Существующие методы магнитного анализа позволяют вести сортировку стальных деталей со сравнительно небольшой затратой времени от 0,3 до 2 минут. Эта скорость, вполне достаточная для испытания крупных деталей, однако, совершенно недостаточна для мелких деталей, изготовляемых поточным способом в массовом масштабе. В этом случае контроль потребовал бы большого числа приборов и значительного количества квалифицированного обслуживающего персонала. Вследствие этого возникает потребность в автоматизации процесса испытаний и разработке устройства, которое может быть поставлено на конвейер. Предлагаемое устройство предназначается для удовлетворения указанной потребности.
Предлагаемое устройство состоит из двух трубок 7а и 7b, на которые насажены две одинаковых намагничивающих катушки 3а и 3b, введенные в схему моста так, как это показано на фиг. 1.
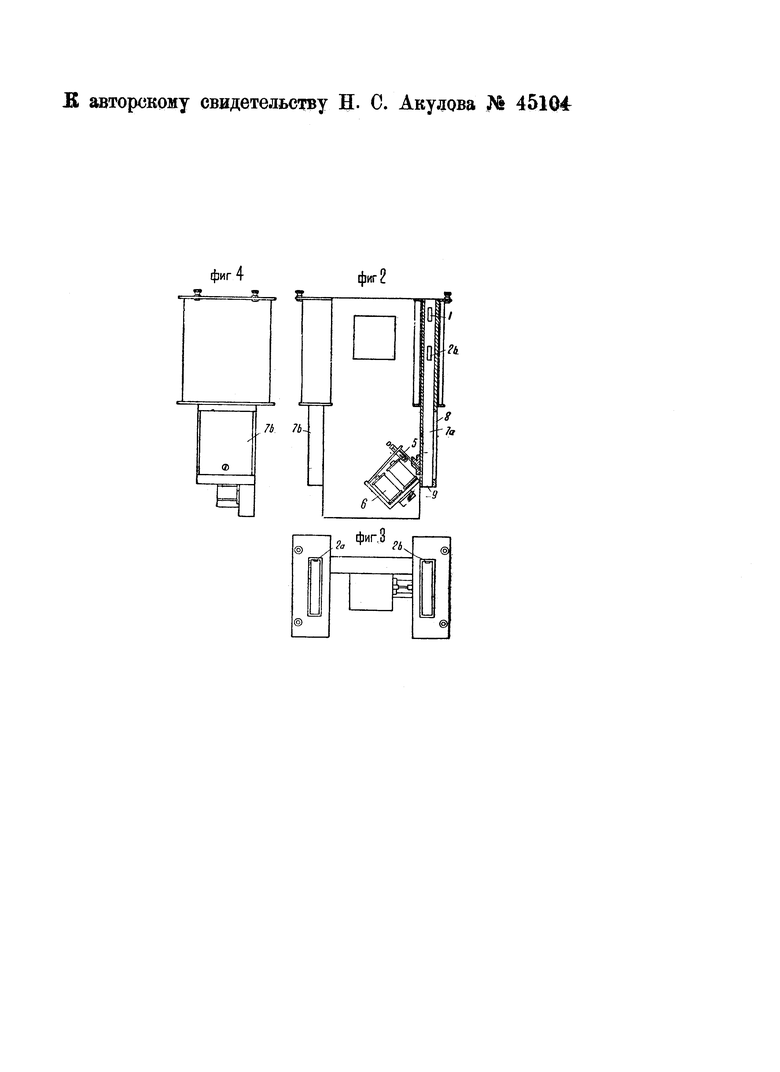
Трубка 7а (фиг. 2) имеет сбоку отверстие 8 для выбрасывания деталей с неудовлетворительной термической обработкой. Выбрасывающий механизм состоит из стержня 5, помещенного под некоторым углом по направлению к оси трубки (к отвесу). Испытуемое тело, выбрасываемое в верхний конец трубки при ударе о стержень 5 и получив боковой импульс, выбрасывается в отверстие 8. Если же стержень выдвинут за пределы внутреннего пространства трубки, тело падает вниз в отверстие 9. Опыт показал, что для выбрасывания образца достаточно вдвинуть конец стержня на глубину около 5 мм.
Выдвигание и вдвигание стержня 5 производится с помощью электромагнита 6, соединенного с поляризованными реле так, как это показано на фиг. 1.
При пропускании в цепи переменного тока возникает ток и в перемычке моста АВ, если только самоиндукция катушек не одинакова, - в противном случае ток отсутствует. Вследствие этого, если в катушке помещено два не одинаковых, в смысле термической обработки, образца, разница в магнитной проницаемости этих образцов повлечет за собой различие в величине самоиндукции катушек 3а и 3b, и через перемычку моста пойдет ток. Под действием этого тока реле из положения 1n перейдет в положение 2n и цепь электромагнита замкнется. В результате, стержень, прикрепленный к якорю электромагнита, будет вдвинут в трубку 3b. В этом случае тело при падении будет выброшено в отверстие 8.
Если же в трубки 3а и 3b вставлены одинаковые в смысле термической обработки и качества стали образцы, ток в перемычке моста будет отсутствовать и реле останется в исходном положении.
Для того, чтобы реле перед каждым испытанием ставилось автоматически в исходное положение 7n, в цепь батареи В введен контакт, помещенный вверху трубки 3b, который замыкается в момент прохождения образца через трубку (в результате надавливания на тонкую пружинку).
Ток в перемычке моста мог бы быть отличным от нуля и в случае, если бы взятые образцы обладали бы хотя и одинаковыми свойствами, однако, в момент работы системы находились в разных положениях относительно центров катушек 3а и 3b.
Для устранения этого в центре катушки 3а и 3b помещены контакты 2а и 2b, которые замыкаются также в момент надавливания на них образцов.
Весь аппарат работает следующим образом. В катушку вставляется нормальный образец так, чтобы он замыкал контакт 2а. Испытуемый образец после вбрасывания в трубку сперва замыкает контакт 1 и приводит систему реле в рабочее положение 1n. Затем, при дальнейшем падении он замыкает контакт 2b. Если испытуемый образец отличен от нормального, в перемычке моста появляется ток, электромагнит срабатывает и испытуемый образец уходит в отверстие 8. В противном случае, т.е. если этот образец близок по своим свойствам к нормальному, он падает в отверстие 9.
Аппарат такой системы обеспечивает пропускную способность до нескольких образцов в секунду.
Что касается электрической схемы, то здесь возможны варианты, в частности может быть применена дифференциальная система или какая-нибудь другая аналогичная ей.

1. Устройство для сортировки стальных изделий, основанное на различии их магнитных проницаемостей, отличающееся применением мостика Уитстона, два смежных плеча которого выполнены в форме катушек, охватывающих трубки 7а, 7b, одна из которых содержит эталонный образец, а другая служит для пропускания через нее испытуемого образца.
2. В устройстве по п. 1 применение, для направления падающего в полости трубки 7а бракуемого образца в отверстие 8 трубки 7а, стержня 5, расположенного под углом к оси трубки 7а управляемого электромагнитом 6.
3. В устройстве по п. 1 применение контакта 1, расположенного в трубке 7а, и служащего для начальной установки электромагнита 6 в рабочее положение посредством включения реле 4.
4. В устройстве по п. 1 применение в трубках 7а и 7b контактов 2а и 2b, служащих для включения диагонали АВ мостика Уитстона в моменты, когда эталонный и испытуемый образцы расположены одинаково соответственно по отношению к центрам трубок 7а и 7b.
