Изобретение отноеится к прессовому оборудованию отрасли резинотехнической промыи:ленности, к сборке резинотканевых заготовок полых замкнутых изд.елий, например надувных лодок.
Известны прессы для соединения кромок резинотканевых заготовок, например полых замкнутых изделий, содержащие раму с монтажной плитой, верхнюю прижимную траверсу, подвижную от силового цилиндра посредством вертикальных направляющих и нижней траверсы, связанной со штоком силового цилиндра, нижнюю рабочую плиту, прикрепленную к подвижным пальцам, и устройство для центрированной подачи и укладки внахлестку кромок заготовок.
Известные прессы, в которых применяется сравнительно большое количество приводов, сложны и не обеспечивают качественное и ускоренное соединение кромок профильных резинотканевых заготовок, например надувных лодок.
Пресс, выполненный согласно изобретению, ке имеет указанных недостатков.
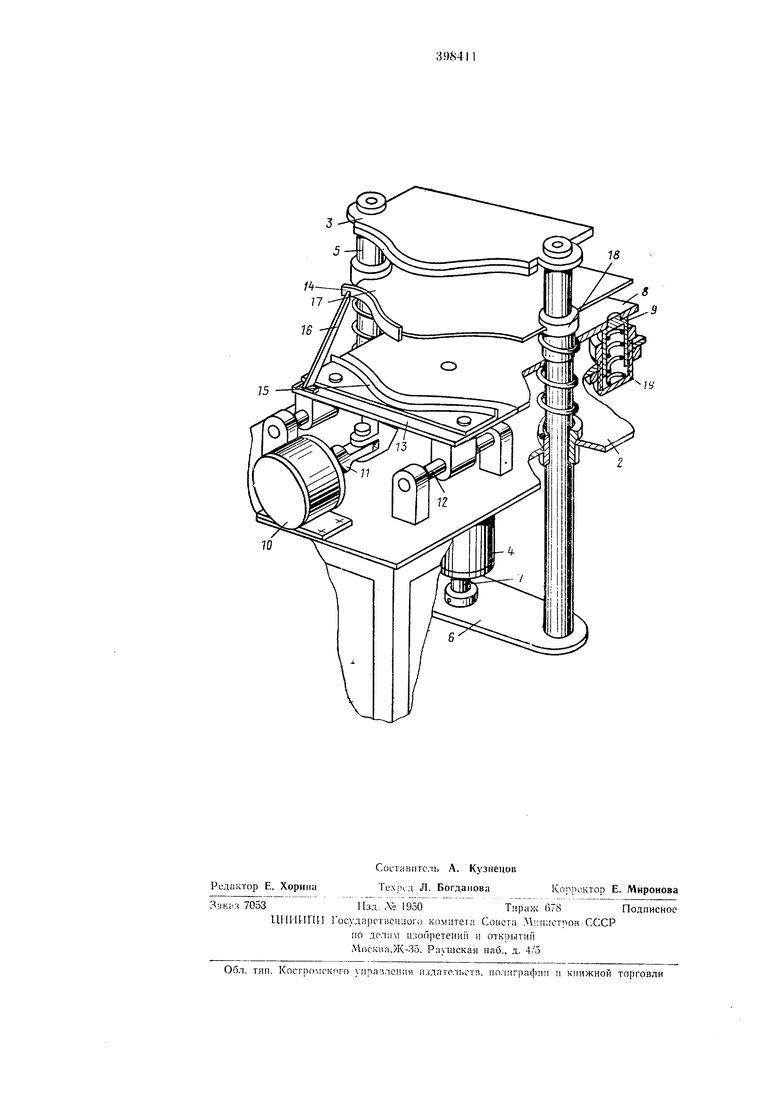
На чертеже показан предлагаемый пресс.
Пресс для соединения кромок резинотканевых заготовок состоит из рамы / с закрепленной на ней монтажной плитой 2, верхней прижимной траверсы 3, подвижной от силового цилиндра 4 посредством вертикальных колонных направляющих 5 и нижней траверсы 6,
связанной со штоком 7 силового цилиндра 4, нижней рабочей плиты 8, прикрепленной к подвижным пальцам 9, и устройства для центрированной подачи и укладки внахлестку кромок заготовок.
Устройство для центрированной подачи и укладки внахлестку кромок заготовок выполнено в виде смонтированного на монтажной плите 2 силового цилиндра 10, шток Л которого цгарнирно сочленен с подвижной в горизон0тальных направляющих 12 плитой толкателя 13, снабженного профильными упорами 14 н 15. Первый упор закреплен на кронштейнах 6 толкателя 13 для подачи одной заготовки на промел уточной рабочей плите 17, жест5ко связанной с подпружиненными втулками IS, свободно .сдвигаемыми на колонных направляющих 5, а второй профильный упор 15 расположен в одной плоскости с нижней рабочей плитой 5 для отгиба кромки второй заготовки
0 под прямым углом, ее подачи и наложения внахлестку с первой заготовкой при смыкании рабочих плит 8, 17 и плиты толкателя 13.
Для обеспечения точного смыкания рабочих
5 плит 8, 17 и их ориентации относительно плиты толкателя 13 на монтажной плите 2 закреплены регулируемые по высоте стаканы-упоры 19 под подпружиненные полые пальцы 5, жестко
0 связанные с нижней рабочей плитой 8.
Рабочие плиты 8 и J7 выполнены по профилю присоединяемых заготовок и при наложении совпадают. Верхняя прижимная траверса 3 также выполнена по профилю заготовок is смещена вправо относительно рабочих плит 8, 17 иа величину хода плиты толкателя 13, изго гоБленной с обратным присоединяемым заготовкам профилем. Необходимая ширина соединяемого шва достигается изменением положения профильного упора 15 относительно ли нип разъема между нижней рабочей плитой -3 и плитой толкателя 13. Унравление нрессом ос}-ш.ествляется вручную посредством крапов -ли но полуавтоматическому циклу с применением путевых переключателей (на чертеже не изображены).
Пресс для соединения кромок резинотка 1евых заготовок работает следующим образом.
Первую заготовку подают на промежуточную рабочую плиту П до упора 14, промазанной кромкой со стороны упора 14 обращенной вверх, при этом другая ее промазаипая кромка находится снизу. Вторую заготовку подают на 1;|;жпюю рабочую плиту 8 и плиту толкателя 13 до упора /5 также промазанной кромкой вверх. Включают кран унравления силовым цилиндром -/ и смыкают рабочие плиты /7 и S с уложеииыми иа них заготовками. При этом иромаза иная кромка второй заготовки отгибается плитой толкателя 13 до вертикальиого положелия. Затем включают край унравлеиия сило1ым цилиндром 10, и плита толкателя 13 нереЛ1е1цается вправо, накладывая виахлестку отогнутую кромку второй заготовки иа кромку первой заготовки по всей длине шва одновремеи1ю. Кран унравления силовым цилшщром 10 переводят в другое положение и плиту толкателя 13 перемещают влево. Затем нереводом крапа управления силовым цилиндром 4 поднимают верхнюю нрнжимн ю траверсу 3 ч размыкают рабочие нлиты S, 17 и соединенные заготовки перекладывают на нрессе так, чтобы первая заготовка лежала на нижней рабочей плите 8 и плите толкателя 13 до упора У5 г другая ее промазанная кромка находилась cucj)xy.
1регью загоговку подают иа иромсжуточпую рабочую илиту 17 до уиора 14, иромазаиroii кpo.кoй со стороны упора 14. обрап1епно(|
вверх. и таким образом повторяется цикл рабоI ы Пресса.
1.Ргресс для соединения кромок резлноткаполых заготовок, например полых замкнутых
зде., содержащий раму с монтажной плиioi:, пег)Х1пою прижимисто траверсу, подвижную о1 С1,1ового цилиндра посредством верти| альиы колопиых направляющих и пижией
;раверсы. связаиной со штоком силового цилиндра, инжнюю рабочую плиту, прикрепленную к подппж1 ым пальцам, и устройство для пентрированиой подачи и укладки внахлестку кромок заготовок, отличающийся тем, что, с
целью упрощепия копструкции и обеспечения качественного и ускоренного соединения одповременио по всей длине кромок профильных заготовок, например надувных лодок, устройство для центрированной подачи и укладки
внахлестку кромок заготовок выпол ено в виде смонтироваиного иа монталсиой плите силового цилиндра, шток которого шарнирио сочленен с подвижной в горизонтальиых направляющих нлнтой толкателя, с} абжснного
профильными уиорамн, один из котрых закреплей на кронштейнах толкателя для подачи одной заготовкп на промежуточной рабочей плите, жестко связанной с подпружиненными втулками, свободно сдвигаемыми на колонных
направляющих, а второй профильпый упор расположен в одной плоскости с иижией рабочей плитой для отгиба кромки второй заготовки под ирямы.м угло.м, нодачи ее и наложепия внахлестку с нервой заготовкой ири смыкании
рабочих плит.
2.Пресс по п. 1, отличающийся тем, что, с целью обеспечения точного смыкания рабочих илит до упоров, па монтажной плггге закреплены стаканы-упоры под полые подпружинеиг.ые пальцы, жестко связаниЕ1 е с нижней рабочей плитой.
/4
75
18