(54) КОРПУС ШНЕКОВОГО ПРЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПОРНАЯ ВСТАВКА ЛОПАТКИ И УЗЕЛ ДИСКА РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2281403C2 |
| ДИСК РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2001 |
|
RU2281420C2 |
| ЗАЩИТНАЯ ПЛИТКА ДЛЯ СКРЕБКА ШНЕКОВОГО ТРАНСПОРТЕРА | 2013 |
|
RU2628785C2 |
| УЗЕЛ ТУРБОМАШИНЫ И СПОСОБЫ ЕГО СБОРКИ И РАЗБОРКИ | 2014 |
|
RU2669117C2 |
| РОТОР СО СМЕННЫМИ ЛОПАТКАМИ ДЛЯ УДАРНО-ЦЕНТРОБЕЖНОГО МЕХАНИЗМА | 2006 |
|
RU2336949C1 |
| СКРЕБОК ДЛЯ ЦЕПНОГО СКРЕБКОВОГО КОНВЕЙЕРА | 2010 |
|
RU2541288C2 |
| РОТОРНЫЙ УЗЕЛ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2439337C2 |
| ПОДОШВА ОБУВИ | 1992 |
|
RU2037312C1 |
| МОДУЛЬНАЯ КАМЕРА СЖАТИЯ | 2016 |
|
RU2715294C2 |
| ХОЛОДИЛЬНАЯ ПЛИТА ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2009 |
|
RU2482192C2 |
Изобретение касается переработки различных материалов в пшековых прессах.
Известны 1Ш1ековые прессы, содержаише корпус, шнеконые отверстия которых облицованы износостойким материалом, имеющим вид тонкостенных втулок или покрытий 1 и 2.
Недостатками таких корпусов являются трудность выполнения облицовки для крупногабаритных прессов, а также ограниченность материалов, пригодных для выпо;п1ения покрытий и тонкостенных втулок.
Отличительной особенностью предлагаемого корпуса является то, что на поверхности шнековых отверстий корпуса по всей окружности выполнены фигурные пазы, а облицовка - в виде жестко смонтированных в этих пазах вставок, при зтом пазы могут иметь постоянное по всей поперечное сечение и могут быть выполнены параллельно, спирально или тангенциально относительно оси ц некового отверстия, а вставки устананливаются заподлицо со шнековым отверстием или выступают из пазов и соприкасаются с другой боковыми торцами.
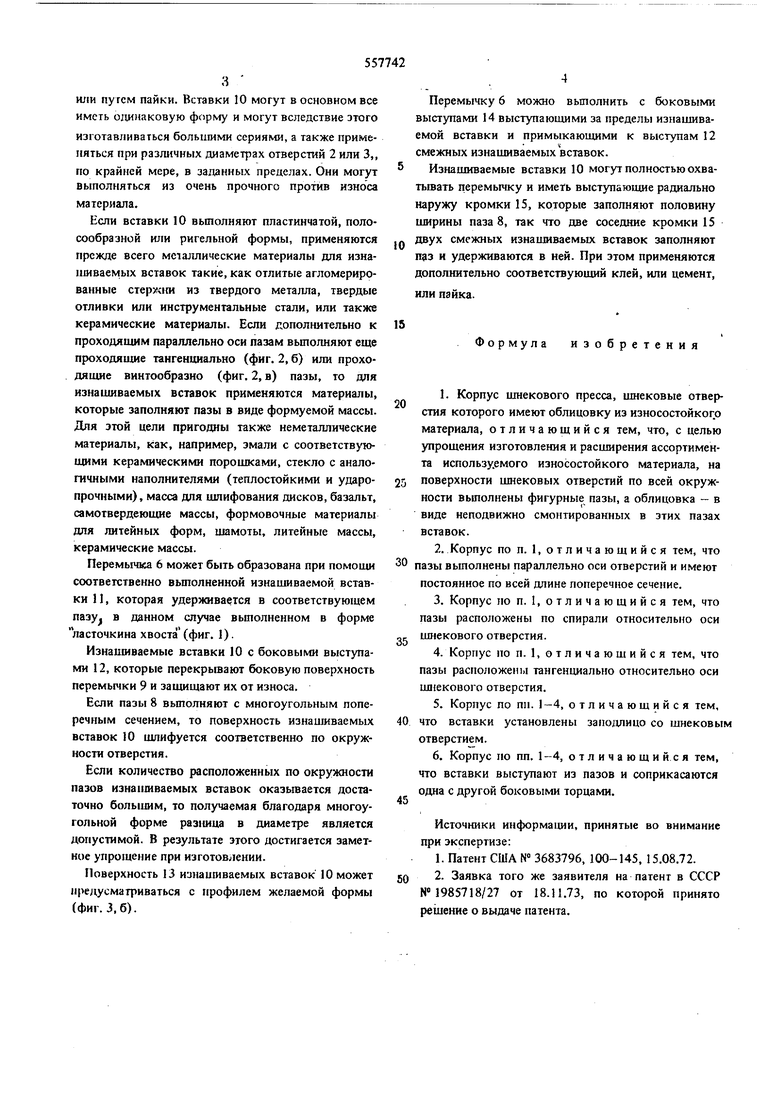
На фиг. I пока.1ан двухишековый корпус с облицовкой в виде вставок, поперечное сечение; на фиг. 2 а, б, в - развертки участков поверхности шнековых отверстий с тремя вариантами конфигурации и расположения вставок; а на
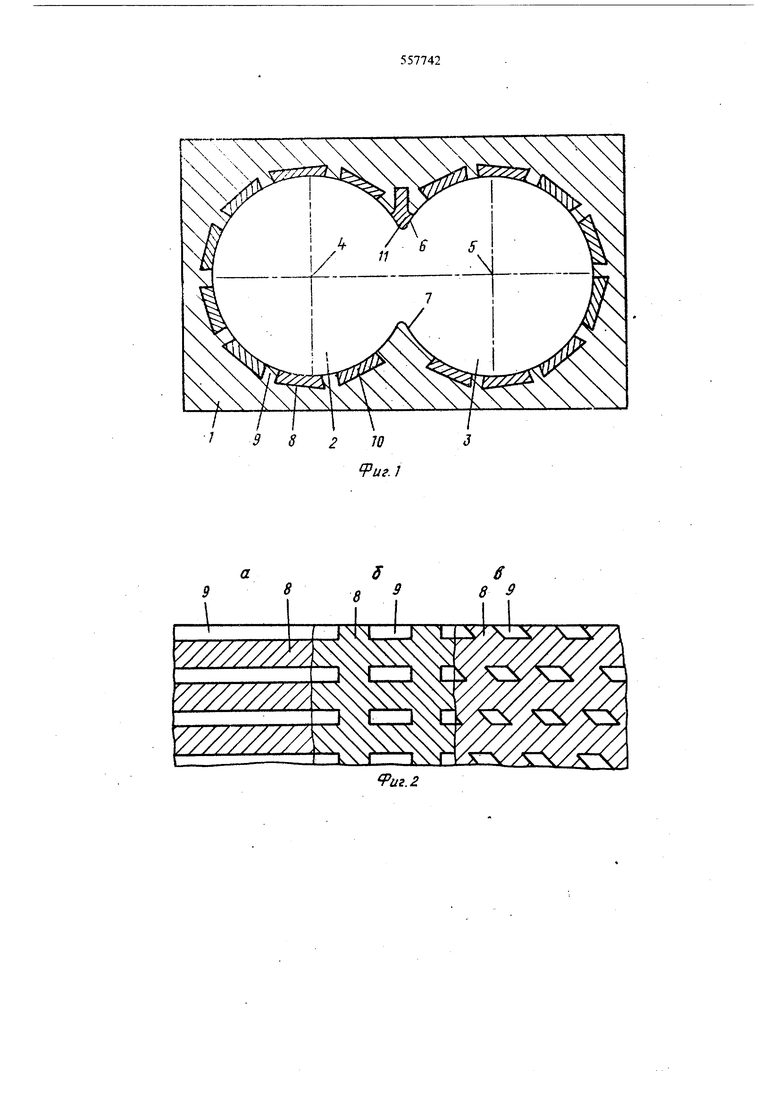
фиг. 3, а, б, в, г - сечения участков корпуса ишекового пресса с различными конфигурациями вставок.
Корпус 1 iinieKOBoro пресса имеет, например, дза шнековых отверстия 2 и 3, расстояние между осями 4 и 5 которых меньтле их диаметра. При йересечении отверстий 2 и 3 образуются перемычки 6 и 7. На поверхности ншековых отверстий 2 и 3 выполйены параллельно оси пазы 8, имеющие, например сечение ласточкиного хвоста. Пазы отделены друг от друга перемычками 9 щирина которых меньше щириНЬ1 пазов 8.
В пазы 8 вставляются пластинчатые, полосообразные или в форме ригелей изнаишваемые вставки 10 с профилем поперечного сечения, соответствующим профилю поперечного сечения пазов 8. Они закреплены или благодаря форме ласточкиного хвоста, или благодаря применению соответствуютнего клея.
или путем пайки. Вставки 10 могут в основном все иметь одинаковую форму и могут вследствие этого изготавливаться большими сериями, а также применяться при различных диаметрах отверстий 2 или 3,, по крайней мере, в заданных пределах. Они могут выполняться из очень прочного против износа
материала.
Если вставкк 10 вьтолнягот пластинчатой, полосообразной или ригельной формы, применяются прежде всего металлические материалы для изнашиваемых вставок такие, как отлитые агломерированные стерхош из твердого металла, твердые отливки или инструментальные стали, или также керамические материалы. Если дополнительно к проходящим параллельно оси пазам вьшолняют еще проходящие тангенциально (фиг. 2, б) или проходящие винтообразно (фиг. 2, в) пазы, то для изнащиваемых вставок применяются материалы, которые заполняют пазы в виде формуемой массы. Для этой цели пригодны также неметаллические материалы, как, например, змали с соответствующими керамическими порощками, стекло с аналогичными наполнителями (теплостойкими и ударопрочными), масса для щлифования дасков, базальт, самотвердеющие массы, формовочные материалы для литейных форм, шамоты, литейные массы, керамические массы.
Перемычка 6 может быть образована при помощи соответственно вьшолиениой изнащиваемой вставки П, которая удерживается в соответствующем пазу в данном случае выполненном в форме ласточкина хвоста (фиг. 1).
Изнаишваемые вставки 10 с боковыми выступами 12, которые перекрывают боковую поверхность перемычки 9 и защищают их от износа.
Если пазы 8 вьтолняют с многоугольным поперечным сечением, то поверхность изнащиваемых вставок 10 щлифуется соответственно по окружности отверстия.
Если количество расположенных по окружности пазов изнапшваемых вставок оказывается достаточно большим, то получаемая благодаря многоугольной форме разница в диаметре является допустимой. В результате этого достигается заметное упрощение при изготовлении.
Поверхность 13 ишиашваемых вставок 10 может предусматриваться с профилем желаемой формы (фиг. 3,6).
Перемычку 6 можно выполнить с боковыми выступами 14 выступающими за пределы изнашиваемой вставки и примыкающими к выступам 12 смежных изнащиваемых вставок.
Изнащиваемые вставки 10 могут полностью охватывать перемычку и иметь выступающие радиально наружу кромки 15, которые заполняют половину щирины паза 8, так что две соседние кромки 15 двух смежных изнащиваемых вставок заполняют П93 и удерживаются в ней. При этом применяются дополнительно соответствующий клей, или цемент,
или пайка.
Формула изобретения
постоянное по всей длине поперечное сечение.
5
0 что вставки установлены заподлицо со шнековым отверстием.
5
Источники информации, принятые во внимание при экспертизе:
0 N4985718/27 от 18.11.73, по которой принято peiueHHe о выдаче патента.
}s g a
7/////////
y/////////,
Риг. 2
S.
12
9 11
8
ие.З
