Прессующие устройства американских прессовых н прессавыдув-ных машин типа «IP и IPM, снабжённые плунжером, жёстко прикреплённым к штоку пресса, имеют ряд недостатке®, понижающих степень полезного использования машин. В этих устройствах центрирование затруднено, требует остановки машины и затраты времени в 3G-40 минут, так как жёсткое крепление плунжера и узкий зазор (0.-0,15 мм) между горловгзВ кольцом и плунжерны}, кольцом требуют центрирования ycipoiicTBa точно по оси горлового кольца. Практически точной устано-вки устройства ПО: оси горлового кольца не получается, зазор между горловым кольцо -: и плунжерным кольцо:л всегда выбран к одной стороне.
Вследствие смещения при установке устройства и неизбежного его сдвига во время работы машпны образуются перекосы в формуемых деталях (горло банки и т. п. изделия), при этом плунжерное кольцо и горловые кольца быстро изнашиваются. Пл:унжерное кольцо приходится сменять через 3-5 суток, горловые кольца - через 15 CVTOK. Это влечёт за собоГ; частые
простои машин и вывод их из теплового режима.
Детали, несущие горловые кольца и установочные отверстия в столе , должны выполняться в жёстких допусках, так как жёсткое крепление плунжера не соответствуюшего компенсатора на неточность Е расстояниях между пентралш отверетпй.
С.мешение и напряжённое состояние всех деталей, формующих банку, во время выпрессовывания горла способствуют образованию таких дефектов, как овал горла, насечка, скалываюшаяся подпрессовка и заусеницы.
Предлагаемое прессующее устройство к машинам подобного тниа свободно от упомянутых недостатков и илгеет ту особенность, что, с целью самоцентрирования плунжера и плунжерного кольца при прессовании, крепление несущих их деталей соответстренно к штоку пресса и к плите плунжерного кольца обеспечивают подвижность в горизонтально плоскости.
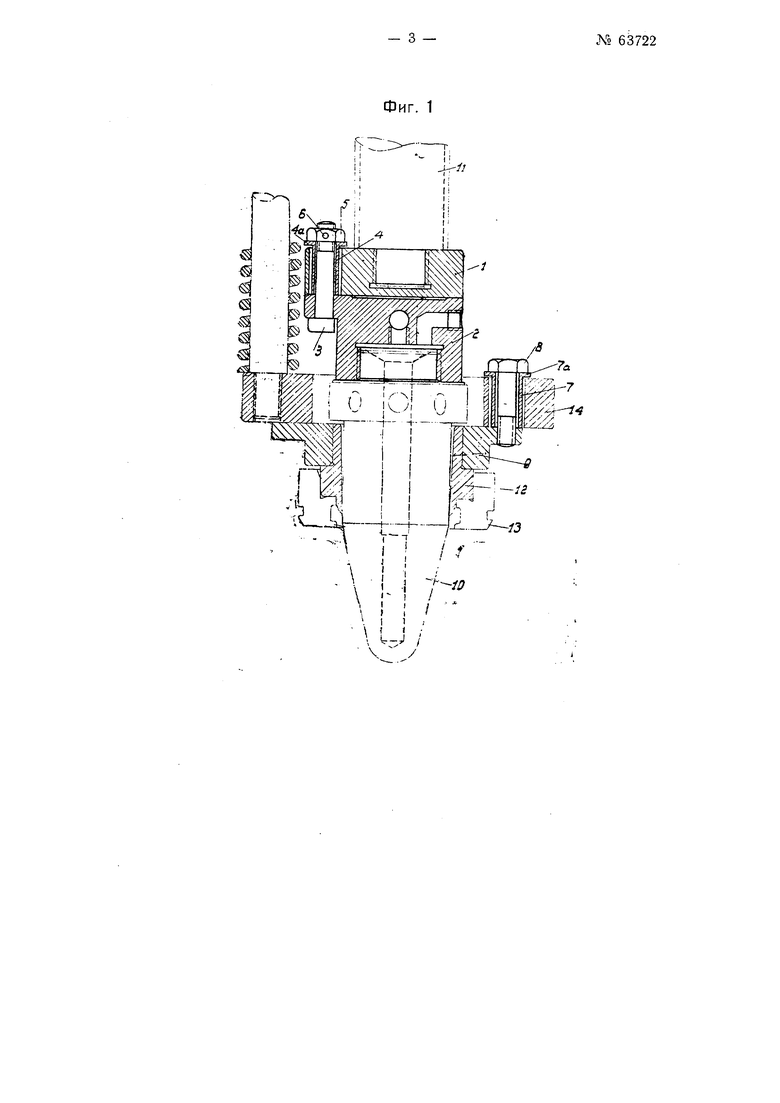
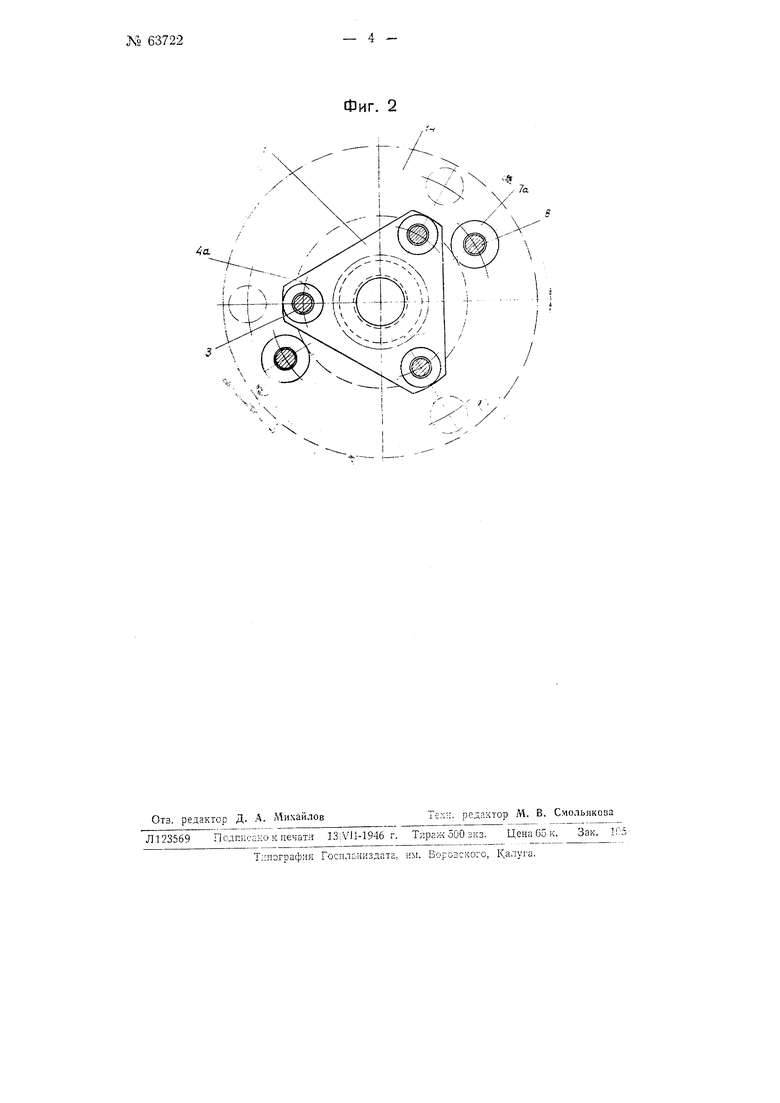
Па чертеже фиг. 1 изображает продольный разрез примерной фо: мы выполнения устройства по изобретению, а фиг. 2 - вид сверху на устройство по фиг. 1.
ГТлунжер 10 ввёрнут резьбой в несущую его деталь 2, обладающую под)В-ижностью в горизонтальной плоскости относительно головки 1 щтока 11 мащины. Деталь 2 соединена с головкой 1 тремя болтами 3 с гайками 5 и шпильками 6, пропущенными сквозь втулкИ 4, вставленные в соответствующие гнёзда головки 1 с зазором и снабжённые заплечиками 4а. Длина каждой из втулок 4 несколько превыщает толщину головки 1 для образования некоторого зазора между заплечиками 4а втзлок 4 и вер хиими кромками гнезд для втулок.
