1
Изобретение относится к оборудованию для получения соединений термокомпрессионной сваркой и пайкой и может быть использовано в приборостроении и электронной технике. Областью преимущественного использования является техника электронных приборов СВЧ и в частности техника приборов с бегущей волной М-тппа, использующих замедляющую систему (ЗС) типа «меандровая линия над проводящей поверхностью 1.
Создание механически прочного узла ЗС заданных геометрических размеров представляет сложную задачу.
Наиболее близким к изобретению техническим рещеннем является устройство для изготовления замедляющих систем типа «меандровая линия над проводящей поверхностью, содержащее протяженные элементы с гребенчатой структурой и скрепляющий их элемент 2. Однако это устройство пригодно для изготовления ЗС только методом пайки твердыми припоями. Для изготовления ЗС наиболее перспективным термокомпрессионным способом оно непригодно, так как при его использовании в процессе интенсивного сжатия происходит неуправляемое изменение геометрии ЗС.
Целью изобретения является обеспечение возможности изготовления системы методом термокомпрессионной сварки.
С этой целью скрепляющий элемент вынолнсп в виде плиты с продольным пазом и поперечными выступами, расположенными вн,три него периодически вдоль оси.
Кроме того, щирина продольного паза равна ширине меандровой линии, а выступы расположены с периодом, равным щагу меандровой линии, на расстоянии друг от друга, равном щирине проводника меапдровой линии.
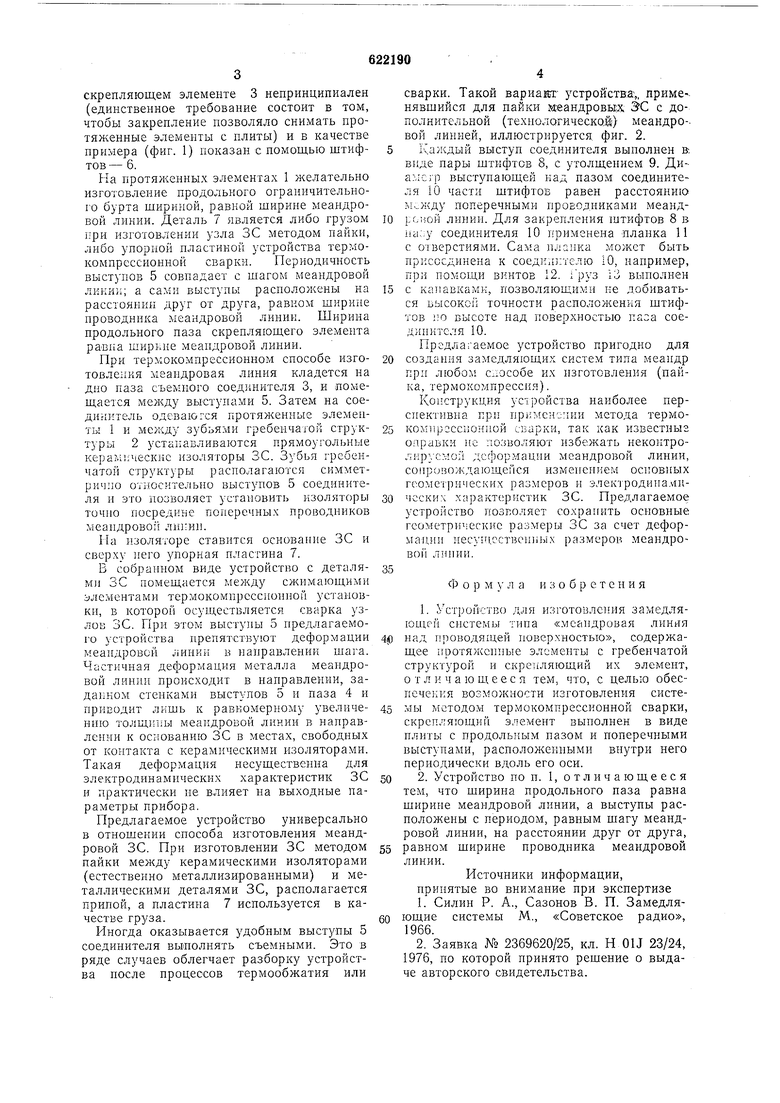
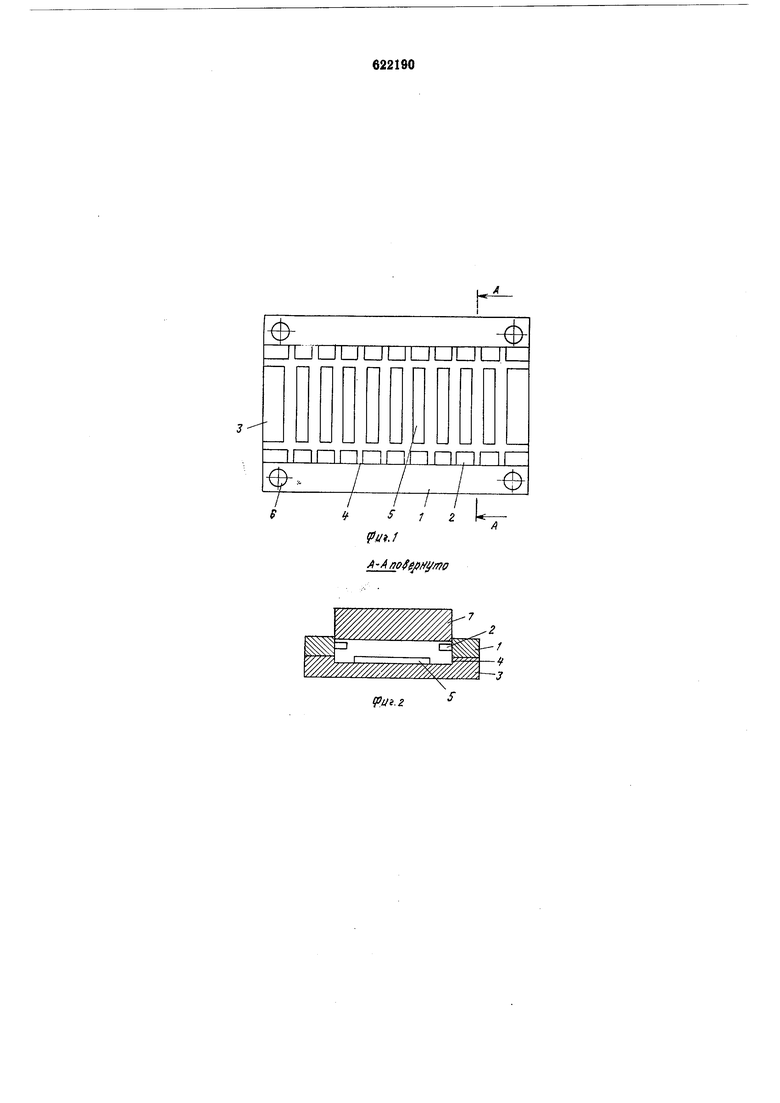
На фиг. 1 схематически показана конструкция предлагаемого устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-вариант устройства с дополнительной технологической меандровой линией методом пайки; на фиг. 4 - разрез Б-Б на фиг. 3.
Протяженные элементы 1 с гребенчатой структурой 2 предпазначены для фиксирования прямоугольных керамических изоляторов ЗС при термокомпрессионной сварке или пайке. Скрепляющий элемепт (соединитель) 3 выполнен в виде плиты с пазом (на фиг. 1 показана боковая стенка 4 паза) и выступами 5 внутри него. Способ закрепления протяженных элементов 1 на
скрепляющем элементе 3 непринципиален (единственное требование состоит в том, чтобы закрепление позволяло снимать протяженные элементы с плиты) и в качестве примера (фиг. 1) показан с помощью штифтов - 6.
На протяженных элементах 1 желательно изготовление продольного ограничительного бурта шириной, равной ширине меандровой линии. Деталь 7 является либо грззом при изготовлении узла ЗС методом пайки, либо упорной пластиной устройства термокомпрессионной сварки. Периодичность выступов 5 совпадает с шагом меандровой лини;:; а сами выступы расположены на расстоянии друг от друга, равном ширине проводннка меандровой линии. Ширина продольного паза скрепляющего элемента равна ширине меапдровой линии.
При термокомпрессионном способе изготовления меандровак линия кладется на дно паза съемного соединителя 3, и помещается между выступами 5. Затем на соединитель одеваются протяженные элементы 1 н между зубьями гребенчатой структуры 2 устанавливаются прямоугольные керамические изоляторы ЗС. Зубья гребенчатой структуры располагаются симметрично относительно выступов 5 соединителя и это позволяет установить изоляторы точио посредине поперечных проводников меандровой ли1;ин.
Па изоляторе ставится основание ЗС и сверху него упорная пластина 7.
Б собранном виде устройство с деталями ЗС помещается между сжимающими элементами термокомнрессионной установки, в которой осуществляется сварка узлов ЗС. При этом высту ы 5 предлагаемого устройства препятствуют деформации меаидровой лииии в нанравленик шага. Частичная деформация металла меандровой линии происходит в паправлепии, заданном стеиками выступов 5 и паза 4 и приводит лишь к равномерному увеличению толщины меандровой линии в направлении к основанию ЗС в местах, свободных от контакта с керамическими изоляторами. Такая деформация несущественна для электродинамических характеристик ЗС и практически не влияет на выходные параметры прибора.
Предлагаемое устройство универсально в отношении способа изготовления меандровой ЗС. При изготовлении ЗС методом пайки между керамическими изоляторами (естественно металлизированными) и металлическими деталями ЗС, располагается припой, а пластина 7 используется в качестве груза.
Пногда оказывается удобным выступы 5 соединителя выполнять съемными. Это в ряде случаев облегчает разборку устройства иосле процессов термообжатия или
сварки. Такой вариаш;- устройства,, применявшийся для пайки меандровых ЗС с дополнительной (технологической) меандре-, вой линией, иллюстрируется фиг. 2. 5 1Саждый выступ соединителя выполнен ввиде пары штифтов 8, с утолщепием 9. Диамсгр выстуиающей над пазом соединителя 10 части штифтов равен расстоянию м.жду поперечными нроводниками меанд10 линин. Для закрепления штифтов 8 в соединителя 10 применена планка И с отверстиями. Сама планка может быть пр :сосдинена к соед1 ап;тслю 10, нанример, при помощи винтов 12. ipy3 13 выполнен
15 с канавка.-;, позволяющими не добиваться BbicoKOii точности расположения штифтов по высоте над поверхностью паза соединителя 10. Предлагаемое устройство пригодно для
20 создания замедляющих систем типа меаидр при любом способе их изготовления (пайка, термокомпрессня).
Конструкция устройства нанболее нерспективпа прн применении метода термо5 компрссснонной стзарки, так как известныг оправки ПС позволяют избежать неконтролируемой деформации меандровой линии, сопровождающейся изменением оспов 1ых геометрических размеров и электродипал1И0 чсских характеристик ЗС. Предлагаемое устройство позволяет сохрапить основные геометрические размеры ЗС за счет деформации несу1п,сственных размеров меандровой линии.
Ф о р м у л а изобретения
1. Устройство для изготовления замедляющей системы тина «мсандровая линяя
JD над проводящей поверхностью, содержащее протяженные элементы с гребенчатой структурой п скрепляющий их элемент, отличающееся тем, что, с целью обеспечения возможности изготовления системы методом термокомпрессионной сварки, скрепляюитий элемент выполнен в виде плиты с продольным пазом и поперечными выступами, расположенпыми внутри него периодически вдоль его оси.
0 2. Устройство по п. 1, отличающееся тем, что ширина продольного паза равна ширине меандровой линии, а выступы расположены с периодом, равным шагу меандровой линии, на расстоянии друг от друга,
5 равном ширине проводника меандровой линии.
Источники информации, иринятые во внимание при экспертизе
1.Силин Р. А., Сазонов В. П. Замедляющие системы М., «Советское радио,
1966.
2.Заявка № 2369620/25, кл. Н 01J 23/24, 1976, по которой принято решение о выдаче авторского свидетельства.
T IUUUUUUUUi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замедляющих систем типа "меандровая линия над проводящей поверхностью" | 1976 |
|
SU597028A1 |
| Замедляющая система электронных приборов свч | 1975 |
|
SU558325A1 |
| Меандровая замедляющая система | 1976 |
|
SU646383A1 |
| МОЩНАЯ МНОГОСЕКЦИОННАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 1976 |
|
SU592285A1 |
| ПЕРЕГОРОДКА ДЛЯ РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА | 2007 |
|
RU2394323C1 |
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА ДЛЯ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2001 |
|
RU2189660C1 |
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА ШТЫРЕВОГО ТИПА ДЛЯ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ МИЛЛИМЕТРОВОГО ДИАПАЗОНА ДЛИН ВОЛН | 2009 |
|
RU2396646C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ УЗЕЛ СЕРНО-НАТРИЕВОГО АККУМУЛЯТОРА | 1994 |
|
RU2087998C1 |
| ОСЕСИММЕТРИЧНЫЙ ИЗОЛЯТОРНЫЙ УЗЕЛ НЕЙТРОННОЙ ТРУБКИ | 2013 |
|
RU2545131C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ С ПОМЕХОПОДАВЛЯЮЩИМИ ФИЛЬТРАМИ | 2008 |
|
RU2396651C2 |
г-|пппгп/пппп
7-rr-i
f 2
Pu.l A-Ano$$fffi/mo
-/ -f
3
r
ri
uuuu
/г
ППППППППП1
82 ff 8
III/
ULJUJLJI
(риг.з В-5мЙернуто
