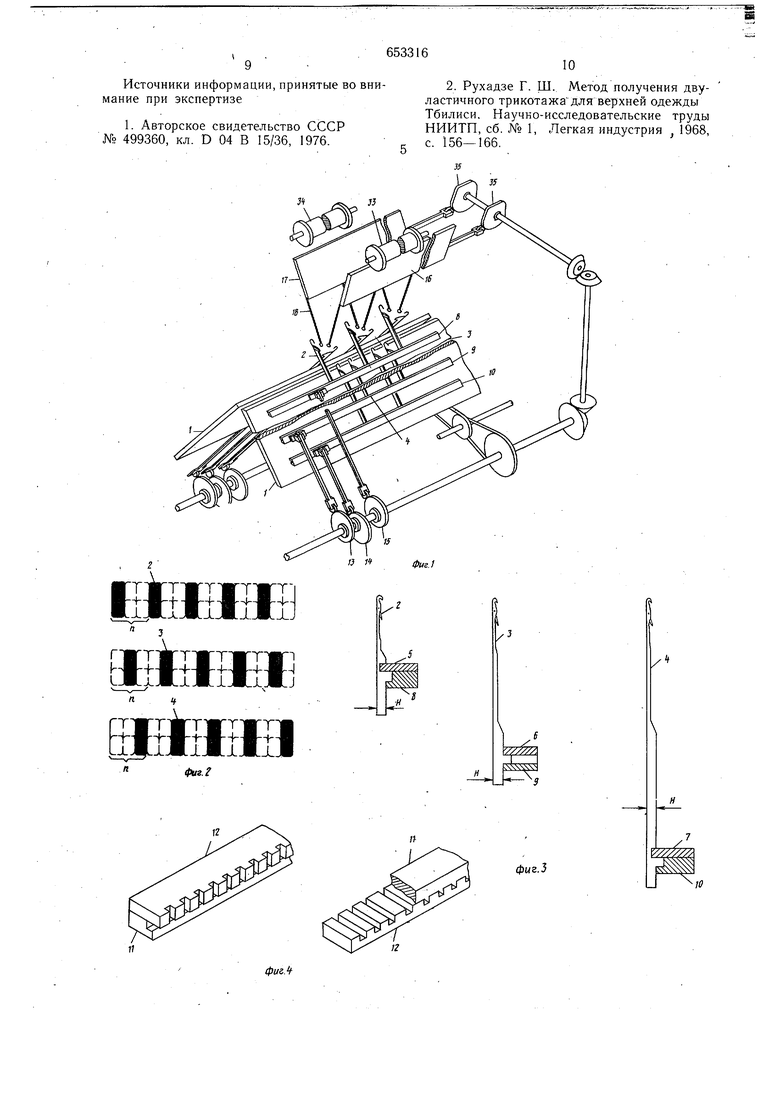
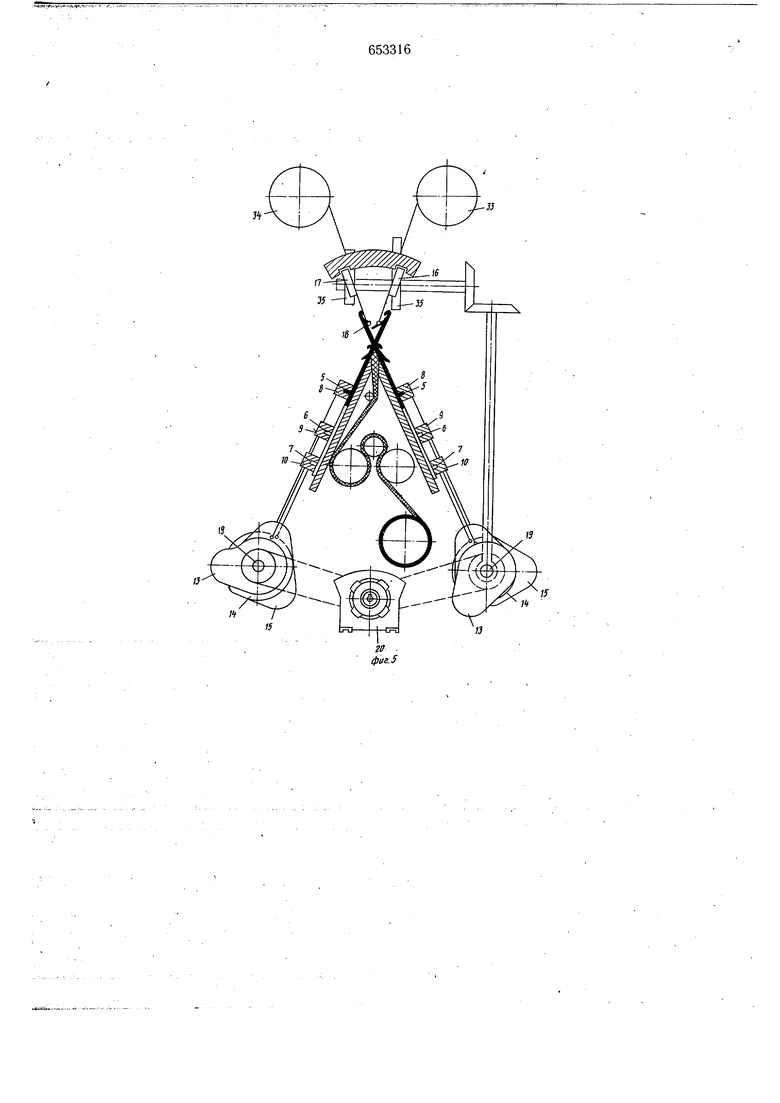
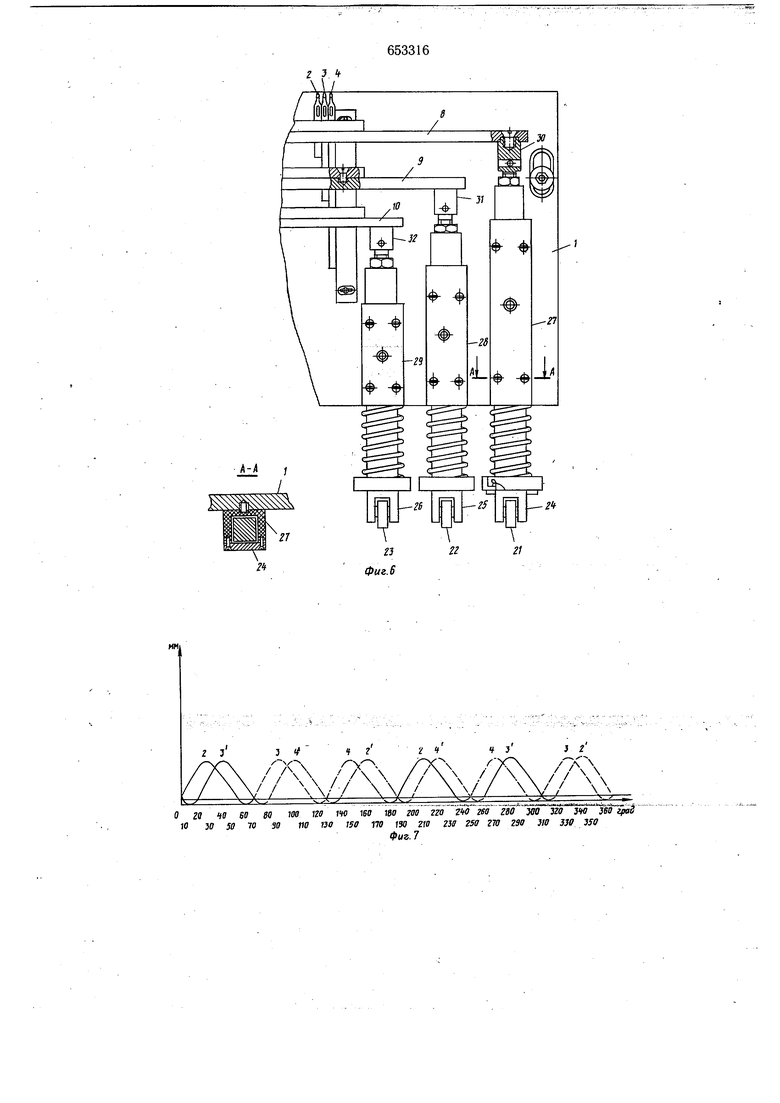
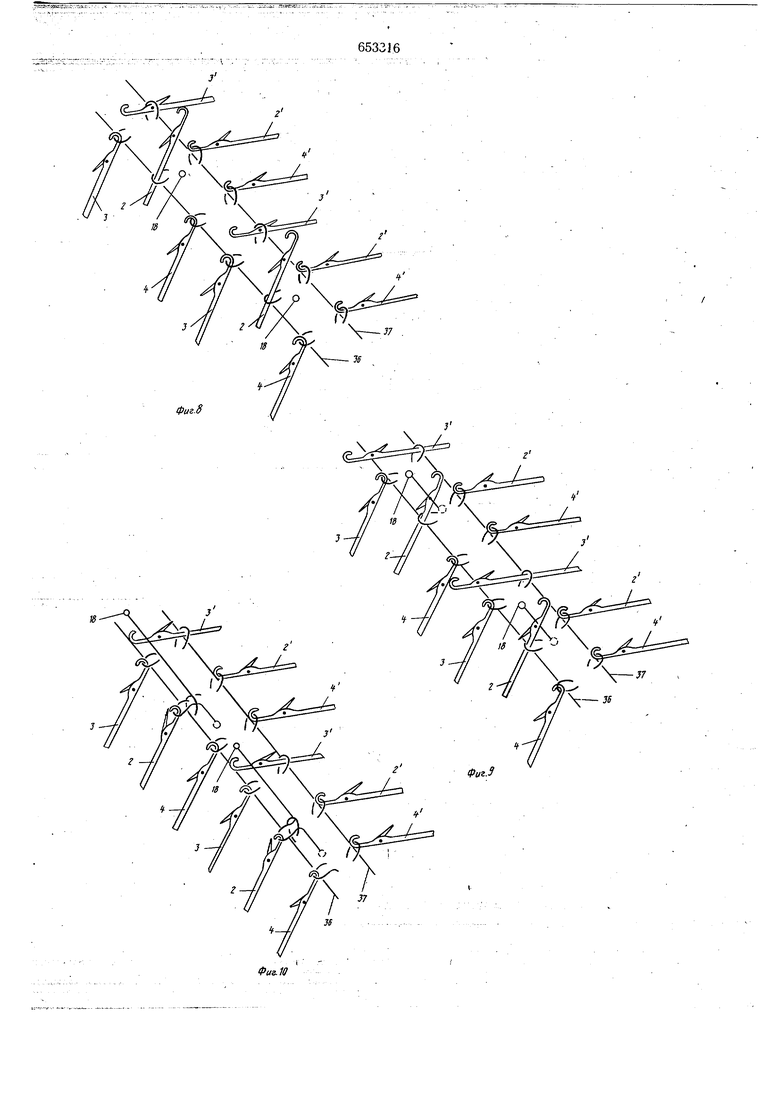
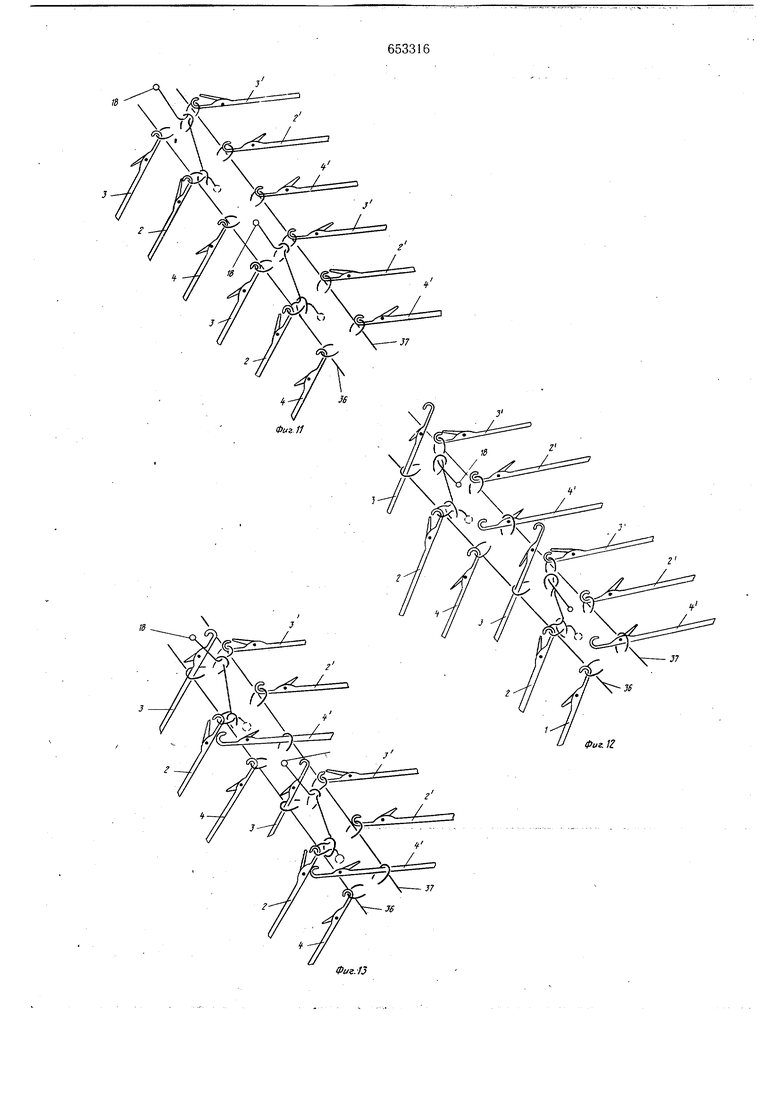
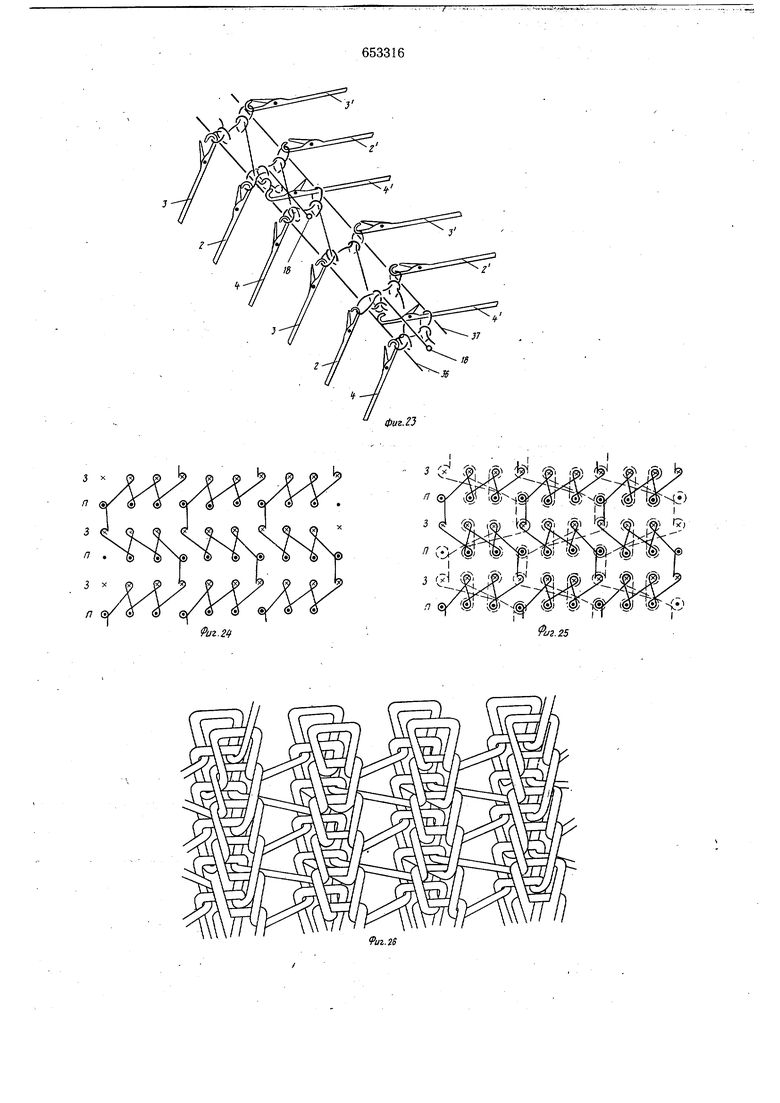
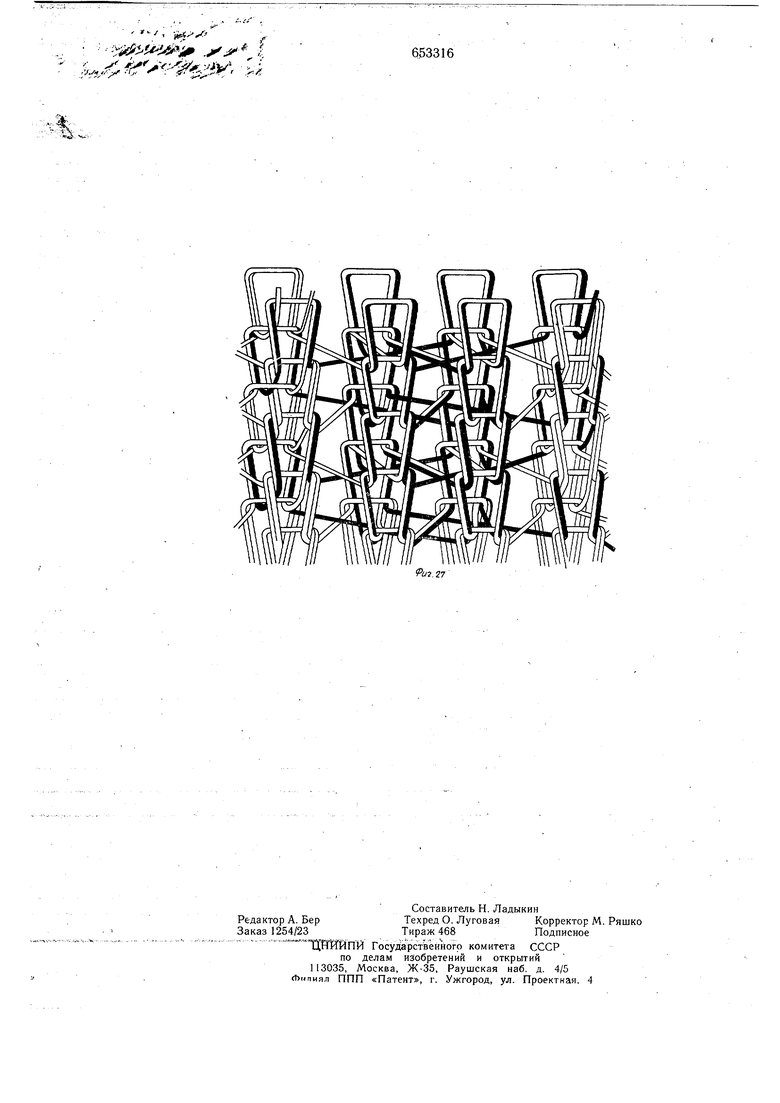
ницы имеют неглубокие пазы, а иглы составляют две группы; с высокими и низкими стержнями. Иглы с высокими стержнями расположены в пазах игольниц и их выступающие части образуют пазы для игл с низкими стержнями. Штег в машине нет 2. Это позволило максимально сблизить рядом стоящие .иглы так как онипрактически вошли в контакт своими боковыми поверхностями, а это привело к минимально возможному игольному шагу, и дало возможность вырабатывать формоустойчивый, безусадочный трикотаж. Однако такая конструкция имеет ряд существенных недостатков: при фрезеровке пазов игольницы необходимо выдерживать более жесткие допуски, чем на существующих плоскофанговых машинах, что трудно осуществимо. Помимо этого пазь современем изнашиваются, и зазор между ними увеличивается, что ухудшает условия перемещения по пазам игл, так как при действии клина на пятку иглы последняя больше отклоняется и зaжймaef рядом стоящую иглу, а это снижает надежность работы, заставляет работать на заниженных скоростях каретки. Использование замков не позволяет значительно увеличить число вяжущих систем, что приводит не только к снижению производительности, но и снижению ассортимента вырабатываемого трикотажа. Целью изобретения, является повышение надежности работы машины и расширение ассортимента вырабатываемого трикотажа. Это достигается тем, что в машине для выработки кулирного трикотажа, содержащей две, расположенные под углом одна к другой, игольницы с интерлочной расстановкой игл, рядом стоящие стержни которых находятся в соприкосновении один с другим, расположенные по обе стороны от игольниц, механизмы последовательного перемещения игл, и устройство для прокладывания нитей, содержащее подвижные над зевом мащины нитеводы и их привод, рабочая часть каждой игольницы, служащая опорой игл, выпо4нена.плоской по всей ширине игольницы, все иглы имеют одинаковую вытоту стержйя, а в качестве каждого механизма последовательного перемещения игл использован механизм перемещения игл беззамочного типа. Устройство для прокладывания нити содержит установленный с воз можностью возвратно-поступательного перемещения над зевом машины опорный брус, а нитеводы жестко (неподвижно) закреплены на нем с щагом, соответствующим расстоянию между двумя равнозначными (выполняющими одновременно одинаковую операцию процесса петлеобразования, например «заключение) иглами соседних систем машины. Таким образом, игольные полотна представляют абсолютно гладкие поверхности без штег и пазов, что значительно облегчает их изготовление и лишает недостатков, присущих конструкциям пазово.го типа. Использование однотипных по форме игл также упрощает обслуживание, наладку и эксплуатацию машины, а равенство высот стержней всех игл позволяет осуществить равномерное их распределение по поверхности гладкой игольницы, которая теперь выполняет только функцию опоры, но не направляющих пазов. Такая конструкция не позволяет испол ззовать замочные системы управления иглами, поэтому необходимо использовать механизмы перемещения игл беззамочного типа, у которых усилие перемещения иглы направлено вдоль ее стержня. Можно применять механизмы перемещения игл беззамочного типа, используемые на круглр вязальных мащинах и основанные на электромагнитном управлении движением игл. Одним из возможных вариантов изобретения