Применяемые в валено-сапожном производстве растяжные станки устроены таким образом, что один неподвижный рычаг жестко крепится к раме, а другой приводится в движение посредством эксцентрика или при помощи коленчатого валика и ползуна с параллельными направляющими.
Все растяжные станки имеют неизменно постоянную величину хода растяжного рычага, тогда как валеносапожные предприятия вырабатывают ассортимент обуви размером в следу от 16 до 31 см. Вследствие расхождения размеров требуется весьма различная степень растягивания обуви по ширине голенища при насадке на выправки.
При растягивании валеной обуви разных размеров на растяжных станках с неизменным ходом подвижных рычагов встречаются весьма существенные затруднения и нежелательные явления. Для растягивания обуви 31 см требуется внешнее расхождение рычагов до 28 см, а для растягивания детской обуви 16-17 см требуется величина внешнего расхождения до 13 см.
Чтобы установить соответствующую степень растяжения в зависимости от размера обуви требуется или перестановка шарнирных пальцев у станков с кулисными рычагами или перестановка неподвижных рычагов у станков других
типов, а для этого требуется остановка станка и присутствие слесаря с надлежащим инструментом.
Как известно, все растяжные станки работают без всяких перестановок при средней величине растяжения и дают результаты лишь при растягивании средних размеров валеной обуви. Растягивание обуви крупных размеров на существующих станках иногда не дает желаемых результатов, а растягивание обуви мелких размеров становится совершенно невозможным, а если где это и делается, то приносит весьма существенный вред. Чрезмерным растяжением понижается качество и увеличивается процент пониженных сортов вырабатываемой обуви.
Предлагаемый растяжной станок устраняет все указанные недостатки и легко дает возможность быстро изменять величину хода подвижного растяжного рычага в зависимости от размера обуви. Достигается это путем перемещения точки опоры рычага второго рода.
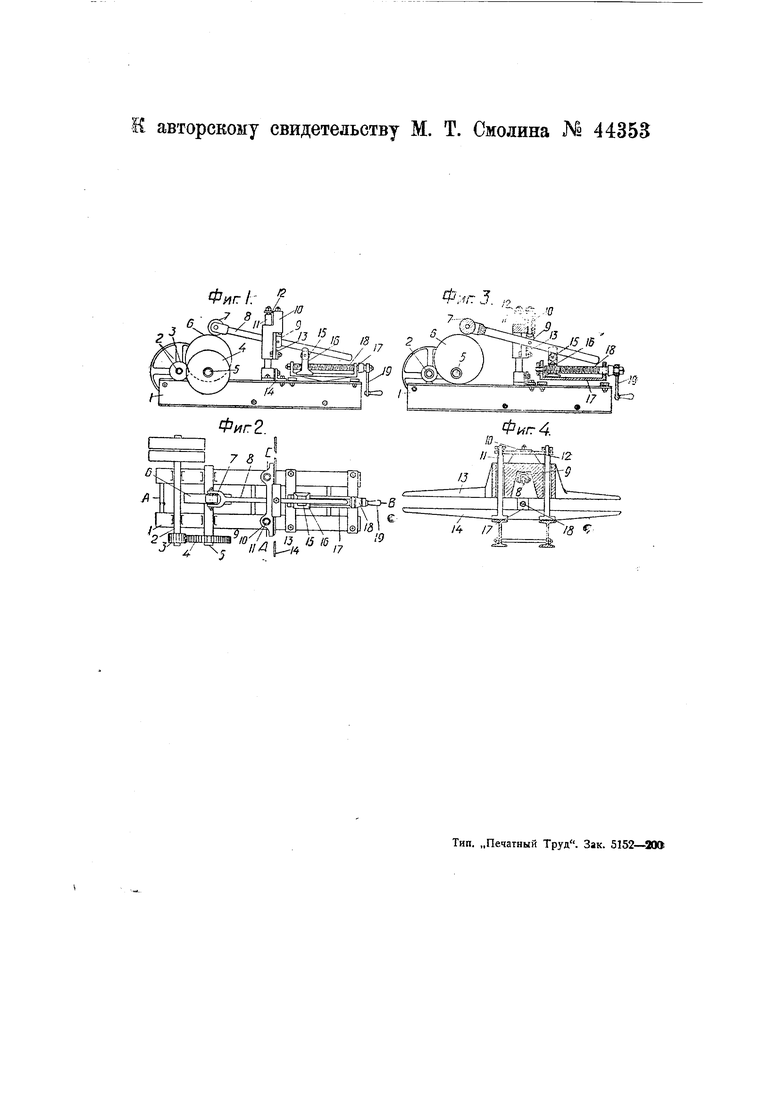
На схематическом чертеже фиг. 1 изображает вид предлагаемого станка сбоку; фиг. 2-вид сверху; фиг. 3-вид станка в разрезе по CD фиг. 2; фиг. 4- вид станка в разрезе по АВ фиг. 2.
