1
Изобретение относится к электрофизическим методам обработки, в частности касается источника питания для электроэрозиопной обработки.
Известны источники питания для электроэрозионпой обработки металлов с импульсным генератором, имеющим согласующий трансформатор, вторичная обмотка которого последовательно соединена с накопительным конденсатором и межэлектродным промежутком, с выпрямителем, шунтированным последовательными цепями из токовыравнивающих сопротивлений и управляемых от формирователя пусковых импульсов вентилей, и с разделительными вентилями.
Недостатком известных источников питания является невысокая производительность и точность обработки в связи с больщим износом электрода - ипструмепта.
Цель изобретения - повышение производительности и точности обработки за счет уменьшения износа электрода - инструмента.
Это достигается тем, что в предлагаемом источнике питания одна из пластин накопительного конденсатора подключена к общей точке катодной группы разделительных вентилей и плюсовой клемме выхода импульсного генератора, мипусовая клемма которого подключена к инструменту, а другая пластина - к общей точке катодной группы управляемых
вентилей, к детали и к минусовой клемме выхода выпрямителя, плюсовая клемма которого через токовыравнивающие сопротивления соединена с попарно соединенными анодами управляемых и разделительных вентилей, при этом входная цепь импульсного генератора также подключена к формирователю пусковых импульсов.
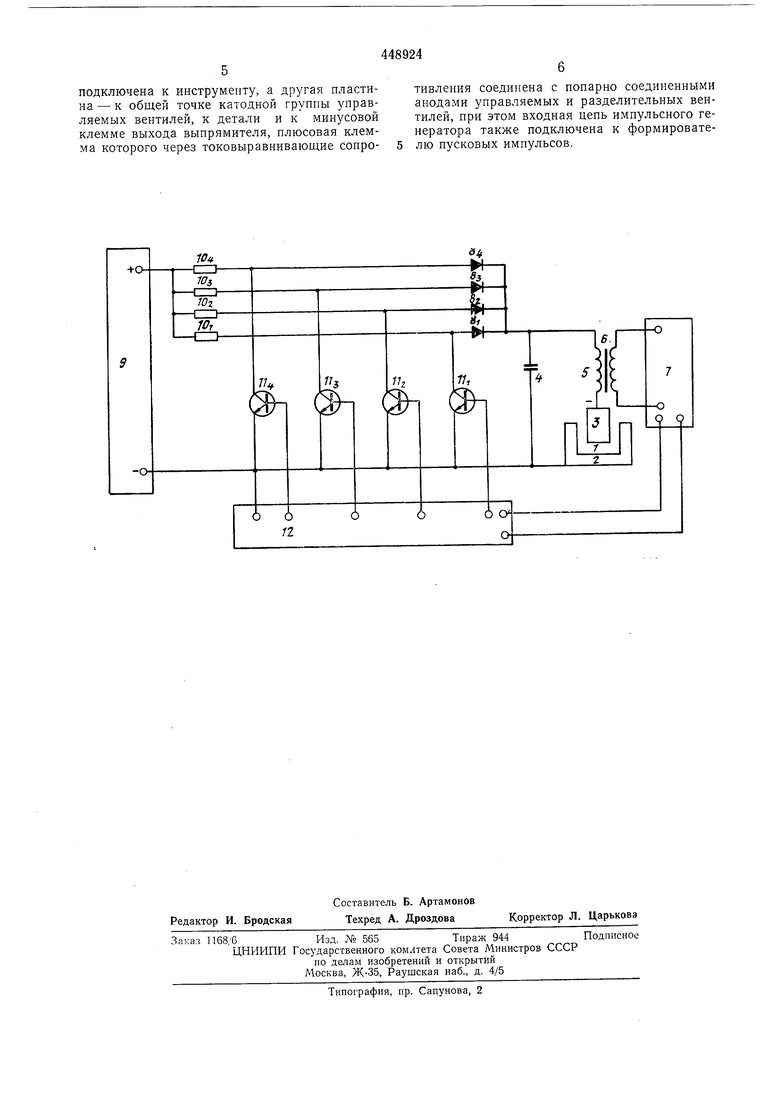
На чертеже представлена принципиальная схема предлагаемого источника питания.
Межэлектродный промежуток 1, электродами которого являются обрабатываемая деталь 2 и инструмент 3, рабочий конденсатор 4
и вторичная обмотка 5 согласующего трансформатора 6, питаемого от импульсного генератора /, образуют замкнутый контур, который из-за наличия разделительных вентилей «1, 82, 8з и 84 является единственной цепью
для прохождения выходного тока прямой полярности импульсного генератора.
