(54) ТЕСЬМА ДЛЯ ИЗГОТОВЛЕНИЯ ГОЛОВНЫХ УБОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Основовязаная эластичная тесьма | 1985 |
|
SU1280063A1 |
| Основовязаная эластичная тесьма | 1988 |
|
SU1602900A1 |
| Основовязаный эластичный трикотаж | 1978 |
|
SU717183A1 |
| Основовязаная эластичная тесьма | 1977 |
|
SU745992A1 |
| Основовязаная эластичная тесьма | 1979 |
|
SU912789A1 |
| Основовязаная тесьма | 1980 |
|
SU922204A1 |
| Основовязаная эластичная тесьма | 1977 |
|
SU745991A1 |
| Основовязаная эластичная тесьма | 1977 |
|
SU745990A1 |
| ОСНОВОВЯЗАНЫЙ ФИЛЕЙНЫЙ ТРИКОТАЖ | 1998 |
|
RU2133789C1 |
| Основовязаная эластичная тесьма | 1978 |
|
SU777101A1 |
1
Изобретение относится к текстильногалантерейной промышленности и касается тесьмы для изготовления головных уборов (летних женских шляп).
Известна технология изготовления шляп путем формирования основовязаного синтетического трикотажа на прессах с последуюш.ей пришивкой окантовочной тесьмы на швейной машине. При этом тесьма используется только как окантовочный материал (фурнитура) и не может быть использована для изготовления самой шляпы. Такие шляпы предназначены для осеннего периода, требуют сложной отделки и не используются в летнее время 1.
Известна также технология изготовления шляп путем соединения вязаной тульи с внешними полями, которые последовательно вышивают на специальной швейной машине и таким образом формируют шляпу в целом 2. Тесьма для изготовления шляпы (тульи и полей) не используется. Такая технология изготовления шляп является двухстадийной, требует нового специализированного швейного оборудования и предназначена для получения специальных шляп (шлемов) с жесткими полями.
Известна тесьма для изготовления головных уборов, имеюш,ая плетеную структуру 3. Тесьма изготовлена из матированных монополипропиленовых нитей диаметром 0,15мм. Ширина тесьмы 5,5мм, плотность плетения 5 нитей на 1 см, вес 1 пог. м. 1,12г. Для обеспечения возможности лучшей укладки тесьмы при изготовлении головных уборов в ее края пропущены вискозные продержечные основные нити 44,4 текс. Тесьма изготавливается на плетельной машине 21 класса 3.
Однако в такой тесьме невозможно перемешение основных нитей и нитей оплетки
одна относительно другой в широком диапазоне, что ухудшает условия укладки тесьмы при ее пошиве в шляпу. Следствие этого - некачественный пошив. Кроме того затруднено перемещение продержечной нити относительно других нитей тесьмы ввиду их значительного поверхностного контакта (следствие плетеной структуры), что также ухудшает условия укладки тесьмы при ее пошиве в шляпу. Технология плетения имеет малые рисунчатые возможности, что не позволяет придать шляпе ажурность и разнообразный рисунок по структуре. Шляпа имеет большую массу, так как плетеная тесьма представляет собой сравнительно плотную структуру, а это требует повышенного расхода сырья на изготовление тесьмы, а следовательно, и шляпы.
Целью изобретения является повышение качества тесьмы.
Это достигается тем, что тесьма для изготовления головных уборов, по меньшей мере в один край которой nponyij:;ena продержечная нить, выполнена из основовязаного трикотажа уточного переплетения на базе цепочек, а продержечная нить ввязана в виде вертикального утка в петли одного из крайних столбиков одинарной цепочки.
Преимущественным .вариантом является тесьма, у которой продержечная нить ввязана в каждую четвертую петлю крайнего столбика одинарной цепочки, а поперечные уточные нити также ввязаны в каждом четвертом петельном ряду.
