{,kit i A ;
W- .. .(.
:..
-:- ...« , ,.,
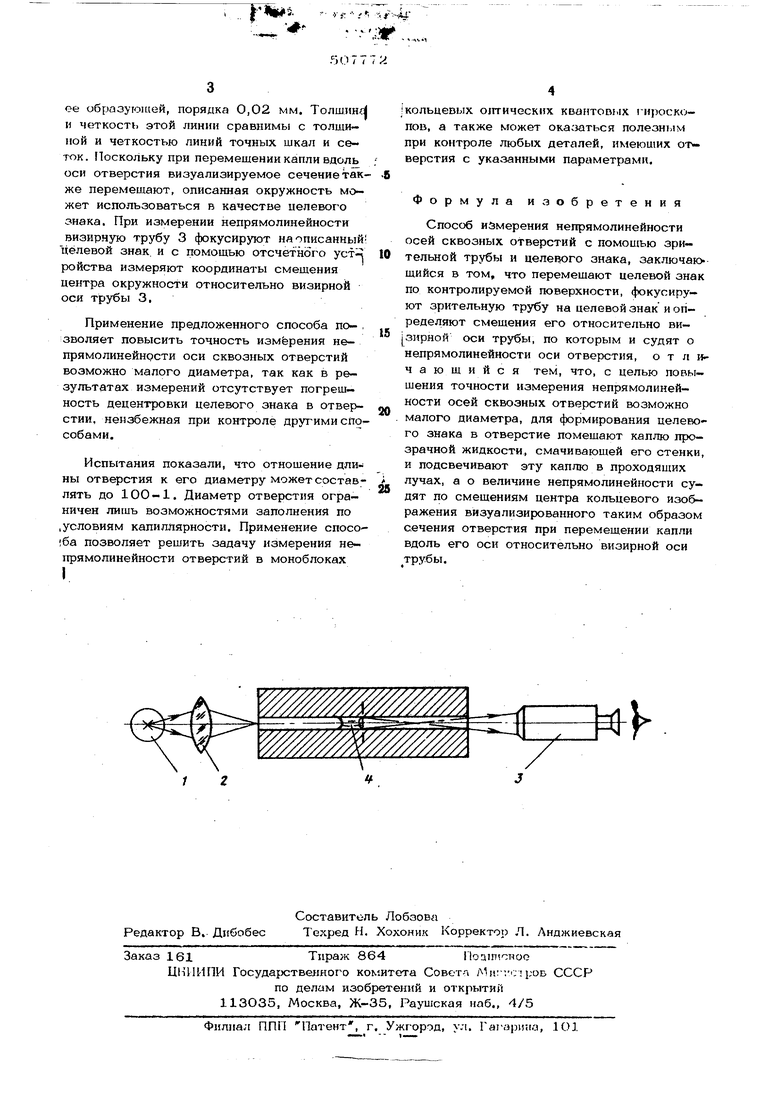
50777: ее образующей, порядка 0,02 мм. Толшин и четкость этой линии сравнимы с толщиной и четкостью линий точных шкал и сеток. Поскольку при перемещении капли вдоль оси отверстия визуализируемое сечение так же перемещают, описанная окружность может использоваться в качестве целевого знака. При измерении непрямолинейности визирную трубу 3 фокусируют неописанный целевой знак, и с помощью отсчетного уст ройства измеряют координаты смещения центра окружности относительно визирной оси трубы 3, Применение предложенного способа позволяет повысить точность измерения непрямолинейности оси сквозных отверстий возможно малого диаметра, так как в результатах измерений отсутствует погрешность децентровки целевого знака в отверстии, неизбежная при контроле другими спо собами. Испытания показали, что отношение длины отверстия к его диаметру может составлять до 100 -1. Диаметр отверстия ограничен лишь возможностями заполнения по .условиям капиллярности. Применение спосо|ба позволяет решить задачу измерения нетфямолинейности отверстий в моноблоках I кольцевых оптических квантовых i-ироскопов, а также может ока;заться полезным при контроле любых деталей, имеющих отверстия с указанными параметрами. Формула изобретения Способ измерения непрямолинейности осей сквозных отверстий с помощью зрительной трубы и целевого знака, заключающийся в том, что перемещают целевой знак по контролируемой поверхности, фокусируют зрительную трубу на целевой знаки определяют смещения его относительно ви зирной оси трубы, по которым и судят о непрямолинейности оси отверстия, отличающийся тем, что, с целью повышения точности измерения непрямолинейности осей сквозных отверстий возможно малого диаметра, для формирования целевого знака в отверстие помещают каплю прозрачной жидкости, смачивающей его стенки, и подсвечивают эту каплю в проходящих лучах, а о величине непрямолинейности судят по смещениям центра кольцевого изображения визуализированного таким образом сечения отверстия при перемещении капли вдоль его оси относительно визирной оси трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения параметров глубоких отверстий | 1980 |
|
SU911148A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ И ЦЕЛЕВОЙ ЗНАК ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2202101C2 |
| Визирная марка для контроляНЕпРяМОлиНЕйНОСТи | 1979 |
|
SU823855A1 |
| Способ бесконтактного измерения диаметра отверстий | 1989 |
|
SU1728649A1 |
| ЛАЗЕРНЫЙ ИЗМЕРИТЕЛЬ НЕПРЯМОЛИНЕЙНОСТИ | 2015 |
|
RU2603999C1 |
| Лазерный теодолит | 1989 |
|
SU1670415A1 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ | 1973 |
|
SU387208A1 |
| Способ контроля непрямолинейности длинномерных объектов | 1982 |
|
SU1201680A1 |
| Устройство для измерения поперечных отклонений точек объектов | 1983 |
|
SU1154528A1 |
