Изобретение относится к области металлурхии и касается усовершенствования электромагнитных индукционных устройств для транспортировки и дозирования жидких металлов.
Известны индукционные лотки, включающие индуктор в виде магнитонровода с обмоткой бегущего магнитного ноля и желоб, по которому из печи подается расплавленный металл в заранее подготовленную литейную форму. Желоб выполнен из огнеупорного материала, например асботермосиликата. На металл, паходящийся на желобе, действует бегущее магнитное поле и наводит в нем концентрические контуры токов. Поперечные составляющие коптуров взаимодействуют с бегущим полем и создают движущую силу. Кроме того, индуктор создает пульсирующее магнитное поле, которое не дает движущей силы П тормозит металл, движущийся по лотку. Магнитопровод индуктора с учетом потока пульсирующего магнитного поля делается с толстой спинкой.
Расстояние между индуктором и металлом определяется огнеупорным материалом, толщина которого выбирается в зависимости от термических и прочностных характеристик и находится в пределах от 2 до 10 см. Обычно жидкий металл в лотке нагревается сверху пламенными горелками, что сложно и не
всегда приемлемо. Например, при обработке жидкого металла реагентами сверху такая система нагрева исключается. Кроме того, жидкий металл окисляется при пламенном нагреве.
Иногда желоб устанавливается на сплошном слое из металлических пластин, которые нагреваются от на1водимых в них бегущим магнитным полем индуктора вихревых токов. Одпако установка слоя пластин существенно уменьшает бегущее магнитное поле.
Кроме того, увеличение немагнитного зазора по всей длине лотка также снижает действие бегущего магнитного поля «а жидкий металл. Поэтому от иримепения таких нагревателей отказываются. Со стороны днища желоб охлал дается, и температура жидкого металла в нем падает, что недопустимо. Особенно важно поддерживать температуру жидкого металла в длинных транспортных лотках.
Недостатками известного лотка являются низкая эффективность, обусловленная тормозящим действием пульсирующей составляющей на металл, недостаточный нагрев металла со стороны днища желоба.
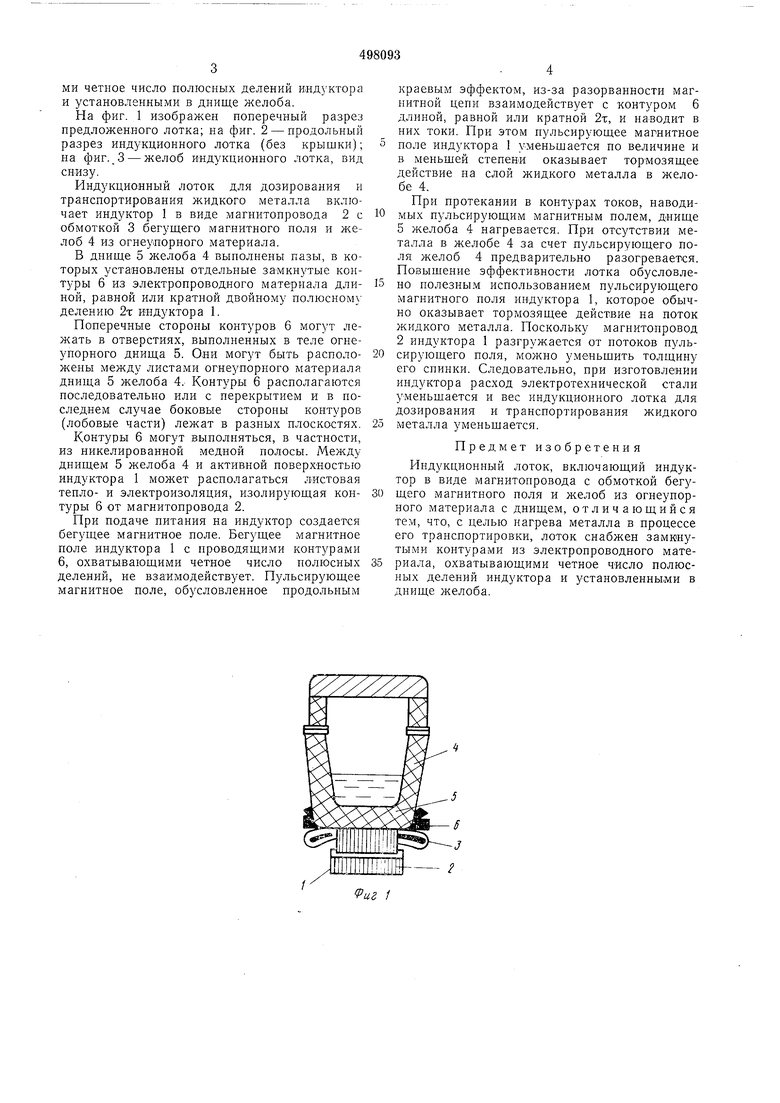
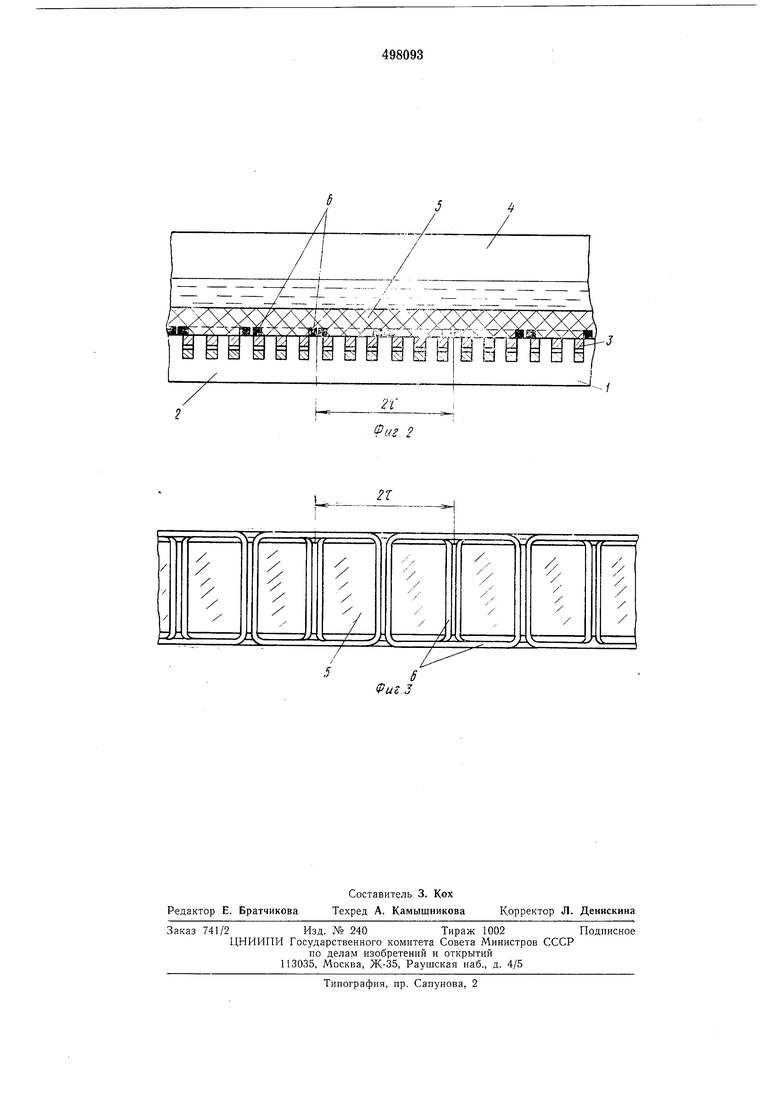
С целью нагрева металла в процессе его транспортировки предлагаемый лоток снабжен отде;(ьными замкнутыми контурами из электропроводного материала, охватываюшиiMH четное число полюсных делений индуктора и установленными в днище желоба. На фиг. 1 изображен поперечный разрез предложенного лотка; на фиг. 2 - продольный разрез индукционного лотка (без крышки); на фиг. 3 - желоб индукционного лотка, вид снизу. Индукционный лоток для дозирования и транспортирования жидкого металла включает индуктор 1 в виде магнитопровода 2 с обмоткой 3 бегущего магнитного поля и желоб 4 из огнеупорного материала. В днище 5 желоба 4 выполнены пазы, в которых установлены отдельные замкнутые контуры 6 из электропроводного материала длиной, равной или кратной двойному полюсном}делению 2т; индуктора 1. Поперечные стороны контуров 6 могут лежать в отверстиях, выполненных в теле огнеупорного днища 5. Они могут быть расположены между листами огнеупорного материала днища 5 желоба 4. Контуры 6 располагаются последовательно или с перекрытием и в последнем случае боковые стороны контуров (лобовые части) лежат в разных плоскостях. Контуры 6 могут выполняться, в частности, из никелированной медной полосы. Между днищем 5 желоба 4 и активной поверхностью индуктора 1 может располагаться листовая тепло- и электроизоляция, изолирующая контуры 6 от магнитопровода 2. При подаче питания на индуктор создается бегущее магнитное поле. Бегущее магнитное поле индуктора 1 с проводящими контурами 6, охватывающими четное число полюсных делений, не взаимодействует. Пульсирующее магнитное поле, обусловленное продольным краевым эффектом, из-за разорванности магнитной цепи взаимодействует с контуром 6 длиной, равной или кратной 2т, и наводит в них токи. При этом пульсирующее магнитное