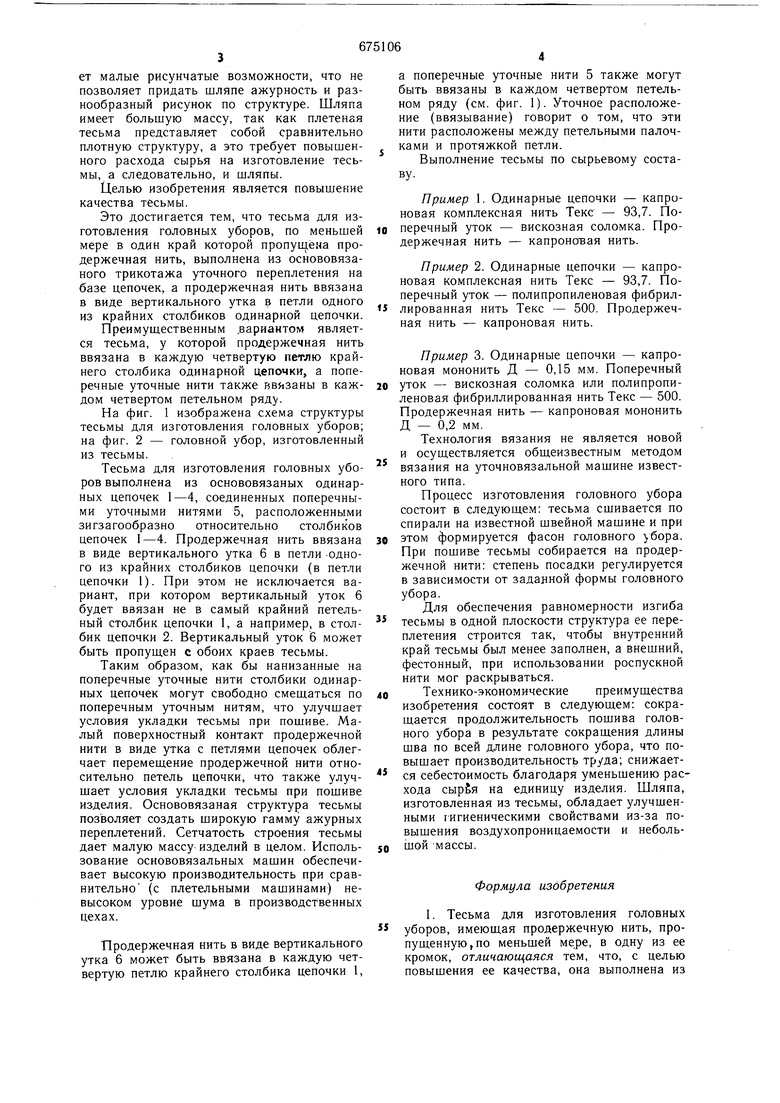
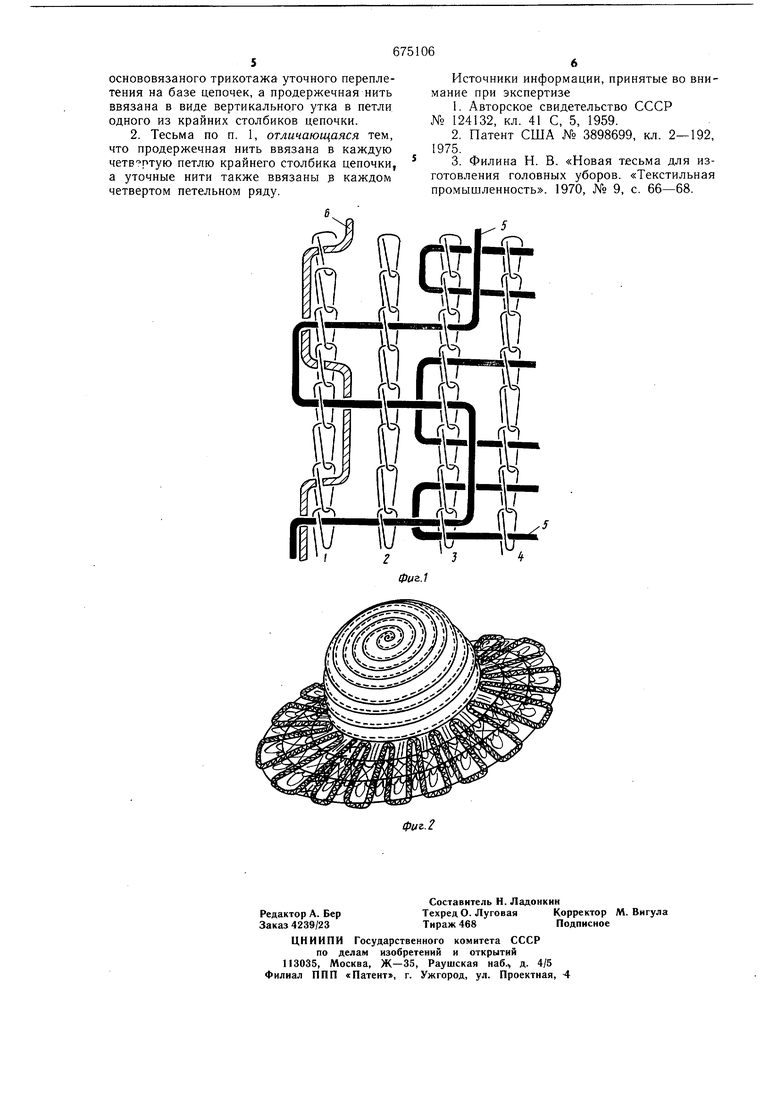
На фиг. 1 изображена схема структуры тесьмы для изготовления головных уборов; на фиг. 2 - головной убор, изготовленный из тесьмы.
Тесьма для изготовления головных уборов выполнена из основовязаных одинарных цепочек 1-4, соединенных поперечными уточными нитями 5, расположенными зигзагообразно относительно столбиков цепочек 1-4. Продержечная нить ввязана в виде вертикального утка 6 в петли -одного из крайних столбиков цепочки (в петли цепочки 1). При этом не исключается вариант, при котором вертикальный уток 6 будет ввязан не в самый крайний петельный столбик цепочки 1, а например, в столбик цепочки 2. Вертикальный уток 6 может быть пропущен с обоих краев тесьмы.
Таким образом, как бы нанизанные на поперечные уточные нити столбики одинарных цепочек могут свободно смещаться по поперечным уточным нитям, что улучшает условия укладки тесьмы при пошиве. Малый поверхностный контакт продержечной нити в виде утка с петлями цепочек облегчает перемещение продержечной нити относительно петель цепочки, что также улучшает условия укладки тесьмы при пошиве изделия. Основовязаная структура тесьмы позволяет создать широкую гамму ажурных переплетений. Сетчатость строения тесьмы дает малую массу изделий в целом. Использование основовязальных машин обеспечивает высокую производительность при сравнительно (с плетельными машинами) невысоком уровне шума в производственных цехах.
Продержечная нить в виде вертикального утка 6 может быть ввязана в каждую четвертую петлю крайнего столбика цепочки 1,
а поперечные уточные нити 5 также могут быть ввязаны в каждом четвертом петельном ряду (см. фиг. 1). Уточное расположение (ввязывание) говорит о том, что эти нити расположены между петельными палочками и протяжкой петли.
Выполнение тесьмы по сырьевому составу.
Пример 1. Одинарные цепочки - капроновая комплексная нить Текс - 93,7. Поперечный уток - вискозная соломка. Продержечная нить - капроновая нить.
Пример 2. Одинарные цепочки - капроновая комплексная нить Текс - 93,7. Поперечный уток - полипропиленовая фибриллированная нить Текс - 500. Продержечная нить - капроновая нить.
Пример 3. Одинарные цепочки - капроновая мононить Д - 0,15 мм. Поперечный уток - вискозная соломка или полипропиленовая фибриллированная нить Текс - 500. Продержечная нить - капроновая мононить Д - 0,2 мм.
Технология вязания не является новой и осуществляется общеизвестным методом вязания на уточновязальной машине известного типа.
Процесс изготовления головного убора состоит в следующем: тесьма сшивается по спирали на известной швейной машине и при этом формируется фасон головного убора. При пошиве тесьмы собирается на продержечной нити: степень посадки регулируется в зависимости от заданной формы головного убора.
Для обеспечения равномерности изгиба тесьмы в одной плоскости структура ее переплетения строится так, чтобы внутренний край тесьмы был менее заполнен, а внешний, фестонный, при использовании роспускной нити мог раскрываться.
Технико-экономические преимущества изобретения состоят в следующем: сокращается продолжительность пошива головного убора в результате сокращения длины шва по всей длине головного убора, что повышает производительность труда; снижается себестоимость благодаря уменьшению расхода на единицу изделия. Шляпа, изготовленная из тесьмы, обладает улучшенными гигиеническими свойствами из-за повышения воздухопроницаемости и небольшой -массы.
Формула изобретения
основовязаного трикотажа уточного переплетения на базе цепочек, а продержечная нить ввязана в виде вертикального утка в петли одного из крайних столбиков цепочки.
Источники информации, принятые во внимание при экспертизе
