I
Изобретение относится к области металлургии, а именно к способам определения толщины футеровки тепловых агрегатов, например сталеплавительных печей, в процессе их эксплуатации. Оно также может использовано для измерения степени износа футеровки тепловых агрегатов, применяемых в керамической, сроительной и химической отраслях промышленности.
Известен способ измерения толщины футеровки тепловых агрегатов , в частности сталеплавительных печей, в процессе их службы путем закладывания в определенных точках по толщине футеровки ампул с радисйктивным веществом и определения интенсивности исвшзирующего излучения при помощи детектора, установленного на поверхности футеровки, либо определения радиоактивности в пробах металла или щлака 1.
По этому способу по мере износа футеровки происходит выпадение ампул с радиоактивным веществом во внутреннюю часть печи, что вызывает уменьщение интенсивности ионизирующего излучения на поверхности футеровки и
появление радиоактивности в пробах металла или шлака. Это позволяет определять степень износа футеровки..
Недостатком этого способа является загрязнение металла или шлака радиоактивным веществом, что приводит к постоянному облучению обслз я ивающего персонала.
Л
Кроме того этим способом можно определять степень износа фзггеровки лишь в местах расположения ампул, а толщину остальных участков футеровки измерить невозможно.
Другим недостапсом известного способа является невысокая точность измерения толщины футеровки и вследствие диффузии ра5диоактивного вещества из ампул в материал футеровки при высоких температурах.
Эти недостатки отсзтгствуют в способе из.мерения толщины футеровки тепловых агретатов путем облучения футеровки источником
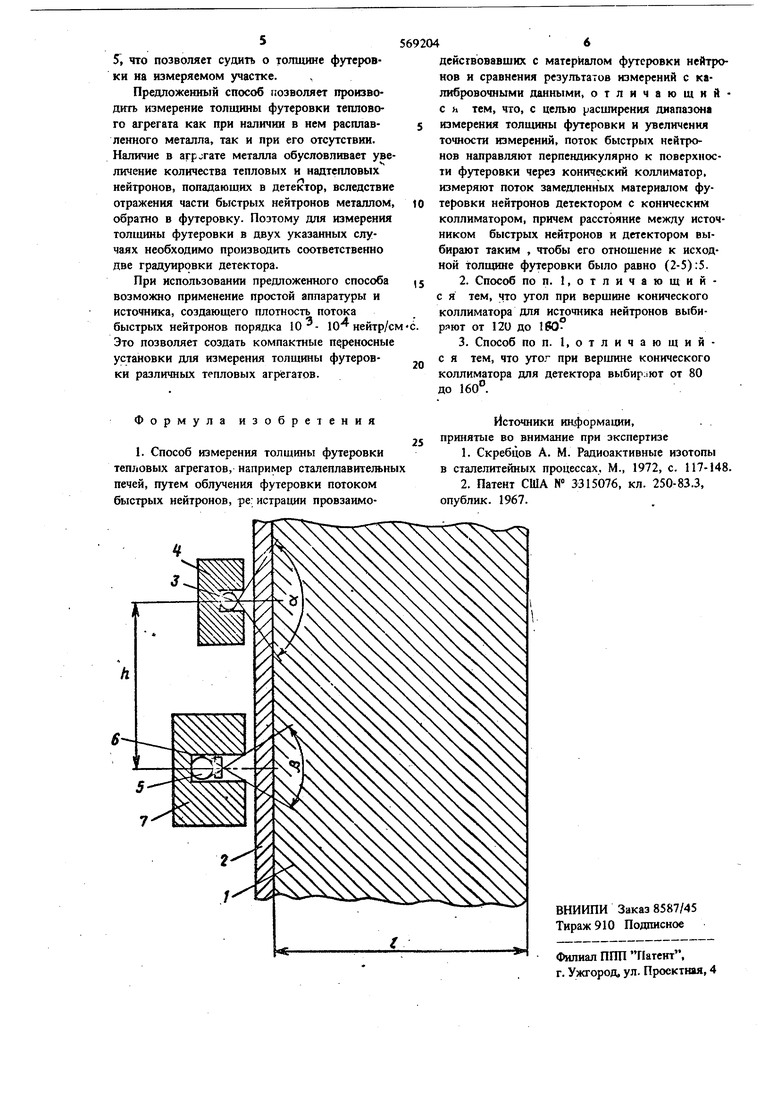
f быстрых нейтронов и определения интенсивности потока отраженного материалом футеровки ионизирующего излучения при помощи детектора; при этом толщину футеровки определягот по интенсивности потока возникающего радиоационного излучения 2. Одннм из недостатков такого способа является то, что проходящее сквозь футеровку к детектору -излучение в значительной мере погдощается материалом футеровки. Это не дает возможности измерения футеровки большой толщины и обуславливает низкую . точность измерения. Для достижения достаточной точности измерения необходим источник нейтронов большой активности, создающий на поверхности футбровки плотность потока нейтронов 10 - 10 нейтр/см, что ведет к усложнению оборудования и необходимости применения громоздких защитных экранов. Кроме того, для измерения/Jf-излучения в заданных интервалах энергии необходимы ампл тудный анализатор и спектрометрический -де тектор, для надежной работы которого необходимо поддерЖ1шать определенную температуру, что представляет сложную задачу при размещении ЗГ-детектора на поверхности футеровки. Цель изобретения - расщирение диапазона измерения толщины футеровок и увеличение точности измерений. Это достигается тем, что по предлагаемому способу iiOTOK быстрых нейтронов направляют перпендикулярно к поверхности футеровки через конический коллиматор, измеряют поток замедленных материалом футеровки нейтронов детектором с коническим коллиматором, причем расстояние между источником быстрых нейтронов и детектором выбирают таким, чтоб его отношение к толщине футеровки было (2-5) :5. Угол при верщине конических коллиматоров выбирают от 120 до 160 для источника нейтронов и от 80 до детектора. В огнеупорных материалах, содержащих та кие элементы, как магний, алюминий, кремний хром, цирконий и кислород, ядра которых обладают небольшим сечением захвата нейтронов разлшшых энергий, проникающая способность нейтронов значительно больше проникающей способности тр -квантов. Это позволяет проводить юмерения футеровок большой толщины с высокой точностью при плотности потока быстрых нейтронов 10 - 10 нейтр/см с Ограничение пучка быстрых нейтронов телесным углом от 120 до 160° и потока нейтр нов, входящих в детектор, углом от 80 до 16 обеспечивает оптимальную зависимость количес тва попадающих в детектор тепловых и надтепловых нейтронов от изменения толщины футеровки в процессе износа и, тем самым, высокую точность измерения. Увеличение этих углов больше указанных значений приводит к уменьшению общего числа поступающих в детектор нейтронов и к увеличению погрешности при измерении. Отнощение расстояния между источником быстрых нейтронов и детектором к первоначальной толщине футеровки, равное (2-5) :5, обеспечивает необходимую точность измерения футеровки обычной для тепловых агрегатов толщины. Чрезмерное увеличение этого отношения ведет к снижению точности измерения за счет увеличения среднего пути прохождения нейтр(ша в футеровке и уменьшения вследствие того энергии значительного количества нейтронов ниже тепловой, которые поэтому не регистрируются детектором. С другой стороны, при слишком малом расстоянии между источником быстрых нейтронов и детектором быстрые нейтроны, вследствие уменьшения среднего пути их прохождения в футеровке, не замедляются до тепловых и надтепловых энергий и также не регистрируются детектором., На чертеже представлена схема измерения толщины футеровки по предлагаемому способу. Облучение огнеупорной футеровки 1, заключенной в металлический кожух 2 теплового агрегата, осуществляют потоком быстрых не рбнов, испускаемых источником 3, который помещен в контейнер 4 из композиционного мате1 иала, обеспечивающего поглощение быстрых нейтронов. Коллимационное отверстие контейнера 4 обеспечивает направление пучка нейтронов, расходящегося в телесном угле oL, равным 120 , перпендикулярно к поверхности футеровки. Для создания потока быстрых нейтронов 0,5 «10 нейтр/см .с используют полонийбериллиевый источник с потоком нейтронов 5 10 нейтр/с. Средняя энергия нейтронов такого источника составляет 4,3 МзВ. Интенсивность потока тепловых и надтепловых нейтронов, образующихся в результате замедления быстрых нейтронов материалом футеровки 1, измеряют детектором 5, включающим счетчик нейтронов типа СНМ-16 и дополнительный замедлитель 6 надтепловых нейтронов до тепловых. Детектор 5 помещен в кожух 7, вьшолненный из материала поглощающего медленные нейтроны. Коллимационное отверстие кожуха обеспечивает поступление в детектор 5 потока тепловых и надтепловых нейтронов в телесном угле , равным 60 В этом примере расстояние h между источником 3 и детектором 5 равно 30 см, а исходная максимальная толщина t футеровки 1. равна 45 см. В процессе службы теплового агрегата толщина футеровки вследствие ее юноса постепенно уменьшается и соответственно уменьшается количество тепловых и надтепловых нейтронов, регистрируемых детектором
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины футеровки теплового агрегата | 1977 |
|
SU900678A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОДЕРЖИМОГО КОНТЕЙНЕРОВ | 2005 |
|
RU2297623C1 |
| СПОСОБ ГАММА-КАРОТАЖА СКВАЖИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2377610C1 |
| ИМПУЛЬСНЫЙ НЕЙТРОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ВЛАЖНОСТИ МАТЕРИАЛОВ | 2015 |
|
RU2582901C1 |
| Способ определения сечений нейтрон- нейтронного взаимодействия | 1975 |
|
SU549023A1 |
| Способ обнаружения и определения параметров фрагментов ядерного топлива в кладке остановленного уран-графитового реактора | 2017 |
|
RU2649656C1 |
| Способ определения минерализации пластовой жидкости в обсаженных нефтегазовых скважинах на основе стационарных нейтронных методов | 2018 |
|
RU2693102C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБЪЕМНОГО РАСПРЕДЕЛЕНИЯ ЯДЕРНОГО ТОПЛИВА В КЛАДКЕ ОСТАНОВЛЕННОГО УРАН-ГРАФИТОВОГО РЕАКТОРА | 2023 |
|
RU2811570C1 |
| Нейтронный влагомер | 1988 |
|
SU1556328A1 |
| Способ определения концентраций фтора вРудАХ пО СКВАжиНАМ | 1966 |
|
SU686516A1 |
