точки.
В качестве упруго деформируемого элемента пригодно или резиновое кольцо или содержащая на обоих концах горизонтальныв поверхности, которые удерживаются в сделанном на торцевой поверхности бурта кольцевом пазе пружина сжатия, при применении одной пружины сжатия рекомендуется вставить ее также в паз основания опорной втулки, чтобы через пружину сжатия достичь боковой ориентации ада птёра. При применении резинового кольца боковая ориентация достигается благодаря тому, что бурт в опорной втулке направлен по кругу по линии на своей боковой поверхности. Посредством применения по линии не затрудняется наклон адаптера.
Возможность ограничения угла наклона достигается тем, что осевое отверстие опорной втулки имеет кольцевой зазор с боковой поверхностью вкладыша, ограничивающий угол наклона. Другие возможности для ограничения угла наклона представляет, например, так же прилегание торцевой поверхности бурта, несущей упруго деформируемый элемент, на основание опорной втулки, или при применении пружины сжа- тия прилегзние друг к другу витков на отклоненной стороне.
Для крепления устройства опорная втулка может быть соединена с имеющей . зажимное устройство для облицовочной плитки стойкой и посредством рычага перемещаться по направлению к плите для получения отверстия.
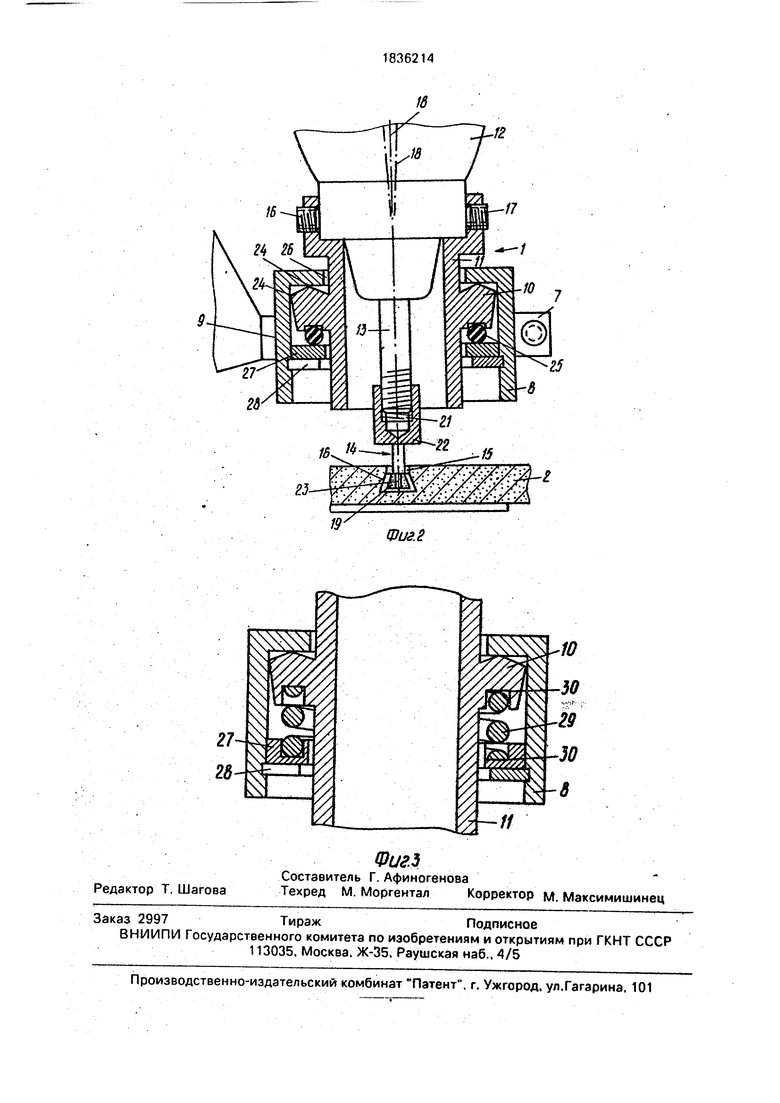
На фиг. 1 показан общий вид приспособления со стойкой и зажимным устройством для облицовочной плиты; на фит, 2 - вариант выполнения наклоняемой опоры устройства; на фиг. 3 - другое выполнение наклоняемой опоры.
Устройство 1 для изготовления отверстий с задней подрезкой в облицовочных плитах 2 интегрировано в стойку 3, которая с одной стороны, на своей опорной плите 4 имеет зажимное устройство 5 для облицовочной плитки 2, а с другой стороны располагает рычагом б, посредством которого возможно поднимание и опускание зажима 7, соединенного со стойкой 3 и принимающего устройство li Для затяжки устройства 1 зажимом 7, последний имеет разрезное базовое отверстие, в котором опорная втулка 8 устройства 1 зажата посредством стягивания отверстия 9 зажима 7. С другой стороны, опорной втулкой 8 принимается круговой .бурт 10, расположенный на вкладыше 11, так что при перемещении зажима 7 вверх и вниз все сверлильное приспособление перемещается благодаря бурту 10 вкладыша 11.
