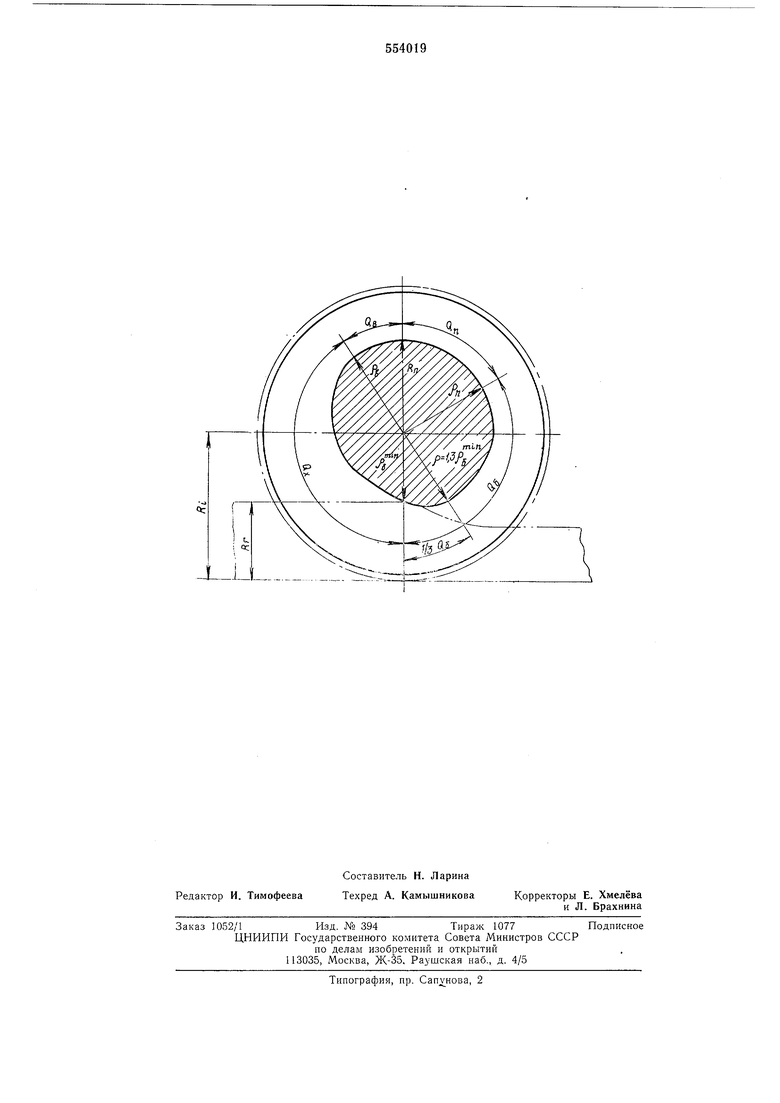
На чертеже представлен валок -пилигримового стана в поперечном сечении.
Валок пилигримового стана содержит по окружности бочки валка ручей круглого поперечного сечения с выпусками (на чертеже не указаны). Длина ручья составлена из последовательно расположенных бойка QQ, полирующего участка Qn, переходного QB и холостого QX участков.
Боек образован радиусом гребня валка рб увеличивающейся величины от начала его к концу, а полирующий участок имеет постоянный радиус гребня рп валка и постоянную величину выпусков. Выпуски поперечного сечения бойка на одной трети его протяженности выполнены постоянной величины, равной величине выпусков в начальной его части, а на остальной 2/3 части бойка выпуски плавно уменьшаются до значения выпусков полирующего участка.
Радиус гребня валка в конце участка с постоянной величиной выпусков составляет 1,3 радиуса гребня рб его начала.
Начальный минимальный радиус гребня валка бойка определяется как разность между идеальным радиусом и максимальным радиусом задаваемой гильзы.
Одна треть протяженности бойка служит для захвата заготовок разного диаметра.
При прокатке заготовок максимального диаметра эта часть бойка в деформации участвует полностью, при этом начало контакта заготовки с бойком осуществляется по минимальному начальному радиусу гребня бойка.
Если прокатывают заготовки диаметром, меньшим максимального, то в деформации участвует рабочий угол бойка промежуточной величины и начальный минимальный радиус находится в диапазоне между начальным радиусом гребня бойка и 1,3 его начала. Для про- катки заготовок минимального радиуса и минимальной толщины стенки начало контакта валка с заготовкой начинается с конца участка с постоянной величиной выпусков на радиусе 1,3 радиуса начала гребня бойка.
Поскольку участок бойка частично или полностью участвуют в деформации, в зависимости от диаметра прокатываемой гильзы, пределы холостого участка становятся переменными и изменяются от 150-18Г, а боек изменяется в пределах 74-110°, при этом полирующий участок находится в пределах 65-80°, а
переходной составляет 30°.
Использование предлагаемых валков обеспечивает сохранение более высоких вытяжек при увеличении толщины стенки трубы, а коэффициент расхода уменьшается, исключая потери
времени на перевалки.
Формула изобретения
Валок пилигримового стана, содержащий по окружности бочки ручей круглого поперечного
сечения с выпусками, длина которого составлена из последовательно расположенных бойка, образованного радиусом требня валка, увеличивающейся величины, полирующего участка, имеющего постоянный радиус гребня валка,
переходного и холостого участков, отличающийся тем, что, с целью расширения диапазона диаметров исходных заготовок и повышения тем самым производительности, выпуски поперечного сечения ручья на одной трети
протяженности бойка вьгполиены постоянными по величине и на остальной части - плавно уменьшающимися до значения выпусков полирующего участка, при этом радиус гребня валка в конце участка с постоянной величиной
выпусков составляет 1,3 радиуса гребня его начала.
Источники информации, принятые во внимание при экспертизе:
1.Данилов Ф. А. и др. «Горячая прокатка и прессование труб, изд. Металлургия, М.,
1972, с. 107-108.
2.Шевакин Ю. Ф., Глейберг А. 3. «Производство труб. Металлургия, М., 1968, с. 139- 140, 160 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2004 |
|
RU2294251C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |