Настоящее изобретение относится к способам крепления проводов в открытых распределительных устройствах посредством натяжных зажимов.
Использование для крепления проводов на подстанциях натяжных зажимов, анкерная часть которых выполняется заводским способом и укрепляется на проводе вместе с алюминиевым корпусом зажима посредством опрессования, приводит к большим расходам алюминия и большим затратам труда на монтаж ошиновки.
Цель настоящего изобретения - сокращение расхода алюминия и затрат труда на монтаж ошиновки.
Это достигается тем, что анкерную часть зажима получают в виде слитка непосредственно на проводе путем расплава в кокиле жил провода с добавлением присадки.
Для образования анкера на проводе крепят кокиль, производят разогрев и расплавление алюминиевых жил провода газовым пламенем или другим источником тепла. При этом добавляют присадку алюминия и перемешивают расплавленный металл в кокиле. После остывания образуется монолитный слиток, имеющий для сцепления со скобой заплечики и параллельные срезы.
При образовании анкера на глухом конце провода концы жил стального сердечника провода разводят, после чего надевают кокиль. Сварка алюминиевых жил в монолит ведется аналогично описанному выше способу.
Механическая прочность такого крепления провода к гирляндам изоляторов соответствует 40-50% предела прочности провода. Однако прочность крепления провода превышает величину допустимой нагрузки на изолятор и тяжения на строительные конструкции порталов. Электрическое сопротивление отрезка целого провода и провода со сварным зажимом одинаково.
Кокиль для формирования натяжного зажима может быть изготовлен в любых мастерских из стали, чугуна или меди.
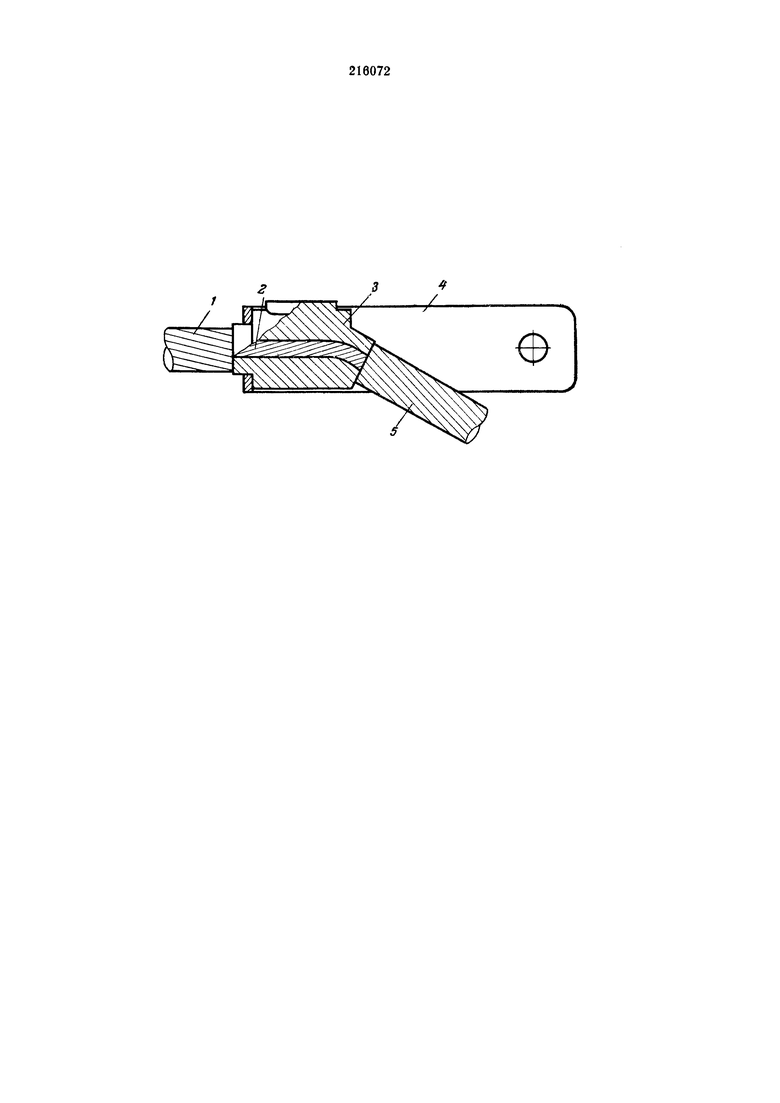
На чертеже показан в сборе, натяжной подстанционный зажим, анкерная часть которого выполнена по указанному выше способу.
На проводе 1, имеющем стальной сердечник 2, получена указанным выше способом анкерная часть 3, которая с помощью стальной натяжной скобы 4 подсоединена к гирлянде изоляторов. Конец 5 провода выпущен для образования петли.
Способ выполнения анкерной части натяжного подстанционного зажима, отличающийся тем, что, с целью сокращения расхода алюминия и затрат труда на монтаж ошиновок, анкерную часть зажима получают в виде слитка непосредственно на проводе путем расплава в кокиле жил провода с добавлением присадки.