является мащина, в которой предусмотрен дополнительный опорный брус с дополнительными нитеводами, закрепленными на нем жестко. Осуществляя встречное перемещение основного и дополнительного брусьев с нитеводами можно вырабатывать разнообразные переплетения. Еще одним вариантом машины является следующий: иглы имеют пятки, расположенные в несколько ярусов, а каждый механизм перемещения игл беззамочного типа содержит кулачковый вал и по числу ярусов составные линейки, каждая из которых соединена с, пятками игл одного яруса и при помощи рычагов - с соответствующим кулачком вала. Это один из конкретных вариантов приводной части. Управление иглами при помощи брусьев (линеек) в плоских мащинах не вызывает трудностей. На фиг. I - схематически изображена . предложенная мащ.ина; на фиг. 2 - один из вариантов раппорта игл, пятки которых соедйненьГ с соответствующими составными линейками; на фиг. 3 - иглы, пятки которых рас положены в три яруса и соединены с соответствующими составными линейками; на фиг. 4 -- составные линейки; на фиг. 5 - машина, вид сбоку; на фиг. 6 - узед управления перемещедием срставдьд линеек и разрез А-А; на фиг. 7 - график движения игл; на фиг. 8-23 - характерные моменты процесса петлеобразования; на фиг. 24 - графическая запись переплетения, получаемого с использованием одного основного опорного бруса с нитеводами; на фиг. 25 - графическая запись переплетения, получаемого с , использованием дополнительного опорного бруса с нитеводами; на фиг. 26 - рисунок трикотажа, соответствующий графической записи по фиг. 24; на фиг. 27 - рисунок трикотажа, соответствующий графической записи по фиг. 25. Многосистемная плосковязальная машина для выработки кулирного трикотажа содержит две игольницы 1, расположенные под углом одна к другой, с интерлочной