Изобретение относится к импульсной металлообработке.
Известен способ изготовления патронов для импульсной развальцовки труб, суть которого заключается в заполнении полости патрона передающей жидкостью с последующей ее герметизацией эластичной (резиновой) пробкой.
Однако при изготовлении патронов известным способом между жидкостью и герметизирующей пробкой создается воздушная подушка, что отрицательно сказывается на к. п.д. процесса при использовании таких патронов. Стремление же устранить или уменьшить этот дефект путем повышения усилия запрессовки пробки вызывает изменение радиальных размеров корпуса патрона, препятствующее его свободному размещению в развальцовываемой трубке.
Цель изобретения повышение качества патронов и надежности герметизации, а также обеспечение длительного хранения достигается тем, что по предлагаемому способу на открытую поверхность жидкости наносят пленку вязко-клейкого вещества, например, на основе резиновой смеси N 31-Н с бутилфенолформальдегидной смолой 101, с последующей ее сушкой до загустения. Для обеспечения длительного срока хранения собранных патронов на слой вязко-клейкой массы наносят слой эпоксидной смолы с отвердителем.
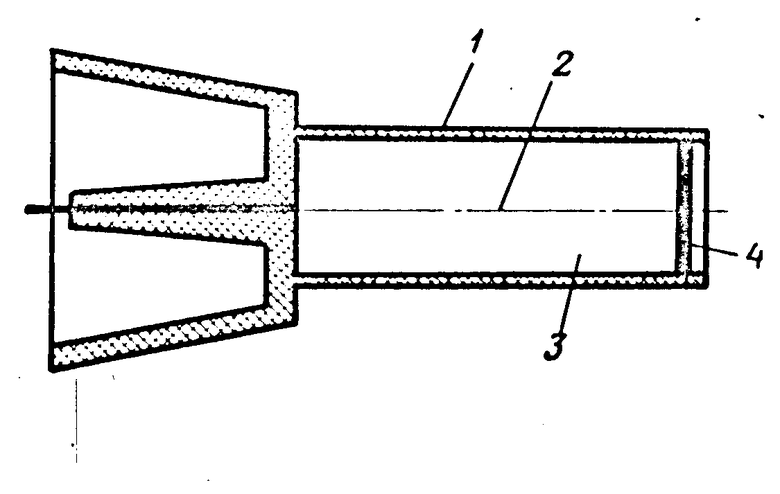
На чертеже показан патрон, изготовленный предлагаемым способом.
После заполнения жидкостью корпуса 1 патрона с установленным в нем инициатором ударной волны в виде, например, взрывающейся проволочки 2, на открытую поверхность жидкости наносят пленку 3 из вязко-клейкой массы, например, на основе резиновой смеси N 31-Н с бутилфенолформальдегидной смолой 101. Герметизация обеспечивается при толщине слоя 0,05-0,15 от наружного диаметра корпуса патрона. Нанеся пленку смеси, ее сушат до загустения.
Клей, нанесенный на поверхность жидкости, образует на ней хорошо сцепленную со стенкой патрона пленку, служащую частью инициатора ударной волны. Для длительного хранения снаряженных патронов слой пленки закрепляют нанесением пленки 5 из эпоксидной смолы с отвердителем. Толщина слоя пленки 0,1-0,3 от наружного диаметра корпуса патрона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2011 |
|
RU2478679C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2011 |
|
RU2476471C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2011 |
|
RU2470973C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2009 |
|
RU2401289C2 |
| ПАТРОН РАЗОВОГО ДЕЙСТВИЯ ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ РАЗВАЛЬЦОВКИ ТРУБ | 1976 |
|
SU594639A1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2008 |
|
RU2378310C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2004 |
|
RU2270220C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2487153C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2470974C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН ДРУГ К ДРУГУ | 2008 |
|
RU2385891C2 |
1. Способ изготовления патронов для импульсной развальцовки труб, состоящий в заполнении полости патрона передающей жидкой средой и последующей ее герметизации, отличающийся тем, что, с целью повышения качества патрона и надежности герметизации, на поверхность жидкости наносят пленки вязко-клейкого вещества, например на основе резиновой смеси N 31-Н с бутилфенолформальдегидной смолой 101 с последующей ее сушкой.
2. Способ по п.1, отличающийся тем, что, с целью обеспечения длительного хранения снаряженных патронов, первоначально нанесенную пленку закрепляют слоем эпоксидной смолы с отвердителем.