Через вкладыш 11 проходит механически (с передачей вращательного момента) связанный со сверлильной машиной 12
адаптер 13, который на своем противоположном сверлильной машине 12 торце содержит сверлильный инструмент 14, необходимый для получения отверстия 15 и
задней подрезки 16. Вкладыш 11 посредством винтов 17 жестко соединен с корпусом сверлильной машины 12, та что при наклоне вкладыша 11 также наклоняется сверлильная машина 12 и тем самым ось 18 сверления. Наклон осуществляется преимущественно непосредственно сверлильной машиной 12 ввиду подходящих рычажных соотношений. Посредством описывающего по меньшей мере один пол5 ный круг колебательного движения сверлильная головка 19 сверлильного инструмента 14 также описывает круг, который из-за наклона оси 18 сверления больше, чем диаметр сверлильной головки. Таким
0 образом, после изготовления цилиндрического отверстия 15 в облицовочной плите 2 вертикальной осью сверления происходит задняя подрезка 16 в отверстия посредством наклона оси 18 и одновременного коле5 бательного движения.
При изготовлении отверстий 15 облицовочная плита удерживается вакуумным зажимным устройством 5, Облицовочная плитка 2 кладется на зажимной стол, и вакуумный насос (не показан), присоединенный через шланг 20, включается для создания вакуума.
Для получения отверстия 15 применяется сверлильный инструмент 14, который че5 рез снабженный внутренней резьбой 21 соединительный элемент 22 может быть соединен с адаптером 13, закрепленным в сверлильной машине 12. На выходящем из соединительного элемента 22, выполнен0 ном с уменьшенным диаметром, хвостовике сверлильного инструмента 14 на его конце расположена расширяющаяся книзу коническая сверлильная головка 19, покрытая алмазной крошкой. Для улучшения режу5 щей способности центрирования этого сверлильного инструмента при изготовлении цилиндрической части отверстия, сверлильная головка 19 имеет, по меньшей мере, один, исходящий от внешнего края, шлиц 23
0 и проходящий по центральной оси наружу. Фиг. 2 показывает вариант выполнения наклоняемой опоры, позволяющей осуществлять точно и контролируемо отклонение ус- тройства 1. Круговой бурт 10,
5 расположенный на вкладыше 11. имеет на своей торцевой поверхности, и предпочтительно также на боковой поверхности, срезы для приблизительно линейного прилегания 24 в базовой муфте 8. На другой торцевой поверхности бурта 10 расположено упруго деформируемое и выступающее за торцовую поверхность резиновое кольцо 25, которое аксиально затягивает бурт 10 в опорной втулке 8. При наклоне вкладыша 11 резиновое кольцо 25 аксиально сжимается со стороны наклона, так что получается наклонное положение втулки 8. В этом наклоненном положении втулка 8 со сверлильной машиной 12, по меньшей мере, один раз полностью обводится вокруг центральной оси, причем деформация резинового кольца 25 смещается тоже вокруг центральной оси соответственно изменению положения втулки 8. Благодаря линейному контакту 24 бурта 10 с базовой муфтой 8 и колебательному ограничению деформации бурта 10 происходит определенный наклон и колебательное движение, которое приводит к точно одинаковым подрезкам 16 отверстий 15. Ограничение деформации резинового кольца 25 может происходить или при контакте торцевой поверхности бурта 10 с основани- ем опорной втулки 8 или посредством соответствующего кольцевого зазора 26 между осевым отверстием в основании опорной втулки 8 и стенкой вкладыша; 11, которая упирается по направлению к стенке осевого отверстия. Для упрощения сборки гильзы 11 с буртом 10 и опорной втулкой 8 основание базовой муфты образовано кольцевой шайбой 27, которая зафиксирована стопорным кольцом 28.
Посредством упругого резинового кольца 25 вкладыш 11, а с ним устройство 1 с опорной втулкой 8 затянуты таким образом, что ось 18. сверления устанавливается перпендикулярно облицовочной плитке 2. В этом положении устройство 1 прижимается к обратной стороне зажатой облицовочной плиты 2, в которой делается цилиндрическое отверстие 15 с диаметром, соответствующим наибольшему диаметру сверлильного инструмента 1-9. После достижения желаемой глубины отверстия, например, устанавливаемой при помощи упоров на стойке 3, при работающей сверлильной машине 12 вкладыш 11 наклоняется и, совершенно, по меньшей мере, одно раскачивающее движение. При этом сверлильным инструментом вырезается задняя подрезка 16 в глубине отверстия. При применении сверлильного инструмента с алмазной
крошкой рекомендуется во время процесса сверления промывать отверстие водой.
Фиг. 3 показывает следующий вариант выполнения наклоняемой опоры. При этом
исполнении в качестве упруго деформируемого элемента применяется пружина 29 сжатия, которая вставлена в соответствующие кольцевые пазы 30 торцевой поверхности бурта и кольцевой шайбы 27. Упругая
деформация достигается при таком решении посредством сжатия пружины 29 на наклоненной стороне гильзы 11. При таком решении можно отказаться от бокового ориентирования, так как оно может достигаться
боковой устойчивостью пружины 29 сжатия.. Посредством применения пружины из- пружинной проволоки может быть достигнута высокая долговечность опоры.
Фор мул а изобретения
фиксируемую опорную втулку, в которой установлен с возможностью вращения и отклонения вкладыш, имеющий кольцевой буртик, отличающееся тем, что, с целью повышения точности получаемых отверстий и исключения повреждения инструмента, вкладыш жестко соединен с корпусом сверлильной машины, а кольцевой буртик установлен в опорной втулке по линии торцевой поверхности с поджимом
его к этой торцевой поверхности посредством установленного во вкладыше упругоде- формируемого элемента.
выполнен в виде резинового кольца.
отношению к кольцевому буртику с зазором для образования максимального угла отклонения вкладыша.
вкладыше посредством кольцевой шайбы со стопорным кольцом.
СП
К
Фиг. 2
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 0 |
|
SU186214A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