расстановкой игл 2, 3 и 4, рядом стоящие стервени которых находятся в соприкосновении. По обе стороны от игольниц 1 расположены механизмы последовательного перемещения игл беззамочного типа. Рабочая часть каждой игольницы, служащая опорой игл, выполнена плоской по всей ширине игольницы, а все иглы 2, 3 и 4 имеют одинаковую высоту «Н стержня. Иглы 2, 3 и 4 имеют пятки 5, 6 и 7, расположенные в несколько ярусов (в данном случае три яруса). Пятки закреплены в составных линейках 8, 9 и 10, каждая из которых состоит из двух частей: гладкой 11 и нарезной 12 (см. фиг. 3 и 4). В случае использования в игольнице трех позиций игл (первая позиция - игла 2, вторая позиция - игла 3, третья позиция - игла 4) каждая четвертая игла одной позиции крепится на одной составной линейке. Линейки получают возвратно-поступательное перемещение от кулаков 13, 14 и 15через рычажную систему. Устройство для прокладывания нитей содержит опорные брусья 16 и 17 (соответственно основной и дополнительный). На брусьях неподвижно закреплены нитеводы 18, которые могут быть выполнены в виде ушковин. Количество нитеводов 18, установленных на каждом брусе 16и 17 и заправленных нитью, равно количеству игл на одной игольнице, деленному на количество игл в раппорте. «П (см. фиг. 2) этой игольницы. В приведенном примере в раппорте три позиции игл и один нитевод 18, прокладывающий нить на иглы обеих игольниц. Два Главных вала 19 получают вращение от электродвигателя 20. На главных валах закреплены кулаки 13, 14, 15, сообщающие возвратно-поступательное движение линейкам 8, 9 и 10, в которых закреплены пятки 5, 6, 7 игл 2, 3, 4. Линейки получают движение от кулаков через ролики 21, 22 и 23 (см. фиг. 6), смонтированные в подпружиненных штоках 24, 25 и 26, установленных в направляющих 27, 28 и 29. Штоки имеют регулировочные винты 30, 31 и 32, с помощью которых можно регулировать положение линеек 8, 9 и 10 относительно отбойной линии игольниц 1. Нити подаются С основ 33 и 34 или с бобин, установленных на приставном шпулярнике известного типа. Сдвиг брусьев 16 и 17 относительно игл осуществляется известными рисунчатыми барабанами или дисками 35, которые кинематически связаны с главным ваЛОМ машины. Оттяжка полотна производится механизмом валичнрг о типа.На фиг. 7 изображен график перемещения игл, где черная сплощная линия - траек тория иглы 2, пунктир- иглы 3, точка-пунктир - иглы 4. Соответственно тонкими линиями изображены траектории движения игл 2, 3, 4 второй игольницы, 36, 37 - отбойные линии машинь. Машина работает следующим образом. От электродвигателя 20 движение передается главным валам 19, которые вращаясь, проворачивают кулаки 13, И и 15. Они через ролики 21, 22, 23 передают движение штоками 24, 25, 26. Перемещаясь, штоки двигают линейки 8, 9, 10, а вместе с ними и иглы 2, 3, 4, которые осуществляют процесс вязания. По программе нитеводы 18, двигаясь с брусьями 16, 17, прокладывают на иглы нити. Для устранения процесса защемления при кулировании, траектория движения игл одной игольницы смещена относительно траектории движения игл другой игольницы (в нащем случае на 15°). Процесс петлеобразования на иглах, т. е. подъем и опускание иглы осуществляется за 60° поворота главного вала, а остальное время иглы простаивает. Как видно из графика (см , фиг. 7), за один оборот главного вала образуется два петельных ряда, причем для иглы 2 и 2 простой при одном обороте главного вала составит 120°, для игл 3 и 3 - 180°, а для игл 4 и 4 - 60°. На фиг. 8-23 для удобства изображения процесса петлеобразования иглы показаны на некотором расстоянии одна от другой, на самом же деле они находятся в соприкосновении. На фиг. 8 иглы 2 передней игольницы осуществили процесс заключения. Этому соответствует участок графика О-25°. В это время иглы 3 задней игольницы движутся вверх на заключение. Нитевод 18 с нитями находится в исходном положении. Иглы 3, 4, 4 и 2 в работе не участвуют jTaK как в работе находятся иглы 2 и 3. На фиг. 9 иглы 2 передней игольницы опускаются вниз и осуществляют при этом прокладывание нити. Этому моменту на графике соответствует участок 25-37°. В это время иглы 3 задней игольницы движутся на заключение. Нитеводы 18 сдвигаются влево на один игольный шаг и прокладывают нить на иглы 2 передней игольницы. Иглы 3, 4, 4 и 2 не работают. На фиг. 10 иглы 2 опустились ниже отбойной линии и начинают осуществлять формирование петли (50-60°), а на иглах 3 задней игольницы осуществляется прокладывание нитей. Нитевод 18 с нитью сдвигается влево на один игольный шаг и прокладывает нить на иглы 3 задней игольницы.
Иглы 3, 4, 4 и 2 не работают. На фиг. 11 иглы 2 закончили формирование и оттяжку, т. е. перешли в исходное положение (60- 65°)-. В это время иглы 3 продолжают oiiycкаться, осуществляя процесс вязания. На фиг. 11 изображено исходное положение игл обеих игольниц. Далее нитевод 18 сдвигается наодин игольный шаг вправо, освобождая зону для перемешения следующей
пары игл, а именно игл 3 и 4 (см. фиг. 12), иглы 2 остаются в исходном положении (65- 180°). . ,
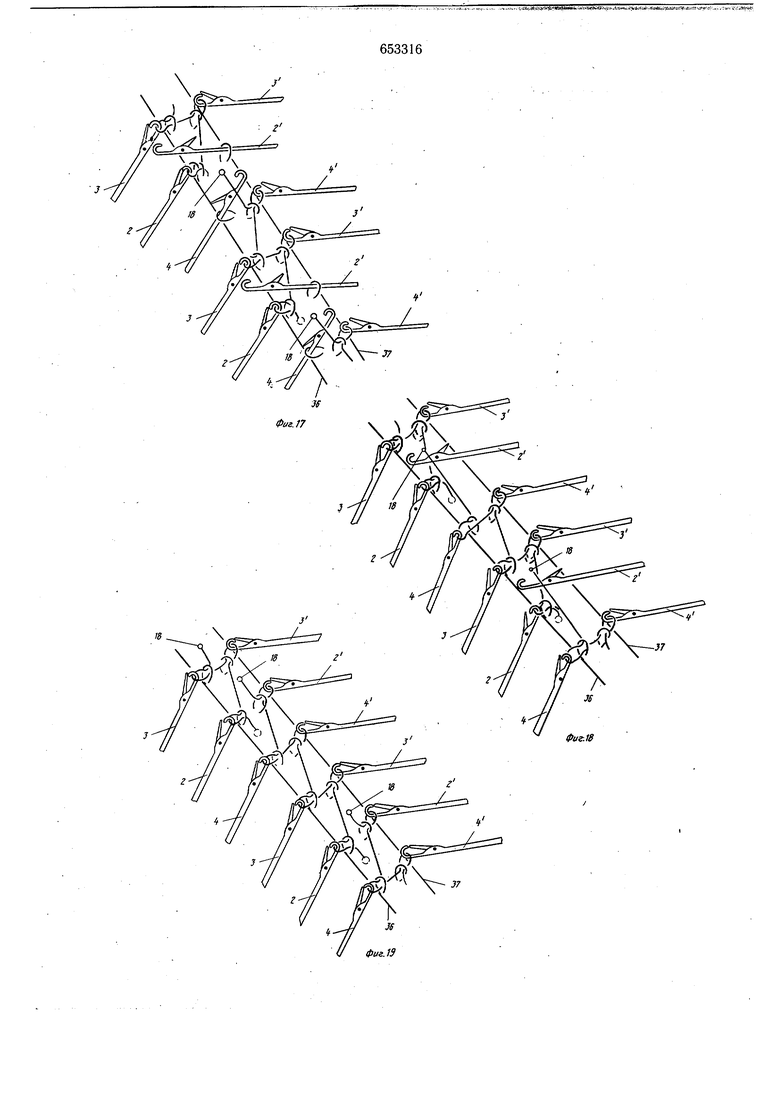
Затем начинают подниматься иглы 3 и 4, осуществляя процесс петлеобразования, аналогично процессу на иглах 2 и 3 (см. фиг. 12- 15). Остальные йгль находятся в исходном положении (65-300°). На фиг. 16-19 изображен процесс петлеобразования на следующей паре игл 4 и 2, который осуществляется аналогично (120-360°).