Наличие разделительных вентилей исключает прохождение выходного тока импульсного генератора 7 не только через выпрямитель
9, но и через шунтирующие его последовательные цепи из токовыравнивающих сопротивлений 10, 102, Юз и 10 и управляемых вентилей 11ь Иг, Из и lU, которые выполняют роль ключей и управляются от формирователя 12 пусковых импульсов. Источник питания работает следующим образом. В начальном положении все управляемые вентили 111, И2, Из и lU открыты, конденсатор разряжен, и ток через межэлектродный промежуток не проходит. При поступлении первого выходного импульса от формирователя 12 периодических серий пусковых сигналов в цепь управления импульсного генератора 7 на вторичной обмотке 5 возбуждается кратковременный с крутыми передним и задним фронтами импульс повышенного напряжения и прямой полярности (положительный полюс - деталь). Под действием этого напряжения пробивается межэлектродный промежуток 1. Из-за большей подвижности электронов по сравнению с ионами, за короткое время формирования разряда энергия выделяется в основном на аноде (детали), который в это время бомбят разогнанные полем электроны. С целью уменьшения бомбардировки катода (электрода-инструмента) полол ительными ионами напряжение импульса прямой полярности после пробоя уменьшается с крутым задним фронтом, т. е. оно резко спадает до нуля. Таким образом, за счет импульса тока прямой полярности осуществляется главным образом обработка детали 2. За счет второго пускового сигнала формирователя 12 закрывается управляемый вентиль 111 и напряжение выпрямителя 9 подводится к аноду вентиля 8.Сразу же- после прохождения импульса прямой волны напряжения благодаря наличию трансформаторного выхода создаются условия для возбуждения второй - обратной полуволны, амплитуда которой из-за поглощения энергии будет меньше амплитуды первой полуволны. В результате ток, проходящий через межэлектродный промежуток 1, резко меняет свое направление на обратное, амплитуда которого будет значительно меньше амплитуды тока прямой полярности. За счет этого тока уменьшается положительное напряжение на рабочем конденсаторе 4, при спижении его ниже напряжения выпрямителя 9 открывается вентиль 8i, и ток указанного выпрямителя через этот вентиль (и сопротивление lOi) начинает проходить через межэлектродный промежуток 1. В результате этого ток обратной полярности по абсолютному значению начинает возрастать. За счет третьего пускового сигнала формирователя 12 закрывается управляемый вентиль . Выходное сопротивление выпрямителя за счет подключения сопротивления 102 параллельно сопротивлению lOi уменьшается, что приводит к дальнейшему увеличению рабочего тока обратной полярности, проходящего через промежуток 1. Описанным способом закрываются поочередно и следующие управляемые вентили Из, lU и т. д., в результате чего происходит непрерывное возрастание тока обратной полярности, т. е. увеличение рабочего тока осуществляется за счет увеличения количества полупроводниковых ключей, находящихся в закрытом состоянии. Соседние управляемые вентили рекомендуется запирать через такие паузы, которые создают условия для плавного увеличения крутизны подъема тока обратной полярности. После запирания последнего управляемого вентиля Ип ток выпрямителя полностью проходит через межэлектродный промежуток 1, и обработка осуществляется при токе, значение которого незначительно увеличивается за счет уменьшения сопротивления канала разряда, вызванного его расширением. Без изменения длительности переднего фронта амплитуда импульса обратной полярности может быть увеличена за счет повышения напряжения выпрямителя 9. За счет энергии электронов импульса прямой полярности и энергии ионов импульса обратной полярности возникают и поддерживаются катодные пятна, создающие условия для обработки детали. Из изложенного следует, что в течение всего импульса обрабатывалась только деталь, которая в начале импульса была анодом, а потом стала катодом. Электрод-инструмент, являющийся сначала катодом, а потом - анодом, и изготовленный, например, из меди, практически не подвергается износу. Прерывание рабочего тока через межэлектродный промежуток I осуществляется за счет перехода управляемых вентилей из запертого в открытое состояние. Для получения крутого заднего фронта импульса тока обратной полярности все управляемые вентили И п. Ib . .. Ии открываются одновременно при помощи последних импульсов из первой серии пусковых сигналов, возбуждаемых формирователем 12. Эти сигналы одновременно подаются к базадМ управляемых вентилей Иь Ib и т. д. Предмет изобретения Источпик питания для электроэрозионной обработки металлов с импульсным генератором, имеющим согласующий трансформатор, вторичная обмотка которого последовательпо соединена с накопительным конденсатором и межэлектродным промежутком, с выпрямителем, шунтированным последовательными цепями из токовыравнивающих сопротивлений и управляемых от формирователя пусковых импульсов вентилей, и с разделительными вентилями, отличающийся тем, что, с целью повышения производительности и точности обработки за счет уменьшения износа электрода-инструмента, в нем одна из пластин накопительного конденсатора подключена к обей точке катодной группы разделительных ентилей и плюсовой клемме выхода импульсого генератора, минусовая клемма которого
подключена к инструменту, а другая пластина - к общей точке катодной грунны управляемых вентилей, к детали и к минусовой клемме выхода выпрямителя, плюсовая клемма которого через токовыравнивающие сопротивления соединена с попарно соединенными анодами управляемых и разделительных вентилей, при этом входная цепь импульсного генератора также подключена к формирователю пусковых импульсов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного легирования | 1990 |
|
SU1803297A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ ТОКА ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ ТОКОПРОВОДЯЩИХМАТЕРИАЛОВ | 1970 |
|
SU278742A1 |
| Генератор импульсов для электроэрозионной обработки материалов | 1982 |
|
SU1085732A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМОМ РАБОТЫ ПЛАЗМОТРОНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389055C2 |
| УСТРОЙСТВО ЭЛЕКТРОННОГО ЗАЖИГАНИЯ | 1995 |
|
RU2117817C1 |
| Источник питания для электроэрозионно-химической обработки | 1980 |
|
SU1077742A1 |
| Двунаправленный ключ | 1989 |
|
SU1718345A1 |
| Устройство для питания электрофильтров | 1984 |
|
SU1519777A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ЭЛЕКТРОФИЛЬТРА (ВАРИАНТЫ) | 2005 |
|
RU2291000C1 |
| Устройство для защитного отключения контактной сети | 1980 |
|
SU936159A1 |
+о
lOi
Юг
Юг
-о
о о
Г2
п
о