поле индуктора 1 уменьшается по величине и в меньшей степени оказывает тормозящее действие на слой жидкого металла в желобе 4. При протекании в контурах токов, наводимых пульсирующим магнитным полем, днище 5 желоба 4 нагревается. При отсутствии металла в желобе 4 за счет пульсирующего поля желоб 4 предварительно разогревается. Повышение эффективности лотка обусловлено полезным использованием пульсирующего магнитного поля индуктора 1, которое обычно оказывает тормозящее действие ца поток жидкого металла. Поскольку магнитопровод 2 индуктора 1 разгружается от нотоков пульсирующего поля, можно уменьшить толщину его спинки. Следовательно, при изготовлении индуктора расход электротехнической стали уменьшается и вес индукционного лотка для дозирования и транспортирования жидкого металла уменьшается. Предмет изобретения Индукционный лоток, включающий индуктор в виде магнитопровода с обмоткой бегущего магнитного поля и желоб из огнеупорного материала с днищем, отличающийся тем, что, с целью нагрева металла в процессе его транспортировки, лоток снабжен замкнутыми контурами из электропроводного материала, охватывающими четное число полюсных делений индуктора и установленными в днище желоба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор линейной индукционной машины | 2018 |
|
RU2683596C1 |
| Линейный индукционный двигатель | 1982 |
|
SU1117789A1 |
| ИНДУКТОР ТРЕХФАЗНОГО ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА ИЛИ МАГНИТОГИДРОДИНАМИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2358374C1 |
| ИНДУКТОР ЦИЛИНДРИЧЕСКОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА | 2003 |
|
RU2251197C1 |
| ОБМОТКА ТРЕХФАЗНОГО ЛИНЕЙНОГО ИНДУКЦИОННОГО НАСОСА | 2007 |
|
RU2341862C1 |
| ПЕЧЬ-МИКСЕР | 2015 |
|
RU2610099C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| Индуктор линейного индукционного насоса | 1983 |
|
SU1144588A1 |
| Индуктор линейного индукционного насоса | 1983 |
|
SU1145881A1 |
| ПЕЧЬ-МИКСЕР | 2013 |
|
RU2543022C1 |
Риг 1