Деталь 9, несущая втулку 12 плунжерного кольца и горловое кольцо 13, укреплена подвижно в горизонтальной плоскости к плите 14 плунжерного кольца двумя болтами 8, пропущенными через 1В1тулки 7, снабжённые заплечиками 7а, образующими зазоры над верхней кромкой гнёзд в плите 14 для втулок 7.
Прессующее устройст1во описанной конструкции обеспечивает самоцентрирование плунжера 10 и плунжерного кольца даже при
сдвиге их осей на величину до 2 мм. Подвижность в горизонтальной плоскости плунжера и плунжерного кольца не вызывает в частях послелт;него напряжённой посадки и увеличивает срок их работы.
Предмет изобретения
1.Прессующее устройство прессовых и прессовыдувных мащин для изготовления стеклянных изделий, отличающееся тем, что, с целью самоцентрирования плунжера и плунжерного кольца при прессовании, несущие их детали 2 и 9 прикреплены соответственно к щтоку пресса и к плите плунжерного кольца свободно подвижными в горизонтальной плоскости.
2.Форма выполнения прессующего устройства по п. 1, отличающаяся тем, что, с целью свободного перемещения в горизонтальной плоскости, несущие плунжер и плунжерное кольцо детали укреплены с помощью болтов: 3 и 8, пущенных сквозь втулки 4 и 7, вста1В ленные в соответствующие гнёзда с зазором и снабжённые заплечиками 4а и 7а с образованием зазора над верхней кромкой гнёзд втулок.
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Головка к прессмашинам для одновременной прессовки трех стеклоизделий | 1947 |
|
SU81900A1 |
| Патрон к купорочным машинам для обжима капсюльного затвора на горловине стеклянной тары | 1937 |
|
SU56048A1 |
| ПЛУНЖЕРНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ, СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2186040C2 |
| РАЗГРУЗОЧНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2186041C2 |
| СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2250199C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ (ВАРИАНТЫ), СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2187468C2 |
| МЕХАНИЗМ РАСКРЫТИЯ И ЗАКРЫВАНИЯ ФОРМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ | 1998 |
|
RU2205159C2 |
| СЕКЦИОННАЯ МАШИНА | 1998 |
|
RU2205803C2 |
| СЕКЦИОННАЯ МАШИНА | 2001 |
|
RU2245306C2 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |