Известен разбО|рОчный аппарат наборной строкоотливной .машины для распределения матриц по каналам магазина, имеющий разбО;роч1-гую ,рейку, устройство для транспортировки матриц по рейке с приводом.
Разборочная рейка имеет треугольный профиль, по двум сторонам которой имеется ряд направляющих с обрывами, соответствующими ко.мбинациям зубцов на матрицах. Устройство для транспортировки матриц вьшолнено в виде трех шпинделей с нарезкой, которые вращаются синхронно. Шпиндели с постоянной скоростью транспортируют матрицы по рейке до совпадения комбинаций зубцов на матрице с комбинацией направляющих на рейке. При этом матрицы отделяются от рейки и по каналам приемника падают в соответствующие каналы магазина.
Шаг кодовых .комбинаций направляющих на рейке для различных матриц различен для о,беспечения попадания толстых матриц в приемник. Каналы приемника и магазина в верхней части шире, чем в нижней. Расширение каналов вызвано тем, что матрицы падают в каналы .по баллистической траектории и тем, что условия отделения различных матриц от рейки различны.
рейке с постоянной скоростью. Это ограничивает производительность разборочного аппарата.
Для лоБышения производительности разборочного аппарата и уменьшения габаритов приемника и магазина устройство для транс.портировки матриц по разборочной рейке предлагаемого аппарата выполнено в виде ползунов с матрицеведущими пластинами, расположенных по обе стороны и вдоль разборочной рейки. Ползуны закреплены с воз.можностью возвратно-лоступательного движения на величину шага кодовых комбинаций на разборочной рейке. В ползунах имеются сквозные пазы, в которых располагаются матрицеведущие лластины, выполненные в виде единого блока.
Привод ползунов и привод матрицеведущих пластин может быть выполнен в виде кулачкового вала и системы рычагов, связанных с ползунами и матрицеведущими пластинами. Причем профиль кулака, приводящего ползун, таков, что установка ползунов в рабочее положение происходит с переменной скоростью.
