Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная полимерная композиция | 1979 |
|
SU837971A1 |
| Самозатухающая композиция на основе гомо- или сополимеров олефинов или их смесей | 1976 |
|
SU604859A1 |
| Электропроводящая полимерная композиция | 1978 |
|
SU883095A1 |
| Термопластичная формующаяся композиция | 1974 |
|
SU552904A3 |
| Полимерная композиция | 1979 |
|
SU817033A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2045552C1 |
| Полимерная композиция | 1978 |
|
SU765306A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ПРОФИЛЬНО-ПОГОНАЖНАЯ ДЕТАЛЬ ИЗ НЕЕ | 1992 |
|
RU2005752C1 |
| Способ получения поливинилхлоридной декоративной пленки для мебели и виниловых напольных покрытий с защитным слоем | 2022 |
|
RU2779275C1 |
| Полимерная композиция | 1976 |
|
SU617970A1 |
Возможно использование и других смесей стабилизаторов, например смеси трехосновного сульфата свннца с двухосповиым стеаратом свинца и эпоксидированным соевым маслом.
В качестве наполнителя комиозиция может содержать двуокись титана, мел.
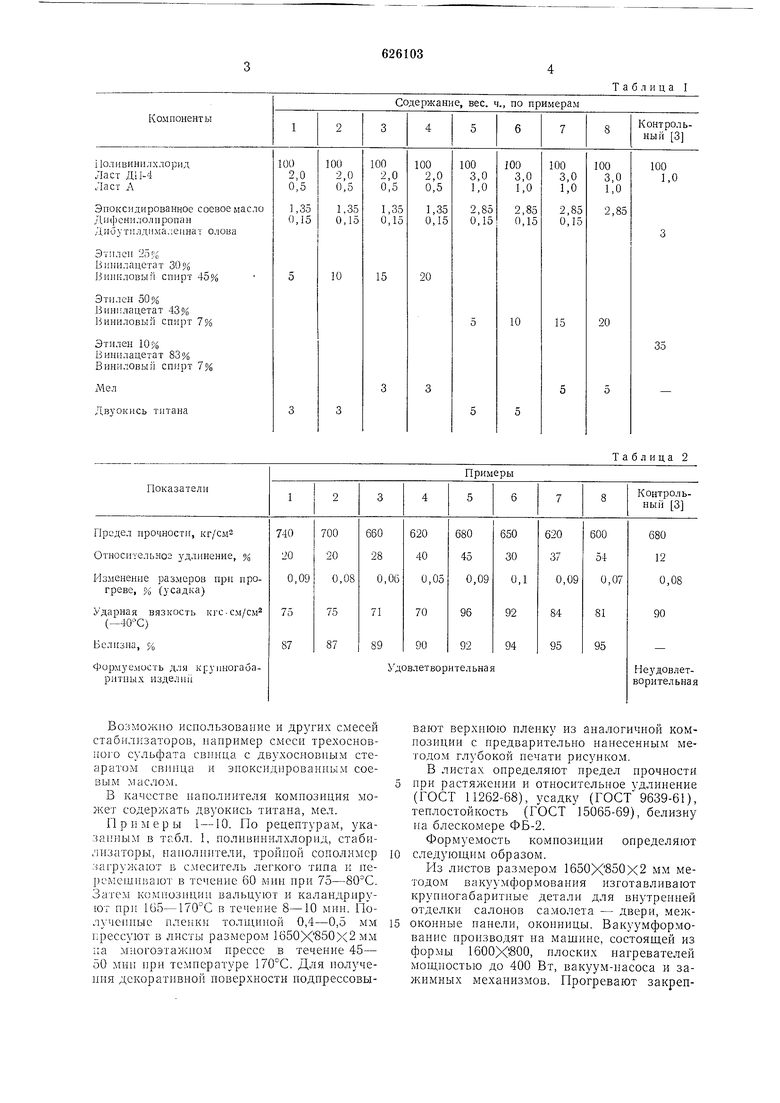
Примеры 1 -10. По рецентурам, указанным в табл. 1, ноливипилхлорид, стабилизаторы, наиолнители, тройной сополимер загружают в смеситель легкого типа и нер1 мешивают в течение 60 мин при 75-80°С. Затем композиции вальцуют и каландрируют нри 165-170°С в течение 8-10 мии. Полученные пленки толщиной 0,4-0,5 мм прессуют в листы размером 1650Х850х2 мм па многоэтажиом прессе в течение 45- 50 мин нри температуре 170°С. Для нолучеипя декоративной поверхности подпрессовыТаблица 2
вают верхнюю пленку из аналогичной композиции с иредварительио нанесенным методом глубокой нечати рисунком.
В листах определяют предел прочности
при растяжении ц относительное удлинение
(ГОСТ 11262-68), усадку (ГОСТ 9639-61),
теплостойкость (ГОСТ 15065-69), белизну
на блескомере ФБ-2.
Формуемость композиции определяют следующим образом.
Из листов размером 1650Х850х2 мм методом вакуумформования изготавливают крупногабарнтпые детали для внутренней отделки салопов самолета - двери, межокопные напели, оконннцы. Вакуумформование пронзводят на машине, состоящей из формы 1600X800, нлоских нагревателей мощностью до 400 Вт, вакуум-насоса и зажимных механизмов. Прогревают закрепленный декоративный лист до температуры 150-160°С в течение 5-6 мин, затем включают вакуум-пасос и производят формование. Через 30-40 с изделие охлаждают.
Композиция обладает удовлетворительной формуемостью, если изделие точно повторяет профиль формы, легко вынимается из нее, не имеет сквозных дыр, раковин, трещин.
Физико-механические свойства листов из композиции представлены в табл. 2.
Формула изобретения
Формовочная полимерная композиция, содержащая поливииилхлорид, стабилизатор и тройпой сополимер этилена, вннилацетата и винилового спирта, отличающаяс я тем, что, с целью возможности получения из композиции крупногабаритных изделий сложного профиля, в качестве тройного
сополимера она содержит сополимер, состоящий из 25-50 вес. % этилена, 30- 43 вес. % винилацетата и 7-45 вес. % винилового спирта, и дополнительно содержит минеральный наполнитель при следующем соотношении компонентов, вес. ч.:
Поливинилхлорид100
Стабилизатор4-7
Тройиой сополимер этилеиа, винилацетата и
винилового спирта5-20
Наполнитель3-5
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 1433, кл. 25(1) с. 121, 83, опубл. 1973.