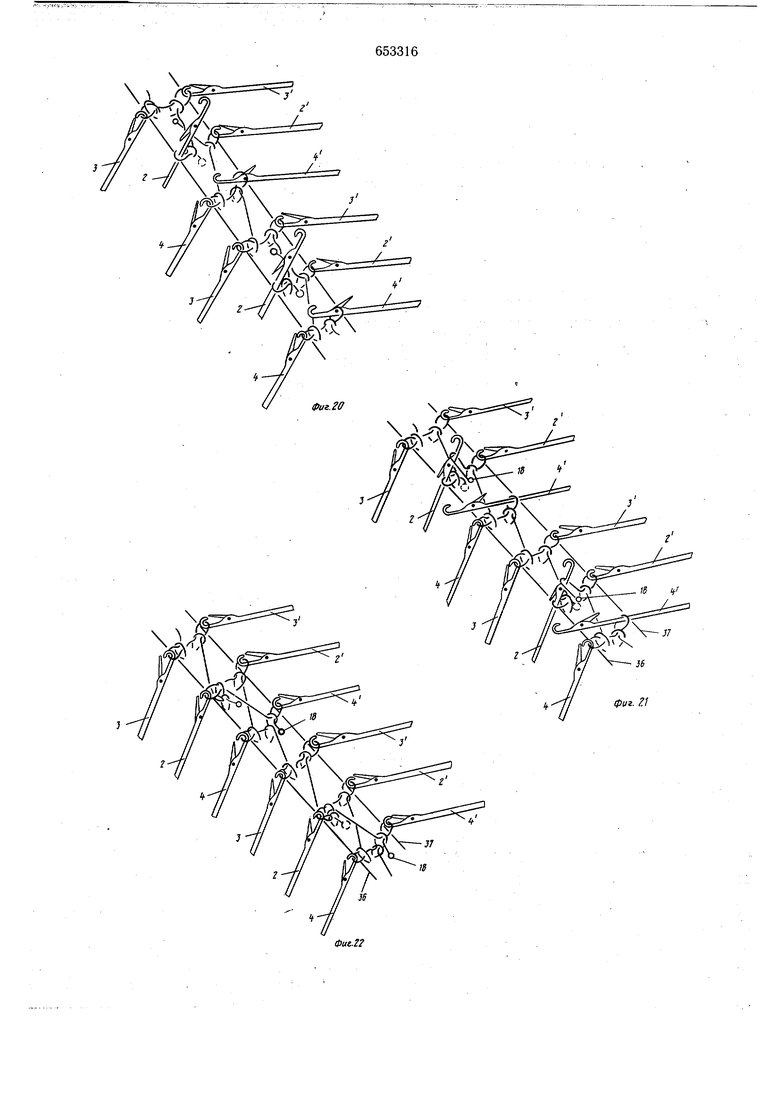
Таким образом, на иглах 2, 3 , 3, 4 и 4, 2 образуется петельный ряд соединенных последовательно между собой петель (см. фиг. 19) в виде ленты, ширина которой зависит от числа позиций игл,находящихся в раппорте «П. Для соединения Тпёнт между собой (на всю заправочную Ширину игольницы) необходимо несколько изменить порядок работы игл, а именно вйачалё в работу вступают иглы 2 и 4 (см. фиг: 20-23), накбторьтх осуществляют все процессы петлеобразования (180-0°), т. е. начиЦается
вйзанйё следующего петельного ряда. В этот момент происходит соединение отдельных лент между собой, затем в работу вступают ранее не работавшие пары игл 4 и 3, а затем 3 и 2. Этим заканчивается полный цикл
процесса вязания при одном обороте главного вала.