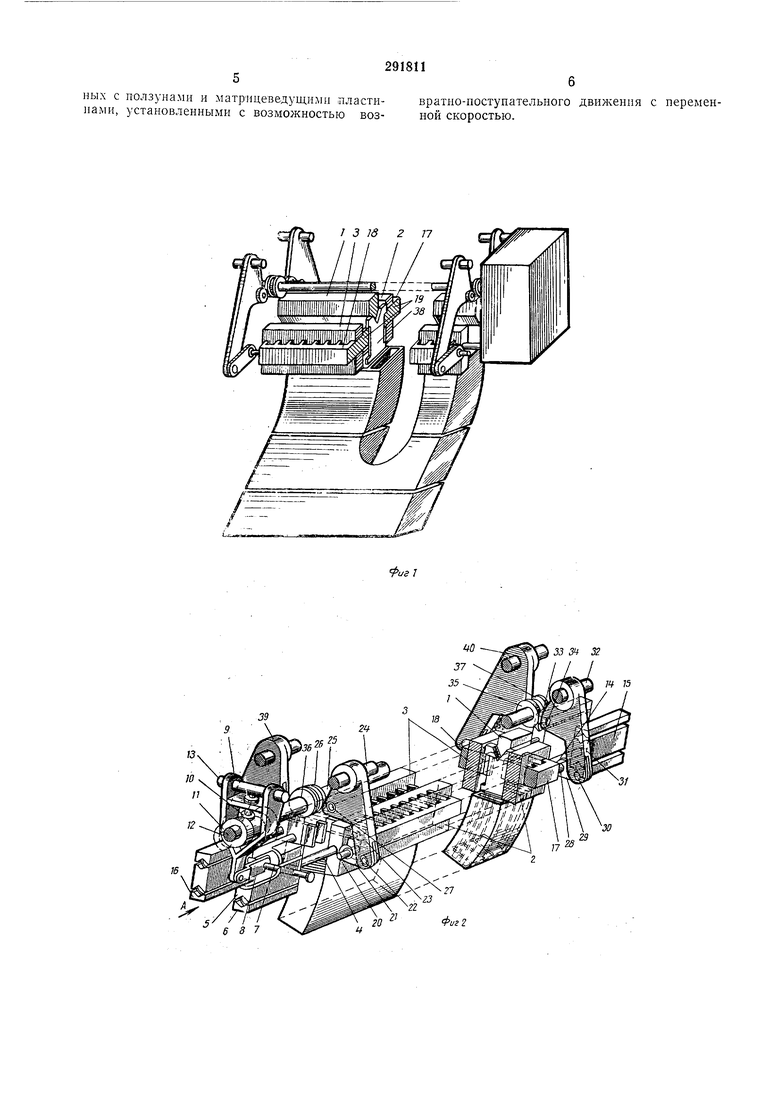
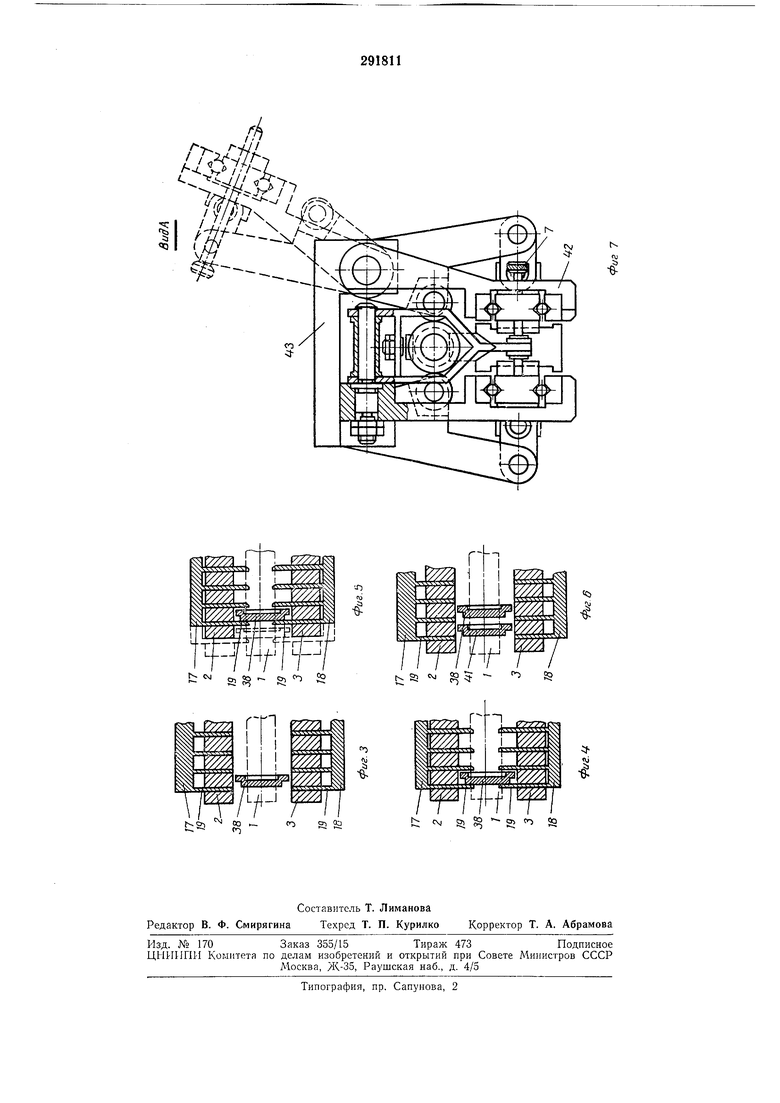
На фи.г. 1 изображен предлагаемый разборочный аппарат, вид спереди; на фиг. 2 - то же, вид сзади; на фиг. 3-6 - схема пе ремещения матриц ПО разборочной рейке; на фиг. 7 - вид по стрелке А на фиг. 2.
Разборочный аппалят имеет разборочную рейку 1, кодовые комбинации на которой имеют равный шаг. По сторонам разборочной рейки ,расиоложен)л передний и за:и1ИЙ ползуны 2 и 3. Один конец шолзуца 2 посредстБом стержця 4 соединен с внутренней обоймой 5 подшипника, которая расположена в наружной обойме 6. Внутренняя обойма 5 соединительным стержнем 7, тягой 8 кинематически связана рычагом 9, имеющим ролик 10, с назовЫМ кулаком 11, который жестко закренлен на валу 12. Рычат 9 посажен на ось 13, закрепленную на неподвижной части машины. Другой конец ползуна 2 при помощи стержня 14 соедицен с внутренней обоймой 15 подшипника, которая установлена в наружной обойме 16.
Конструкция заднего -ползуна 3 аналогична конструкции ползуна 2.
Вдоль переднего ползуна 2 расположен передний блОК матрицеведущи.х пластиц 17, вдоль заднего ползуна 3 расположен задний блок матрицеведущих пластин 18. Магрвцеведущие пластины 19 входят в сквозные пазы нолзуноа 2 и -3.
Блок матрицеведун,их пластин 18 имеет стержень 20, который соединен с тягой 21. Последняя соединена щарнирно осью 22 с рычагом 23. Рычаг 23 свободно посажен на ось 24 и имеет ролик 25, взаимодействующий с кулаком 26, жестко закрепленным на валу 12. Ролик 25 сидит на оси 27.
Стержнем 28 блок матрицеведущих пластин 17 соединен с приводО|М, который аналогичен описанному выще. Он включает тягу 29, ось 30, рычаг 31, ось 32, ролик 33 с осью 34 и кулак 5.
Конструкция привода заднего блока матрицеведущих пластин 18 аналогична конструкции привода переднего блока матрицеведущих пластин 17. Привод приводится в действие от кулаков 36 и 37.
Разборочный аппарат работает следующим образом.
Когда матрица 38 подана на разборочную рейку 1, разборочный аппарат находится в исходном положении (см. фиг. 3). В исходном положении ползуны 2 и 3 занимают крайнее правое положение, матрицеведущие пластины 19 отведены от разборочной рейки А Под действием кулаков 26, 35, 36, 37 рычаги 23, 31 перемещают передний блок матрицеведущих пластин 17, а рычаги 39 и 40 - задний блок матрицеведущих пластин 18 по направлению к разборочной рейке 1. Матрицеведущие пластины 19 заходят за .-матрицу 38 (см. фиг. 4).
. Под действием пазового кулака 11 рычаг 9 поворачивается на оси 13 и занимаег крайнее левое положение. Через тягу 8 и соединительный-стержень 7 в крайнее левое положение церемещаются н ползуны 2 п 3. Выдвинутые матрицеведущие пластины 19 передвинут матрицу 38 на шаг кодовой комбинации на рейке / (см. фиг. 5).
Пазовый кулак // имеет такой профиль, при котором ползуны 2 и 3, а следовательно, и матрицы по разборочной рейке перемео аются из крайнего правого в крайнее левое положение с переменной скоростью. Эта скорость на участке транспортировки матриц больше, а па участке отделения матрицы от разборочной рейки меньше. Кроме того, профиль пазового кулака 11 обеспечивает выстой ползунов 5 и в крайнем левом положении. Время выстоя таково, что матрица (при совпадении кодовой комбинации на рейке и матргще) отделяется от рейки и за время выстоя успевает при падении выйти из зоны действия матрицеведущих пластип 19.
Особенностью разборочпого аппарата является то, что падение матри-цы после отрыва ее от рейки происходит при сдвинутых матрицеведущих пластинах, -которые являются продолжением перьев приемника и ограничивают перемещение матрицы в горизонтальном иаправлении.
После отделения (матрицы от разборочной рейки / и выхода ее из зоны действия матрицеведущих пластиц 19 матрицеведущие пластины 19 через указанные выще звенья под действием кулаков 26 и 35 отводят от рейки / передний блок матрицеведущих пластин 17, а под действием кулаков 36 а 37 - задний блок матрицеведущих иластин /5. Одновременно с этим ползуны 2 к 3 под действием пазового кулака 11 через указанные выше звенья возвращаются в исходное положение. В это время следующая матрица 41 .подается на разборочцую рейку (см. фиг. 6).
Для удобства обслуживания разборочного аппарата передний ползун 2 и нередпий блок матрицеведущих пластин 17 выполнены откидными (см. фиг. 5). Для откидывания необходимо извлечь соединительный стержень 7 и отбросить защелки. После этого -передний ползун 2 и пе,редиий блок -матрицеведущих пластин 17 может быть отведен от разборочной рейки /, так как передпий левый корпус 42 и передний правый корпус (не показан) закреплены щарнирно соответственно на осях 24 и 32. Последние сидят в неподвижном корпусе .
Предмет изобретения
1.Разборочный ап-парат наборной строкоотливной машины для распределения матриц по каналам магазина, имеющий разборочную рейку, устройство для транспортировки матриц по рейке с приводом, отличающийся тем, что, с целью повышения пронзводительности разборочного аппарата, устройство для транспортировки матриц выполнено в виде ползунов с Матрицеведущими пластинами, установлеиных ПО обеи.м сторонам рейки с возможностью возвратно-поступательного движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОРНЫЙ АППАРАТ НАБОРНОЙ СТРОКООТЛИВНОЙМАШИНЫ | 1971 |
|
SU322285A1 |
| МЕХАНИЗМ СТАЛКИВАТЕЛЯ МАТРИЦ НАБОРНОЙ СТРОКООТЛИВНОЙ МАШИНЫ | 1967 |
|
SU198357A1 |
| ВС.ЕСОЮЗИЛЯ О ПАТЕНТНО-•Ч'-''':ГГ\'" 1 | 1964 |
|
SU164616A1 |
| СПОСОБ РАЗБОРА МАТРИЦ НА НАБОРНЫХ | 1970 |
|
SU265894A1 |
| НАВОРНО-ПРОГРАММИРУЮЩИЙ АППАРАТ | 1971 |
|
SU311779A1 |
| СТРОКООТЛИВНАЯ НАБОРНАЯ МАШИНА | 1964 |
|
SU164303A1 |
| НАБОРНЫЙ АППАРАТ НАБОРНОЙ СТРОКООТЛИВНОЙМАШИНЫ | 1969 |
|
SU239971A1 |
| РАЗБОРОЧНЫЙ МЕХАНИЗМ НАБОРНОЙ СТРОКООТЛИВНОЙ МАШИНЫ | 1971 |
|
SU306030A1 |
| РАЗБОРОЧНЫЙ МЕХАНИЗМ НАБОРНОЙ СТРОКООТЛИВНОЙ МАШИНЫ | 1970 |
|
SU259087A1 |
| ВСЕСОНЭЗИАЯи1ЕМТШ4СЕГГ«АЯ^HibJU^t» спТтЧ | 1972 |
|
SU340549A1 |
39
687
33 3 32
П 15
31
30
29
23
17
21
Фигг
-1П
- И
со Я 2Э
N23
&
к 22 t
ю
