В предлагаемом приспособлении для образования „ложного шва нитеводитель для „ложного шва при работе совершает периодические качания, благодаря чему и возникают пропуски в захватывании нити иглами шва и шов получается более похожим на настоящий.
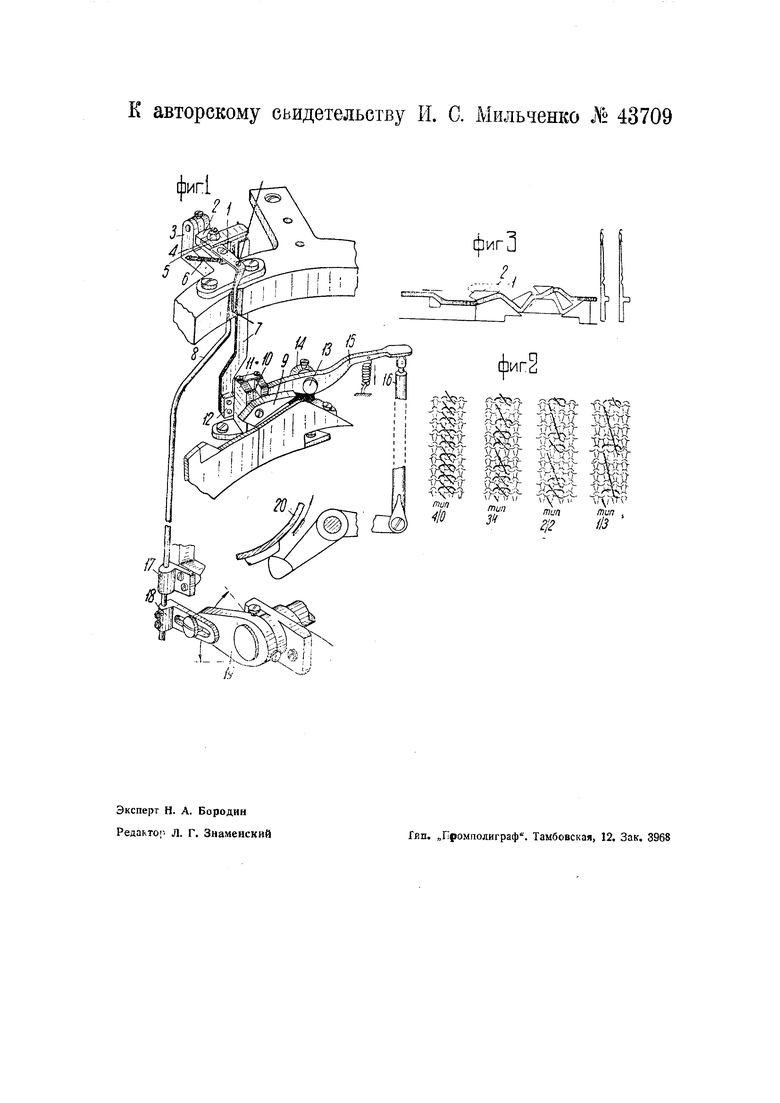
На схематическом чертеже фиг. 1 изображает вид предлагаемого приспособления; фиг. 2-вид петлеобразований с интервалами; .фиг. 3-вид расположения игол „ложного шва и направляющего клина.
Предлагаемое приспособление отличается тем, что задний направляющий клин используется в качестве дополнительного замочка. Для этой цели он делается подвижным по вертикали и удаляется от игольного цилиндра на такое рясстояние, чтобы он не захватывал иглы с укороченными пяточками (фиг. 3). Иглами для шва служат обычные короткопяточные иглы, у которых опиливается пяточка на 2мм по длине. Задний клин в первом своем положении будет опускать все иглы в выемку заднего подъемного клина и крючки их будут двигаться ниже глазка нитеводителя ложного шва. Иглы шва, не захватываемые клином, двигаются по
(22)
горизонтали выше глазка нитеводителя и захватывают нить для шва. Второе положение клина (фиг. 3) соответствует выключению из работы механизма ложного шва. Механизм качающегося нитеводителя состоит (фиг. 1) из нитеводителя, укрепленного на планке 2, вращающейся на оси стойки 3, прикрепленной к нитеводительному кольцу. Посредством винта 4 регулируется положение нитеводителя по высоте, а. пружиной 6 нитеводитель прижимается книзу.
Нитеводитель на чергелсе изображен в рабочем положении (опущен книзу).
При поворачивании нитеводителя кверху, нить не попадает на иглы и образование шва прекращается. Поднятие кверху (выключение) нитеводителя осуществляется поднятием штанги 7, упирающейся в планку 5, Задний направляющий клин 9 укреплен на ползушке 10, помещающейся в стойке 11. На ползушке 10 прикреплена плитка 12, несущая штангу 7. Кроме того ползушка присоединена посредством винта с одним концом рычага 15 вращасщегося на оси 13 стоики 14. Посредством пружины рычаг 15 оттягивается постоян;ю книзу, опираясь все время
на штангу 16, соединенную с рычагом распределительного барабана 20. При поиогоге барабана накладка на нем заС авляет п вернуться рычаг и штанга 16 движется кверху, благодаря чеху клин 9 опускается книзу и олновременно с ним опускается и нитеводитель. Это соответствует включению механизма в работу. При дальнейшем повороте распределительного барабана рычаг сходит с накладки, штанга 16 опускается книзу, клин 9 приподнимается кверху и одноBpeMiHHO штанга 7 приподнимает нитеводитель. механизм выключается из работы и обр.зование шва прекрашается. При вклютенном положении н.теводитель 1 получает периодические толчки кверху от штанги 8, благодаря чему и происходит периодическое выключение нитеводителя, создаюш,ее необходимые пропуски в петлеофазовании шва. Штанга 8, направляемая подшинНИКОМ 17, на нижнем конце несет кулису 18, в прорезь которой помещается винт, закрепленный в крив шипе 19. Этот кривошип посредством двух винтов укрепляется на конце вала зубчатого сектора, благодаря чему кривошип при работе совершает периодические колебания, врашаясь на определенный угол, а штанга 8 получает возвратн;.)-поступательное движение вверх и вниз, толкая питеводитель в планку 5. Если штангу 8 переставить выше, освоб.,див винты кулисы 18, то время нахождения нитеводителя во включенном положении (опуш,ен вниз) уменьшится, и наоборот, если онустить штангу книзу, то увеличивается продолжительность включения нитеводителя в работу. В перком случае иглы усаевают захватывать один или два раза нить шва. Во втором случае число захватов нити иглами увеличится. Период одного колебания кривошипа 19 соответствует четырем оборотам игольного цилиндра. Опустив штангу 8 так низко, чтобы
она не толкала нитеводитель кверху, достигают того, что захват пити будет происходить без пропусков, т. е. петли ложного шва будут образовываться в каждом ряду. Получим наиболее плотный шов типа 4 (см. типы переплетений шва на фиг. 2). Поднимая выше штангу, получим выключение на один ряд, через каждые три ряда вязки тип 3/j (три петли-один пропуск). Далее можно получить тип 2/2 (две петли-два пропуска) и наконец тип Vs (одна петля-три пропуска), самый редкий едв 1 заметный шов.
Вместо перестановки штанги в кулисе 18 предусмотрена на верхнем ее конце особая муфточка, посредством которой штанга 8 мо,кет удлиниться или укорачиваться.
Предмет изобретения.
1.Приспособление к кругло-чулочным автоматам для образования, „ложного шва иглами с короткими пятками, отличающееся тем, что для сообш,ения дополнительному нитеводителю в его рабочем опун енном положении через плаику 5 (фиг. 1) периодических вертикальных иеремеш;ений, служашкх для осуществления иглами с короткими пятками петлеобразования с необходнмы.аи интервалами (фиг. 2), служит штанга 8, закрепленная в кулисе 18, iiepecraBiioft по пальцу кривошипа 19 вала зубчатого сектора.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что для включения поворотно укрепленного на оси 3 питеводителя 1 „ложного шва служит клин 9 (фиг. 1) ползушки 10, допускающей передвижение в стойке 11 и сопряженной плиткой 12 с подъемной для нитеводителя штангой 7, а подпру;:шненным рычагом 15 и штангой 16- с рычагом от распределительного барабана.