На фиг. 24 изображена графическая запйсь переплетения кулирного двойного безус а ДАЧНОГО трикотажа, полученного с одним брусом с нитеводами, а на фиг. 25 - графическая запись переплетения, получаеногО за счет встречного сдвига нитеводов основного и дополнительного брусьев. Точками изображены иглы передней игольницы, а крестиками - задней игольницы. ЗаправЛяя соседние нитеводы нитями разных цветов можно получать трикотаж с продольными полосами.
Так же можно по раппорту ввязывать эластичные нити в виде полос и т. п.
Данный тип машины намного производительней традиционных замочных машин, так, в сравнении с машиной марки ПВПЭМ, производительность машины выше примерно в 11 раз.
Следует отметить, что не исключается возможность осуществить отбор игл вязания жаккардового трикотажа. Для этого машина оснашается одним из известных жаккардовых механизмов для беззамочных вязаль.пых MfiijiKH. В результате рисунчатые возможности машины намного возрастут. Следует faкжe отметить, что маншна не исключает принципиальной возможности использования пазовых игл. В этом случае удвбитсягибло составных линеек и их приводов, Отсутствие замочной каретки позволяет прокладывать в трикотаж вертикальные уточные нити (усилительные или эластичные, для этого машина оснаидается неподвижными нитеводами, расположенными между нитеводами грун;говых нитей.
Для вяЗания прессового трикатажа необходимо изменить лишь профиль кулаков или можно воспользоваться конструкцией сдвигающихся кулаков разного профиля, используемого па котонных машинах (так называемый механизм шанжировки).
Формула изобретения
I. Многосистемная плосковязальная машина для вЕзфаботки кулирного трикотажа, содержащая две, расположенные под углом одна к другой, игольницы с интерлочной 25 расстановкой игл, стержни которых находятся в соприкосновении один с другим, расположенные по обе стороны от игольниц механизмы последовательного перемещения игл, и устройство для проклад.1вг1ния нитей, содержащее подвижные над зевом машины нитеводы, отличающаяся тем, что, с целью повышения надежности ее в работе и расширения ассортимента вырабатываемого трикотажа, рабочая часть каждой игольницы выпо.лнена плоской по всей ширине иго.ть35 ницы, все иглы имеют ОхЧинаковую влсоту стержня, а каждый механизм последовательного перемещения игл представляет собой . механизм беззамочного ипа, при этом устройство для Прокладывания нитей содержит установленныйс возможностью возвратно поступате,71ьпого перемепхения над зевом машины опорный брус, а нитеводы жестко закреплены цанем. с шагом, соответсвуюшим расстоянию между двумя равнозначными иглами соседних систем машины.
2.Машина по п. 1, отличающаяся тем, что устройство для прокладывания имеет дополнительный опорный брус с дополнительными нитеводами, закрепленными на нем аналогично основным нитеводам.
3.Машина по п. 1, отличающаяся тем, что пятки игл расположены в несколько
ярусов, а каждый механизм перемещения игл содержит кулачковый вал и но числу 5 ярусов составные линейки, каждая из которых соединена с пятками игл одного яруса и при помощи рычагов с соответствующим кулачком вала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 499360, кл. D 04 В 15/36, 1976.
ErirTWTWTWT Wt . JL-JBLj JBLJL-mJ-.J JПJ
rwTWTnerTWTir
l- -|-B-4-B-l- -4-J LJjL Ж.Л Ж1Ж1Ж J
тжт
jryw-TWTJi Ж1Ж1ЖлЯ
JLJLJL
/ 2. Рухадзе Г. Ш. Метод получения двуластичного трикотажадля верхней одежды Тбилиси. Научно-исследовательские труды НИИТП, сб. № 1, Легкая индустрия 1968, с. 156-166.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многосистемная плосковязальная машина для выработки кулирного трикотажа | 1980 |
|
SU926110A2 |
| СПОСОБ ВЫРАБОТКИ ПРЕССОВОГО ТРИКОТАЖА | 1992 |
|
RU2146384C1 |
| Каретка плосковязальной машины | 1985 |
|
SU1320287A1 |
| Способ выработки кулирного уточноосновного трикотажа трубчатой формы и кругловязальная машина для его осуществления | 1989 |
|
SU1694734A1 |
| Способ вязания трикотажа на двухфонтурной плосковязальной машине | 1988 |
|
SU1622450A1 |
| Способ изготовления футерованного трикотажа на плосковязальной машине | 1990 |
|
SU1815287A1 |
| Перчаточный автомат | 1987 |
|
SU1498846A1 |
| КРУГЛАЯ ОСНОВОВЯЗАЛЬНАЯ МАШИНА | 1999 |
|
RU2151224C1 |
| СПОСОБ ВЯЗАНИЯ КУЛИРНОГО ТРИКОТАЖА НА ПЛОСКОВЯЗАЛЬНОЙ МАШИНЕ | 1992 |
|
RU2092636C1 |
| Плоская основовязальная машина | 1980 |
|
SU896103A1 |

12
/
фиг. 5
,
П
г
f4
Z J
О zt 10 ео ео w ст w we wo гао гга w 2й гл Jffff зг jw 10 30 я 70 3ff w по jso по 130 zto гза zsff 210 гяо лв ззо jfo
/
г
21
Фиг. 7
z
Фиг.8 .),g ч
иг.24
le
Фиг.гз
ч..
г.25
9иг.2$
/, iirf X .X J.. k
. 27