Станок смонтирован на раме / с контрприводом 2, который при посредстве зубчатых колес 3 и сцеплен с рабочим
-валиком 5, на котором насажен эксцентрик 6. От эксцентрика 6 через ролик 7 рычаг 8 получает силу и движение, которое через центрирующую вилку 9 передается для преодоления сопротивления ползуну W.
Ползун W движется по двум параллельно установленным направляющим колонкам //, которые своим основанием жестко крепятся к раме /, а в верщине они соединены планкой /2.К ползуну W жестко крепится подвин пая губа /5 и к раме 7 к колонкам // жестко крепится неподвижная губа /4.
Точкой опоры рычага 8 служит ролик /5, соединенный с супортом J6, который своим основанием опирается на каретку 77. Через супорт 76 пропущен винт J8.
Для того, чтобы изменить ход пол-зуна 16, следует повернуть в желаемом направлении винт /5 за рукоятку 7Я Вследствие удаления и подъема точки опоры рычага 8 будет увеличиваться ход ползуна 19 и первоначальное внещнее расстояние губ 13 и 14, г. другом случае обе эти величины будут уменьшаться.
Минимальный ход губы 13-60 мм и максимальный ход 120 мм. Наименьшее первоначальное внешнее расстояние губ 75 и 14 при начале минимального хода в концах с одной стороны-60 мм и с другой стороны-100 мм, а наибольшее внешнее расстояние губ при данном ходе с одной стороны-120мм и с другой стороны-160 мм.
Первоначальное внешнее расстояние губ 13 н 14 в начале максимального хода ползуна W с одной стороны- 120 мм и с другой стороны-160 мм и наибольшее расстояние будет с одной
стороны-240 мм и с другой стороны- 280 мм.
Таким образом предлагаемый мною растяжной станок способен удовлетворить всем требованиям в интересах указанного процесса валяльно-сапожного производства.
Размеры станка могут быть рекомендованы нижеследующие, каковые в процессе конструирования могут быть изменены: рама 1, спроектированная из двутавровых балок, которые можно заменить деревянными брусьями; эксцентрик 6 желательно иметь с ходом 200 мм при диаметре 320 мм.
Рабочий рычаг 8 должен быть сечением не меньше 20-f-50 мм, а направляющие колонки /7 диаметром не менее 40 мм. В направляющие отверстия ползуна W желательно вставить медные втулки. Винт 18 должен иметь резьбу с щагом 2 нитки на 1 дюйм.
Во избежание забегания ролика 7 Б отнощении эксцентрика 6 ролик 7 следует снести несколько внутрь по отношению центра рабочего валика 5.
Вращение эксцентрика 6 должно влиять на движение рычага 8. Число ходов ползуна }0 желательно иметь не более 40 в минуту.
Предмет изобретения.
Станок для растягивания валеной обуви с двумя парами параллельных губ, отличающийся тем, что для регулирования величины отодвигания неподвижных губ М ползуна 70, направляемого колонками /7 и несущего губы 75, служит ролик /5, установленный на супорте 76, допускающем перестановку вдоль каретки 77 винтом 18.
Фиг1: f
.ш, Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Катально-стиральная машина для войлока | 1934 |
|
SU41686A1 |
| Станок для склепывания язычка с трикотажной иглой | 1929 |
|
SU31282A1 |
| Станок для загонки клина при насадке валеной обуви на колодку | 1935 |
|
SU47823A1 |
| СТАНОК ДЛЯ ПРЕДВАРИТЕЛЬНОГО РАСТЯЖЕНИЯ ВАЛЕНОЙ ОБУВИ ПЕРЕД НАСАДКОЙ ЕЕ НА СОСТАВНЫЕ КОЛОДКИ | 1935 |
|
SU52374A1 |
| Продольно-строгальный станок | 1934 |
|
SU47533A1 |
| Станок для окончательного загиба предварительно подготовленной хвостовой части трикотажной иглы | 1929 |
|
SU31280A1 |
| Станок для частичного загиба хвостовой части трикотажной иглы | 1929 |
|
SU31279A1 |
| Станок для изготовления язычка трикотажных игл | 1929 |
|
SU31281A1 |
| Станок для загонки клина при оправке валеной обуви на колодке | 1933 |
|
SU34149A1 |
| Станок для растягивания голенища валенного сапога | 1934 |
|
SU49254A1 |