Диаметр огравичивающей |Паверхности 9 кольцевого .паза 3 со стороны внешних частей лобовых обмоток статора соответствует заданным размерам последних.
Формообразующее устройство работает следующим образом.
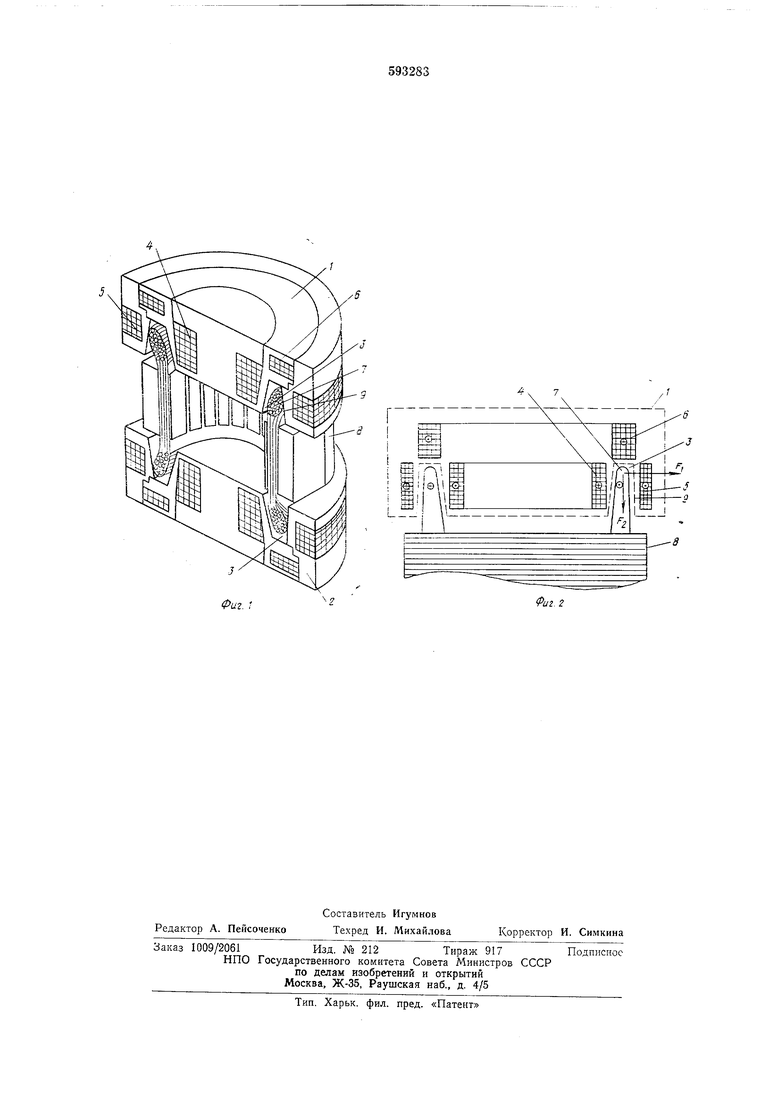
Обе ПОЛОВИНЫ устройства осевым перемещением :паКладываются на лобовые части 7 обмоток так, чтобы лобовые части размещались в кольцевых пазах 3. Под действием механического усилия обе половины /каркаса сближаются до их упора в пакет статора. При этом происходит механическое осаживадие лобовых частей по высоте и сов местная фиксация половин каркаса и пакета статора. Витки лобовых частей в радиальном направлении свободно размещаются в кольцевых пазах 3.
Выводные концы обмотки статора и обмоТО.К формообразующего устройства подключаются к генератору импульсных токов пар:аллельно с соблюдением указанной полярности.
Ввиду того, что объем паза 3 значительно больше суммаряого объема проводников лобовых частей, разместивш;ИХСЯ в нем, проводлики, иЗМвшш высоту, свободно располагаются в пазу 3, пе испытывая на себе действия сжимающих сил, как в случае, если бы формование лобовых частей производилось механическим способом.
Затем подают ток через обмопки статора и устройства, которые подключены к генератору импульсных таков, где возникают электродпнамические силы FI п FZ (см. фиг. 2), действующие на проводпвки лобовых частей обмотки статора. Сила FI отжимает проводНИ1КИ лобовых частей в радиальном направлении, т. е. стремится увеличить диаметр лобовых частей. Сила же F2 стремится уменьшить высоту лобовых частей.
При перемещении проводинков лобовых частей :в радиальном иаправлениИ последние
упираются в noBepxiHOCTb 9 кольцевого паза, которая определяет иаруж1ный диаметр лобрвых частей после Магнитно-импульсной формовки их. Для окончательного формова«ия лобовых частей достаточно одного разряда конденсаторной батареи генератора импульсных токов.
Эти этапы формообразования совершают за одну операцию, за один цикл работы формообразующего устройства.
Предлагаемое устройство обеспечивает высокую точность формы и размеров лобовых частей обмоток статора, а приложение электродинамических сил прл окончательном придании лобовым частям формы и размеров к каждому проводнику в отдельности обеспечивает уменьшение числа межвиткавых замыканий, что позволяет уменьшить брак при пов режденпях изоляции обмотки.
Формула изобретения
Устройство для формообразования лобовых частей обмоткп электрических машин, содержащее два формующих элемента, установленных с возможностью осевого перемещения, на внутренних торцовых поверхностях которых выполнены кольцевые пазы для размещения лобовых частей обмоток, о т л и ч аю щ е е с я тем, что, с целью повышения качества изготавливаемых электрических машин, каждый формуюший элем-ент выполнен с кольцевыми канавками, расположенными на его торцовой, наружной и внутренней поверхностях вокруг кольцевого паза, и снабжен кольцевыми катушками, размещенными в этих канавках.
Источники информации, принятые во внимание при экспертизе:
1.Патент США N° 3407482, кл. 29-596, 1968.
2.Авторское свидетельство СССР oVa 472425, кл. Н 02 К 15/06, 1973.
7
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОЭЛЕКТРИЧЕСКИЙ ОБРАЩЕННЫЙ ВЕТРОГЕНЕРАТОР | 2006 |
|
RU2331792C2 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Импульсный генератор для намагничивающей установки (варианты) | 2017 |
|
RU2656883C1 |
| МАГНИТОТЕРАПЕВТИЧЕСКАЯ УСТАНОВКА | 1992 |
|
RU2033205C1 |
| ИМПУЛЬСНЫЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2001 |
|
RU2256278C2 |
| ДИСКОВАЯ АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2024 |
|
RU2834619C1 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
| КОЛЬЦЕВОЙ МОТОР | 2008 |
|
RU2452578C2 |
| БЕСЩЕТОЧНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2000 |
|
RU2170487C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2015 |
|
RU2674438C1 |