Изобретение относится к леразрушающему конТ1р.олю ,маге(риало.в и изделий и может быть напользовано в толщинеморрии изделий из пара- ,и диа1магиитных материалов.
Известны способы -контактной толщинометрии Стеиок полых изделий, оонованщые да определении толщины стенки по СОп.рогивлелию контролируемого участка детали магнитному потоку. Таковы, например, способ с (Вводимым в полость детали изол1Ированны1м 1вспо1могательньгм тело;М - стальным шариком, а также способ, использующий .введение IB нолость контролируемой детали магнитолроводящего по/рощка.
Известны способы 1контакт1ной толщинометр,ии, которые используются для контроля стенок деталей, из)мерения электрического сопротивления некоторого объема 1ко|нтроли,руемой стенки при приложении к двум точкам, распол;о1Женным на внешней поверхности детали, и разности потенциалов (односторонний контроль), что осуществляется с помощью двух внещних контактных щупов.
Известны способы магнитной толщином етр|Ии, использующие введение в 1поло1сть изделия изол1ированного Стального тела, которые однако обладают низкой точностью изим-ервния толщины, что связано с высоким коэффициентом рассеяния магнитного потока и ограничивает область эффективного применения соответ1СТвующего способа лишь слу,чаяМ1и, когда толщина стенок контролируемых объектов имеет величину порядка долей миллИ1Мет1ра.
Применение способа, использующего введение в nOvTOCTb исследуемой детали магинтного цорош ка, требует специального вспомогательного технологического оборудования для введения и изъятия из полости детали магнитного агента, а также применения электронного измерительного блока.
Педостатком применяемого способа измерения толщины стенок полых деталей, осуществляемого путем контроля электрического сопротивления между двумя точкам.и на внешней поверхности изделия, является то обстоятельство, что вследствие контроля сложной, распределенной в значительном объеме проводимости стенки детали между двумя внешними контактирующими с измерительной целью точками, результат замера опре1деляется не столько толщиной стенки на участке, сколько общей конфигурацией П01ве|рхностей и профиля детали, а таюже точностью ориентации контаКтных щупо,в.
С целью повышения то:чно1сти и надежности контроля по|0радством автоматической ориентации кОНтактных щупов по предлагаемому Юпююобу KOHrraiKTiHbie (ганещний и шутрепН1ИЙ) оснащают ферромагнитными, скользящими по noBapXiHOCTH иЗ(Дели1Я, насадками заданной формы, ;нап|р,нмер .сферической, а между мйми создают псгтоянное малнитное поле.
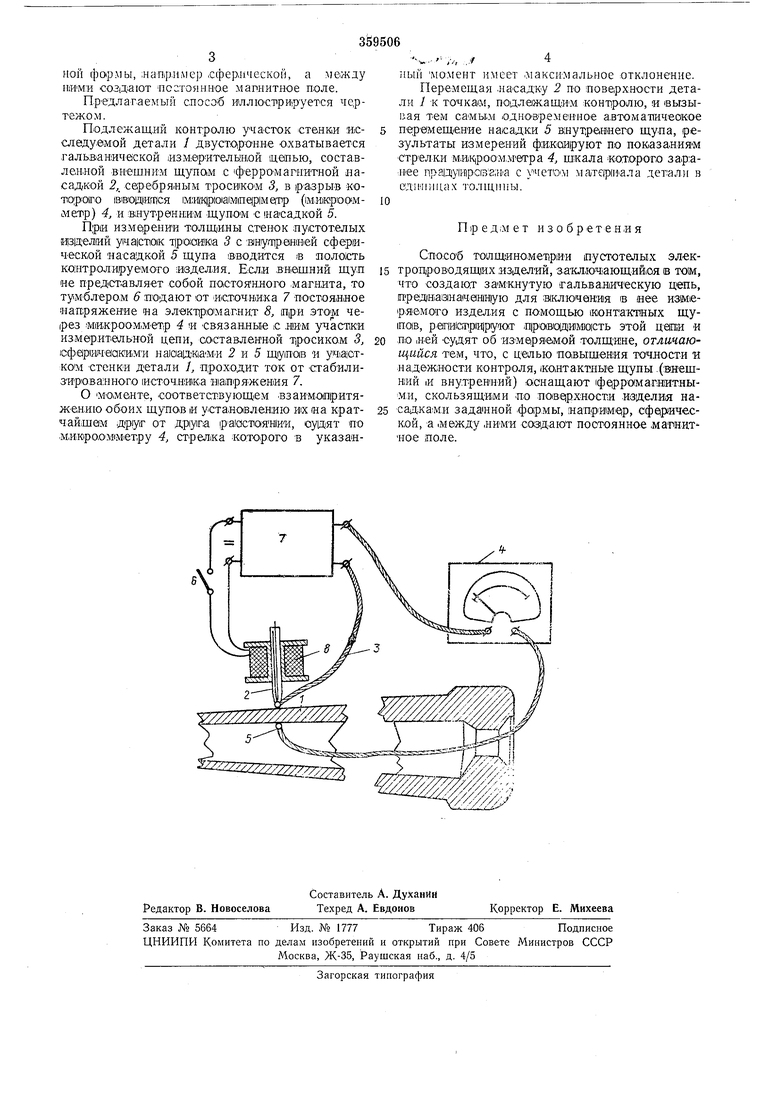
Предлаг.аемый способ иллЮСтрйруется чертежом.
Подлежащий контролю учаеток стенки исследуемой детали / двуст ронне охватывается ,галь:в.ан1ической измерителывой цепью, составлен.ной внбшним щупам с ферромагнитной насадкой 2, серебря.ным тросикоМ 3, в р-азрыв которого вводится iM;H(K|pioiaiMine|piMeiT)p (iMMKpoQMиметр) 4, и ;вяут.ренн;и М щуп|0М с насадкой 5.
При из.меренин толщины стенок пустотелых изкелий уна|ст101К 3 с -внутренеей сферич-еской насаакой 5 щула вводится 8 полоють контролируемого ;ивделия. Е,сл,и ,вБещ.ний щуп не представляет собой постоянлого .магнита, то тумблеро.м 6 подают от источника 7 постоянное «ап;ряже;иие и а эл0кт1рО1магнцт 8, щри этом че|рез МикроомгМ.етр 4 « связанны е с лн-м участки измерительной цепи, составленной Т1росико.м 3, сф 0р1И1ч0акИ|Ми HHiaaniKiaMH .2 и 5 щупов и ywiaiOTком стенки детали /, проходит ток от стабилизиро.ва:нного 1истоЧ:Н1И1ка Н1ап1ряжен1ия 7.
О Моменте, соответствующем взаим ощритяЖению обоих щупо1В и устаиовлению И1Х иа кратчайшем друг от друга ра1астаян1ии, оуият по -MMKipooMiMieTpy 4, стрелка которого в указанный момент имеет .максимальное отклонение.
Перемещая .насадку 2 по поверхности детали 1 к точкам, подлажащи м :конт ролю, и щьгзы11ая тем ..м одновременное а,втомат1ичеак.ое перемещение насадки 5 в;ну11р.вН1него щупа, результаты измерений фиксируют по показаниями стрелки ми1К|роом.метра 4, шкала которого заранее пра|Д1уир.С1 ;г;и1а с учето м матефШала детали в .
Пред.мет изобретен.ия
Способ тоящяно.м.еюрии пустотелых элек15 троцроводящих изделий, з.аключ ающий|0я в том, что создают замкнутую галь.ва.Н|Ическую цепь, 1Пред1Н1аана1чен|Н ую для .включения в еее измер.яемого издел.ия с помощью юонтакпных щупав, рег|И1С1Гр1и1руЮт п|рав101П1И1М10|сть этой цегаи и 20 по |Н.ей судят об иЗмерЯе|М.ой толщине, отличающийся тем, что, с целью повышения точно.ети и надежности контроля, контактные щупы .(внешний |И внутренний) оснащают (ф рромагнитныMil, скользящими .по noiBqpXHOCTH изделия насадками заданной .формы, маприм-ер, сфе|рической, а .между ,ними создают постоянное .матнитное поле.