Предметом настоящего авторского свидетельства является устройство для контактной сварки, в котором применены сварочный трансформатор и регулировочный дроссель, имеющий вторичную обмотку, используемую для автоматического периодического изменения реактанса дросселя путем замыкания ее на сопротивление.
Согласно изобретению, примененный в качестве такого сопротивления конденсатор включен в цепь выпрямленного двухполупериодным выпрямителем тока вторичной обмотки дросселя последовательно с реле, служащим для замыкания конденсатора на активное сопротивление. Такая система автоматически регулирует процесс сварки.
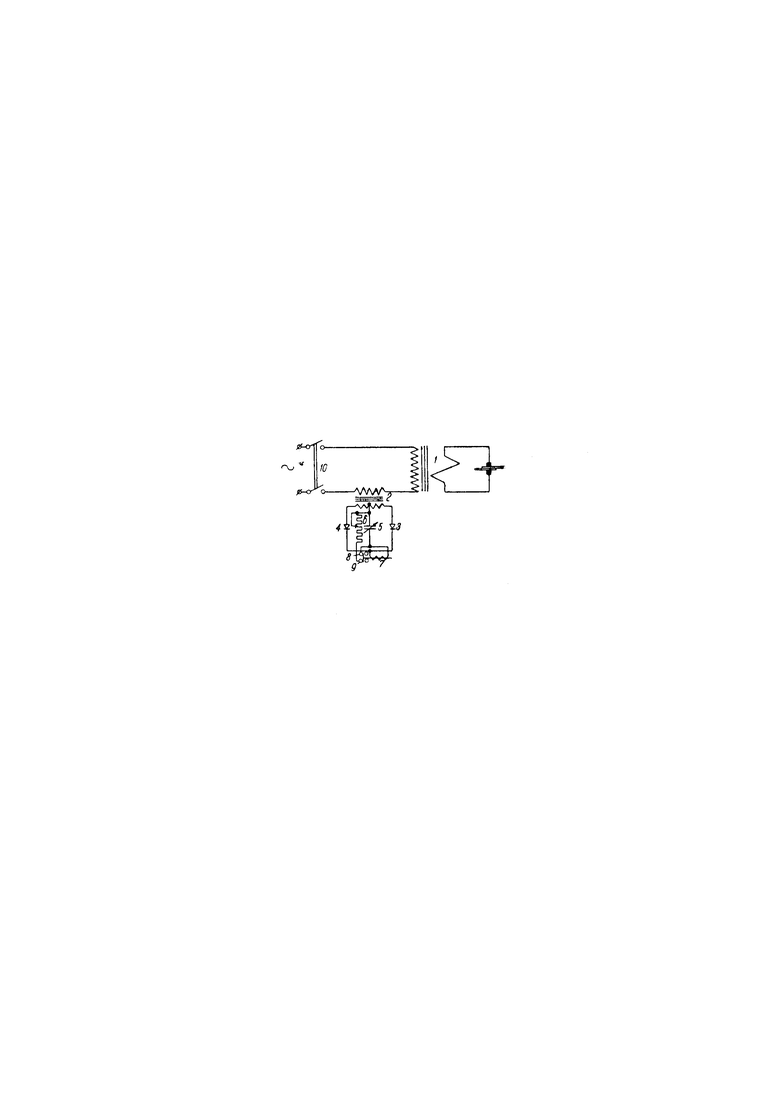
Сущность изобретения поясняется чертежом, на котором изображена принципиальная электрическая схема предлагаемого устройства.
На чертеже имеются следующие обозначения: 1 - сварочный трансформатор, 2 - сериесный дроссель, 3 и 4 - выпрямители, 5 - конденсатор переменной емкости, 6 - активное сопротивление (реостат) для разрядки конденсатора, 7 - реле, 8 и 9 - контакты реле, 10 - главный рубильник.
Устройство работает следующим образом. В исходном положении контакты 8 и 9 замкнуты и конденсатор разряжен. Вторичная цепь дросселя 2 в это время замкнута через выпрямители 3 и 4, обмотку реле 7 и конденсатор 1, шунтированный реостатом 6. Следовательно, реактанс дросселя 2 в этот момент будет наименьшим. При включении рубильника якорь реле 7 втягивается и контакты 8 и 9 размыкаются. При замыкании вторичной цепи трансформатора 1 напряжение на зажимах первичной обмотки трансформатора 1 будет приблизительно равно напряжению сети, так как падение напряжения на дросселе 2 будет ничтожно и через место сварки будет протекать наибольший ток.
Начиная с этого момента, конденсатор 5, питаясь через выпрямители 3 и 4, будет заряжаться и при некотором заряде прервет ток вторичной цепи дросселя 2. Реактивное падение напряжения дросселя 2 возрастет, и ток в сварочной цепи уменьшится до величины, при которой сварка невозможна.
Якорь реле 7 отпадет и замкнет контакты 8 и 9. Конденсатор с этого момента начнет разряжаться на реостат 6. Когда конденсатор разрядится, весь процесс повторится снова.
Из изложенного следует, что предлагаемое устройство позволяет автоматически регулировать процесс сварки. Так как заряд конденсатора зависит от силы тока, протекающего через сварочную цепь, то время зарядки конденсатора зависит от количества электричества, проходящего через место сварки, а следовательно, и от количества сварочного тепла. Изменяя емкость конденсатора 5, можно изменять время сварки, время же разрядки конденсатора, а значит и время паузы будет зависеть от величины сопротивления реостата 6, регулируя которое можно изменить время паузы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Мощный усилитель звуковой частоты | 1939 |
|
SU71334A3 |
| Автоматическое зарядно-тренировочное устройство | 1981 |
|
SU974466A1 |
| Игнитронное устройство для питания сварочного трансформатора машины для контактной электросварки | 1951 |
|
SU94496A1 |
| Устройство для автоматической сварки под слоем флюса | 1945 |
|
SU68226A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Устройство для автоматического включения сварочной цепи | 1960 |
|
SU133543A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2008 |
|
RU2371890C1 |
(11)54447
(13)A1
(19)SU
(51)B23K 11/24 20060101AFI20051101RHRU
(21)12111
(22)16.11.1937
(45)31.01.1939
(72)Зимин В.К.
(54)УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ
