Данное изобретение огносигся к области машиностроения и технопогии огнеупоров, в частности к смазочно-охпаждающим жидкостям (СОЖ), и может быть использовано при обработке металлов и высокопрочных огнеупорных материалов. Известно использование в качестве СОЖ при обработке металлов керосина или его смеси с маслами, водных эмульсий поверхностно-активных веществ минеральных масел с добавлением активных присадок 11 . Однако известная СОЖ не полностью удовлетворяет предъявляемым требованиям по качеству обрабатываемой поверхности. Известные СОЖ не обеспечивают равномерность скорости съема металла, вызы вают засаливание брусков или кругов я значительный износ резцов. Особое место занимает обработка огнеупорных материалов. Огнеупоры применяют для футеровки плавильных индукцион ных и доменных печей, коксовых батарей, аппаратов пля синтеза аммиака, котлов энергетических предприятий, газонагревателей и др. От качества огнеупорных материалов зависят стойкость и длтггельность эксплуатации этих сооружений и аппаратов, а также возможность повышения рабочей температуры и интенсификация производственного процесса. Для придания огнеупорам необходимых контуров их необходимо подвергать механической обработке. Ввиду особой прочности огнеупоров обработка их невозможна без СОЖ В качестве СОЖ используют воду, водные растворы соды 23 или водные эмульсии гудронов соапстоков чернохлопкового масла и каустической соды з . Ошако чистая вода непригодна из-за вызываемой ею коррозии, водные растворы соды, эмульсии соапстоков содержат натрий и характеризуются сильно щелочной реакцией. Они снижают эксплуагапионные свойства огнеупора в службе при высоких температурах тем, что оставляют в порах огнеупорных материалов металлические окислы, разрыхляющие сгр; пктуру
огнеупора. Керосин, : минеральные масла, эмупьсии поверхностно-активных веществ оставляют в порах огнеупорных материалов при высоких температурах угпородистые отложения, разрыхляющие структуру огнеупоров, что также снижает их эксплуатационные свойства.
Целью изобретения является создание СОЖ, которая является универсальной и предназначена для лезвийной и абразивной обработки огнеупоров, повышающей стойкость инструмента и обеспечивающей высокую чистоту обрабатываемой поверхности металла огнеупора, снижение.удельного расхода алмазов, повышение производительности труда.
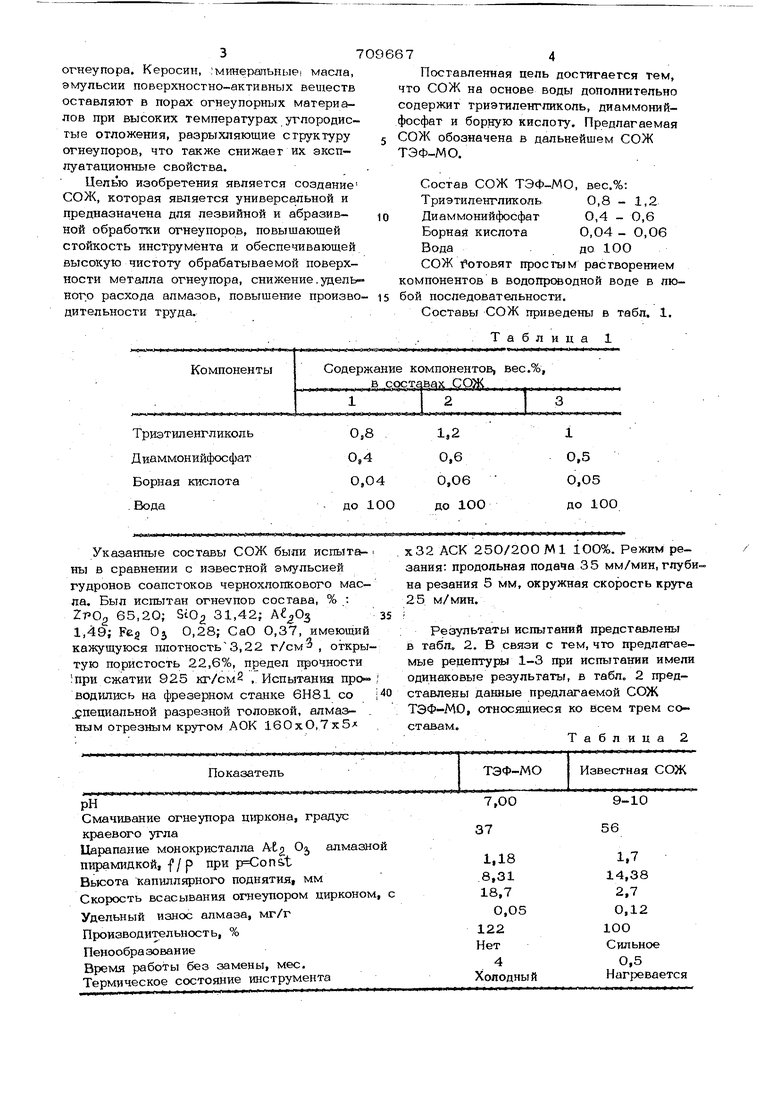
Поставленная цель достигается тем, что СОЖ на основе воды дополнительно содержит триэтиленгпиколь, диаммонийфосфат и борную кислоту. Предлагаемая СОЖ обозначена в дальнейшем СОЖ ТЭФ-МО.
Состав СОЖ ТЭФ-МО,
вес.%:
Триэтиленгликоль 0,8 - 1,2
Диаммонийфосфат 0,4 - 0,6
Борная кислота
0,04 - 0,06
Вода
до 1ОО
СОЖ foтoвят простым растворением омпонентов в водопроводной воде в люой последовательности.
Составы СОЖ приведены в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для алмазной обработки огнеупорных материалов | 1975 |
|
SU600167A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2144944C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2009 |
|
RU2415177C2 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2168540C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ОБРАБОТКИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1973 |
|
SU365371A1 |
| Концентрат водосмешиваемой смазочно-охлаждающей жидкости | 2019 |
|
RU2713893C1 |
| Смазочно-охлаждающая жидкость | 2019 |
|
RU2688218C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2001 |
|
RU2208046C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1712393A1 |
Указанные составы СОЖ были испыт -. ны в сравнении с известной эмульсией гудронов соапстоков чернохлопкового масла. Был испытан огнеупов состава, % : ГЯО 65,20; St02 31,42; 1,49; Peg Oj 0,28; CaO 0,37, имеющий кажущуюся плотность3,22 г/см , открытую пористость 22,6%, предел прочности Iпри сжатии 925 кг/см , Испытания про ; вощшись на фрезерном станке 6Н81 со | J пeциaльнoй разрезной головкой, алмаз- ным отрезным кругом АОК 160хО,
х32 АСК 250/200 М 1 1ОО%. Режим резания: продольная подача 35 мм/мин, глубина резания 5 мм, окружная скорость круга 25 м/мин.
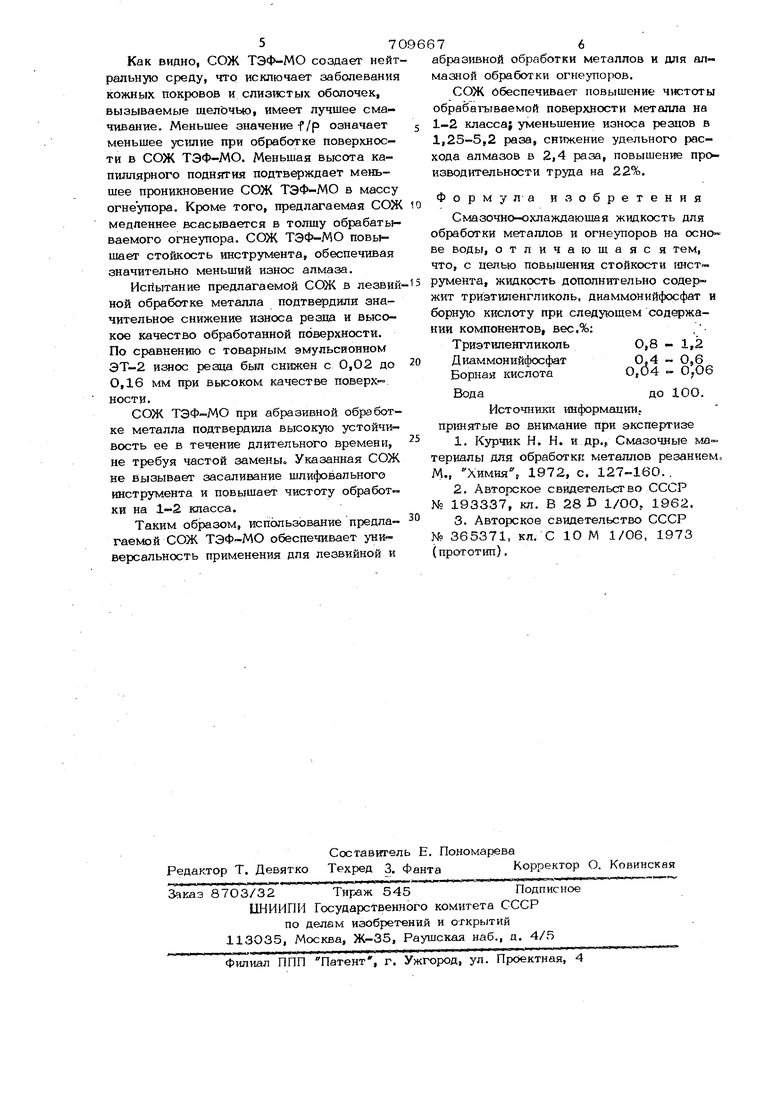
Результаты испытаний представлены в табл. 2. В связи с тем, что предлагаемые рецептуры 1-3 при испытании имели одинаковые результаты, в табл. 2 представлены данные предлагаемой СОЖ ТЭФ-МО, относящиеся ко всем трем составам.
Таблица2 Как видно, СОЖ ТЭФ-МО создает нейт ральную среду, что исключает заболевания кожных покровов и слизистых оболочек, вызываемые щелочью, имеет лучшее смачивание. Меньшее значение f/р означает меньшее усилие при обработке поверхности в СОЖ ТЭФ-МО. Меньшая высота капиллярного поднятия подтверждает меньшее проникновение СОЖ ТЭФ-МО в массу огнеупора. Кроме того, предлагаемая СОЖ медленнее всасывается в толшу обрабатываемого огнеупора. СОЖ ТЭФ-МО повышает стойкость инструмента, обеспечивая значительно меньший износ алмаза. Исйытание предлагаемой СОЖ в лезвий ной обработке металла подтвердили значительное снижение износа резда и высокое качество обработанной поверхности. По сравнению с товарным эмульсионном ЭТ-2 износ резца был снижен с 0,02 до 0,16 мм при высоком качестве поверхности. СОЖ ТЭФ-МО при абразивной обработке металла подтвердила высокую устойчивость ее в течение длительного времени, не требуя частой замены. Указанная СОЖ не вызывает засаливание шлифовального инструмента и повышает чистоту обработки на 1-2 класса. Таким образом, использование предлагаемой СОЖ ТЭФ-МО обеспечивает универсальность применения для лезвийной и абразивной обработки металлов и для алмазной обработки огнеупоров. СОЖ Обеспечивает повышение чистоты обрабатываемой поверхности металла на 1-2 класса} уменьшение износа резцов в 1,25-5,2 раза, сн тжение удельного расхода алмазов в, 2,4 раза, повышение производительности труда на 22%. Формула изобретения Смазочно-охлаждаюшая жидкость для обработки металлов и огнеупоров на основе воды, отличающаяся тем, что, с целью повышения стойкости инструмента, жидкость дополнительно содержит триатиленгликоль, диаммонийфосфат и борную кислоту при следующем содержании компонентов, вес.%; Триэтиленгликоль 0,8 - 1,2 Д иаммонийфосфат 0,4 - 0,6 0,04 . 0;06 Борная кислота до 10О. Источники информации, принятые во внимание при экспертизе 1.Курчик Н, Н. и др.р Смазочные материалы для обработки металлов резанием. М., Хкмш, 1972, с. 127-160. . 2.Авторское свидетельство СССР № 193337, кл. Б 28 fi 1/ОО, 1962. 3.Авторское свидетельство СССР 365371, кп. С 10 М 1/О6, 1973 (прототип).
