Известно уст юйство для электроннолучевой обработки металлов, содержаи1ее электроннолучевую iiyHiKy, делитель ускоряющего напряжения и систему управления с фокусирующей линзой и ОТКЛОНЯЮ1ШМИ катушками с задающим генератором синусоидального напряжения.
Недостаток устройства - изменение параметров сварного 11ша при изменении ускоряющего напряжедая.
Дня устранения этого недостатка в устройство введен функциональный преобразователь, служащий для извлечения квадратного корня из величины ускоряюн|его нап1)яжения. Он подключен своим входом к делителю ускоряющего напряжения, а выходом - к задающему генератору системы управления, обеспечивая изменение выходных параметров задающего генератора при изменении величины ускоряющето на11ряже1шя.
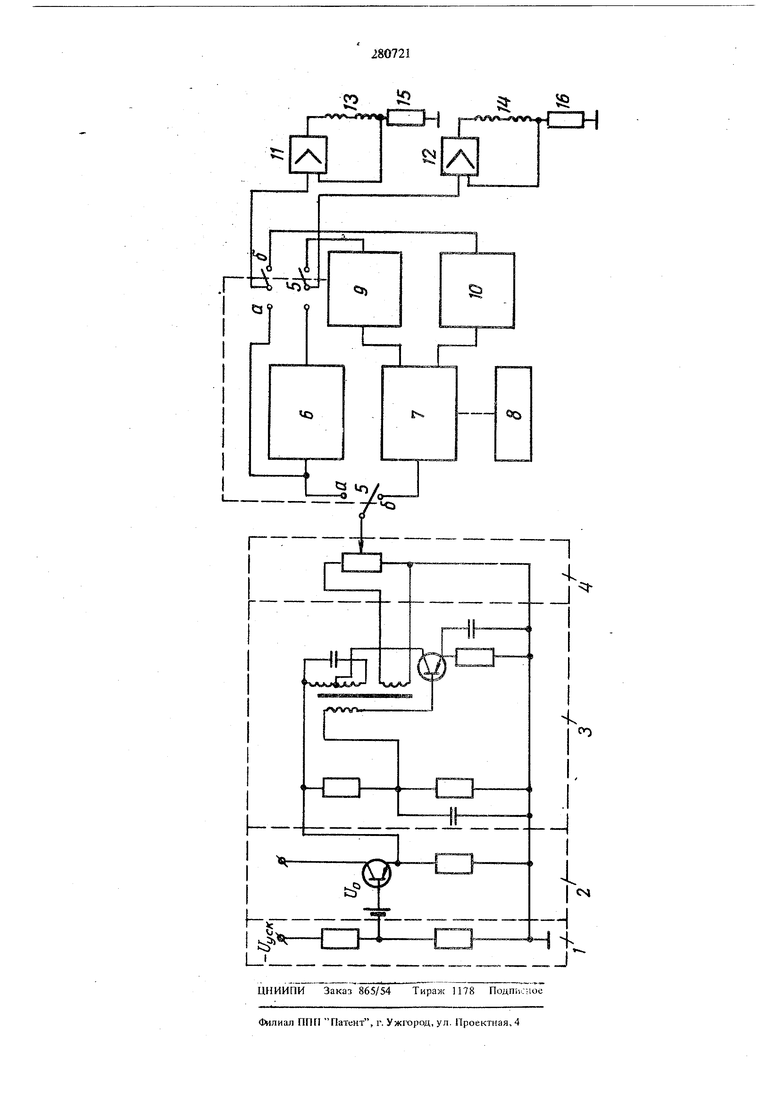
На чертеже изображена блок-схема устройстваВходом его является делитель ускоряющего напряжения К К выходу делителя напряжения подключен функциональный преобразователь 2, к выходу которого подключен модулирующий вход з;|дающего генератора 3 фиксированной частоты с аттенюатором 4.
Движок аттенюатора 4 соедине г с переключателем 5, через который он пoдкли чaeтcя к фазовращателю 6 или вра1цаюп1емуся трансформатору 7. Последний механически связан с ирпво дом 8, а его электрические выходы Г1одк;гючеиы к демодуляторам 9 и 10.
Выходные усилители 11 и 12 через ()чатель 5 подсоединяются либо к выходам лемодуляторов 9 и 10, либо к выходу фазовращателя 6 и аттенюатора 4. Поатедовательно с отклоняющими катушками 13 и 14 включены сопротивления обратной связи 15 и 16.
Функциональный преобразователь 2 осуществ ляет кусочно-линейную апнроксимадию -wFincnмocтиf ( )B диапазоне (0,75 - ,3) Uy(;K.,noM с точностью порядка ± 0,5%. Аппроксимации этой зависимости осуществляется в соответствии с ур;шне1шем:
UBLIX. функд. преобр. - i Ууск.)
Коллекторное напряжение генератора 3 снимается с ,а преобразователя 2. Таким образом, амплитуда напряжения на выходе генератора меня ется tiponopUHOHaji..
Аттенюатор 4 служит для регулирования диаметра окружиоста, описьшаемой пучком элекуронов.
В зависимооти от рода работы прибора действует один из его двух каналов.
В положении а переключателя 5 к аттенюатору 4 подключается фазовращатель 6, осуществляющий сдвиг фазы частоты 2000 Гц на 1С/2 . В этом режиме свариваются кольцевые швы так называемым oJinii04HbiM импульсом, когда в течение длигельности импульса тока пучок электроновмногократно развораодвается вдоль образующей сварного шва.
В положении о переключателя 5 напряжением с частотой 2000 Гц питается трансформатор 7 типа ВТМ . 6, скорость вращения которого задается и регулируете. приводом 8. В этом режиме сварка кольдевьгх IUBOB выполняется с линейной скоростью 1ере.меи1ения луча в диапазоне 5 500 м/чао.
Ма Bbixoue демодуляторов 9 и 10 фор шруется 1гап)яжение, частота которого регулируется в диапазоне 0,0 10 Гц путем изменения скорости вращсння трансформатора 7.
Одни и га же пара выходных усилителей I и 12 подключается с помощью переключателя 5 к любому из двух каналов устройства в зависимости от рода его рабо1ы.
Последовательно с отклоняющими катущками13 и 14 включены сопротивления обратной связи 15 и 16, используемые в цепях стабилизации тока отклоне1шя при изменении омического сопротивления обмоток.
Формула изобретения
1.Устройство для элекфоннолучевой обработки металлов, содержащее электроннолучевую пущку, делитель ускоряющего напряжения и систему управления с фокусирующей линзой и отклоняющими катущками. с задающим генератором синусоидального напряжения, о т л и ч а ю щ е еся тем, что, с целью стабилизации параметров кольцевого П1ва при возможной HecTa6 jrbHocTH ускоряющего напряжения, в устройс1во введен функциональный преобразователь, служащий тя извлечения квадратного корня из величины ускоряющего напряжения, подалюченный своим входом к делителю ускоряющего напряжения, а выходом - к системе управления.
2.Устройство по п. I, о т л и ч а ю щ е е с я тем, что, выход функционального преобразователя подключен к задающему генератору, обеспечивая изменение выходных параметров его при измене1ши величины ускоряющего налряже1шя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ НА НЕСУЩЕЙ ЧАСТОТЕ | 2009 |
|
RU2396511C1 |
| ИЗМЕРИТЕЛЬ СКОРОСТИ | 2011 |
|
RU2492505C1 |
| Программный генератор | 1983 |
|
SU1190484A1 |
| Программный генератор | 1982 |
|
SU1062858A2 |
| Программный генератор | 1980 |
|
SU917319A1 |
| Преобразователь угла поворота вала в код | 1980 |
|
SU881807A1 |
| Програмный генератор | 1979 |
|
SU873388A1 |
| ПРОГРАММИРУЕМЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 1992 |
|
RU2020709C1 |
| Устройстводля электроннолучевой обработки металлов | 1969 |
|
SU321062A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |