/54/ СПОСОБ ИЗГОТОВЛЕНИЯ ЙСЕЛЕЗОБЕТОШЮГО ИЗДЕЛИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Железобетонная панель | 1988 |
|
SU1565986A1 |
| МОНТАЖНАЯ ПЕТЛЯ | 1997 |
|
RU2117741C1 |
| Железобетонная панель | 1984 |
|
SU1377348A1 |
| Железобетонная панель | 1982 |
|
SU1090821A2 |
| Железобетонная панель | 1991 |
|
SU1805183A1 |
| Здание или сооружение | 1990 |
|
SU1786230A1 |
| УЗЕЛ СОЕДИНЕНИЯ КОЛОННЫ И ПЛИТЫ ПЕРЕКРЫТИЯ БЕЗРИГЕЛЬНОГО БЕСКАПИТЕЛЬНОГО ЗДАНИЯ | 2013 |
|
RU2544350C1 |
| Петля канатная | 2023 |
|
RU2802793C1 |
| УЗЕЛ СОЕДИНЕНИЯ КОЛОННЫ И ПЛИТЫ ПЕРЕКРЫТИЯ БЕЗРИГЕЛЬНОГО БЕСКАПИТЕЛЬНОГО КАРКАСА ЗДАНИЯ | 2015 |
|
RU2591994C1 |
| Способ соединения железобетонных элементов для сборки строительного модуля (варианты) | 2023 |
|
RU2803346C1 |

Изобретение относится к изготовле ;чию железобетонных изделий и конструкций И может быть использовано на заводах сборного железобетона. Известен способ изготовления железобетонных изделий, при котором монтажные петли изгибают по контуру равнобедренного треугольника, вставляют ИХ в изделие и замоноличивают ПЗ. Зайыкание казедой петли по этому способу возможно осуществить только на специальном посту стыковой машины, что снижает производительность за счет вы полнения операций на различных постах. Наиболее близким решением к изобретению является способ изготовления железобетонного изделия, заключающийся в изгибании монтажной петли по контуру равнобедренного треугольника с пересечением, образованным замыкающими треугольник сторонами, в сварке этого пересечения, в установке петель в изделие путем размещения стороны, противолежащей углу, образованному равными сторонами треугольника, в. теле бетона с последушцим зайоноличиванием., При изготовлении изделий все сваренные пересечения необходимо испытывать на прочность, поскольку эти перёг сечения размёщёнь не углу, котбрый образован силовой ветвью, т.е. ветвью, воспринимающей непосредственное усилие при подъеме изделия. Это объясняется тем, что монтажные петли анкеруются в бетоне только посредством отгибов или пересечениями, поскольку монтажная петля относится к грузоподгг емным приспособлениям. Цель изобретения - повышение производительности. Это достигается: тем, что в способе изготовления железобетонного изделия, включающем изготовление каждой монтажиой петли с контуром равнобедренного треугольника и крестообразным пересечением замыкающих треугольник сторон, сварку пересечения, установку петель в изделие с размещемцем стороны противолежащей углу, образованному равными j
3 Ию1рйн1Гйй треугольника в теле бетона, и последуйщее замонолйчивание, каждую петлю предварительно .изгибайт по контуру четырехугольника, две смежные стороны которого выполняют |)авнь№)и, а пересечение замыкающих сторон размещают против угла,, образованного равными сторонами, затем производят сварку пеР сечения и догибание замыкающих пересечение сторон до соосного их совмеще;ний;, ; . . ,
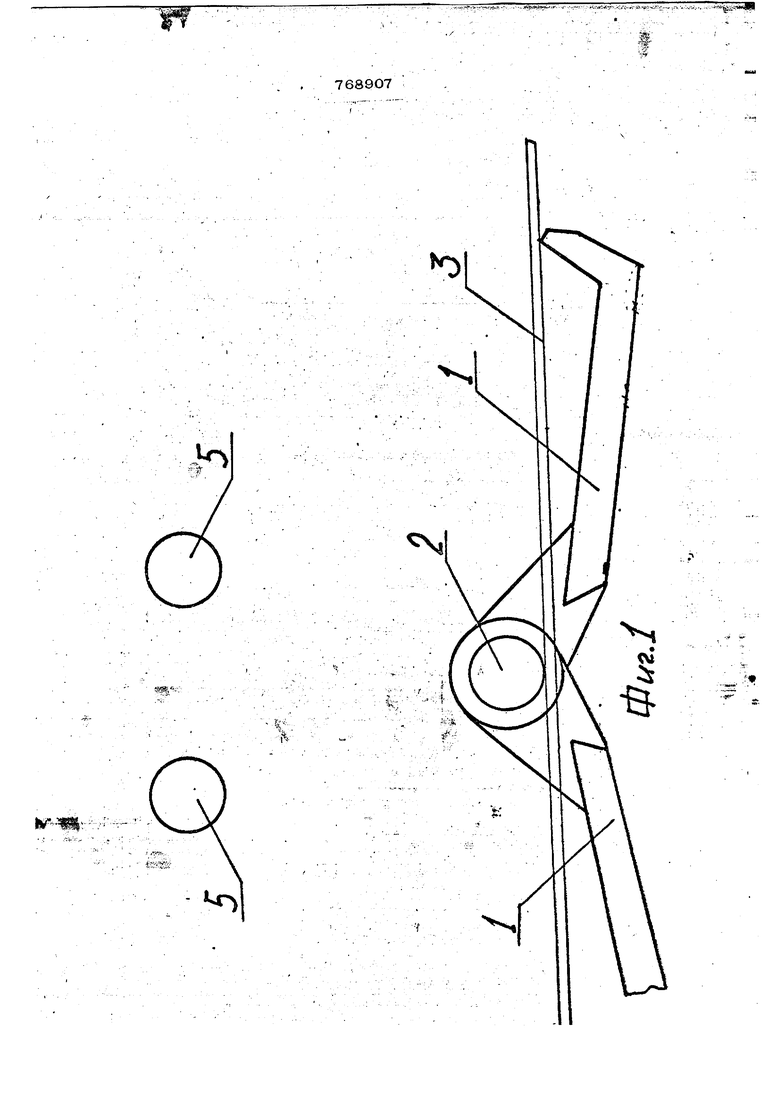
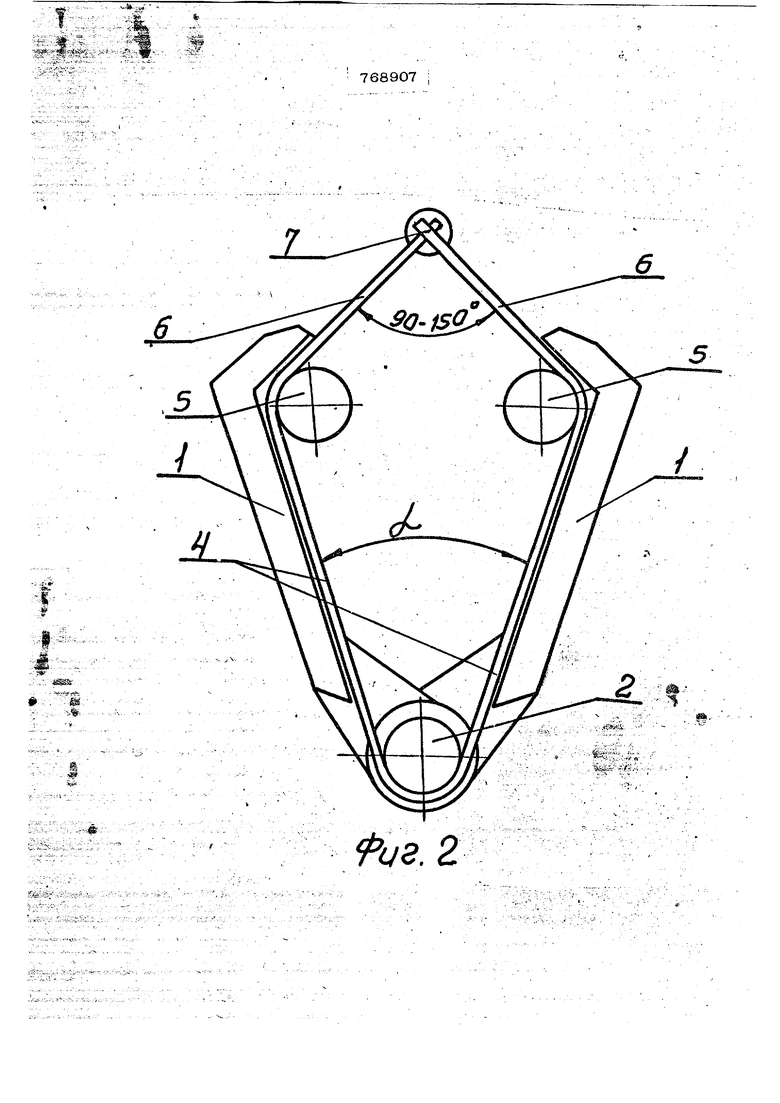
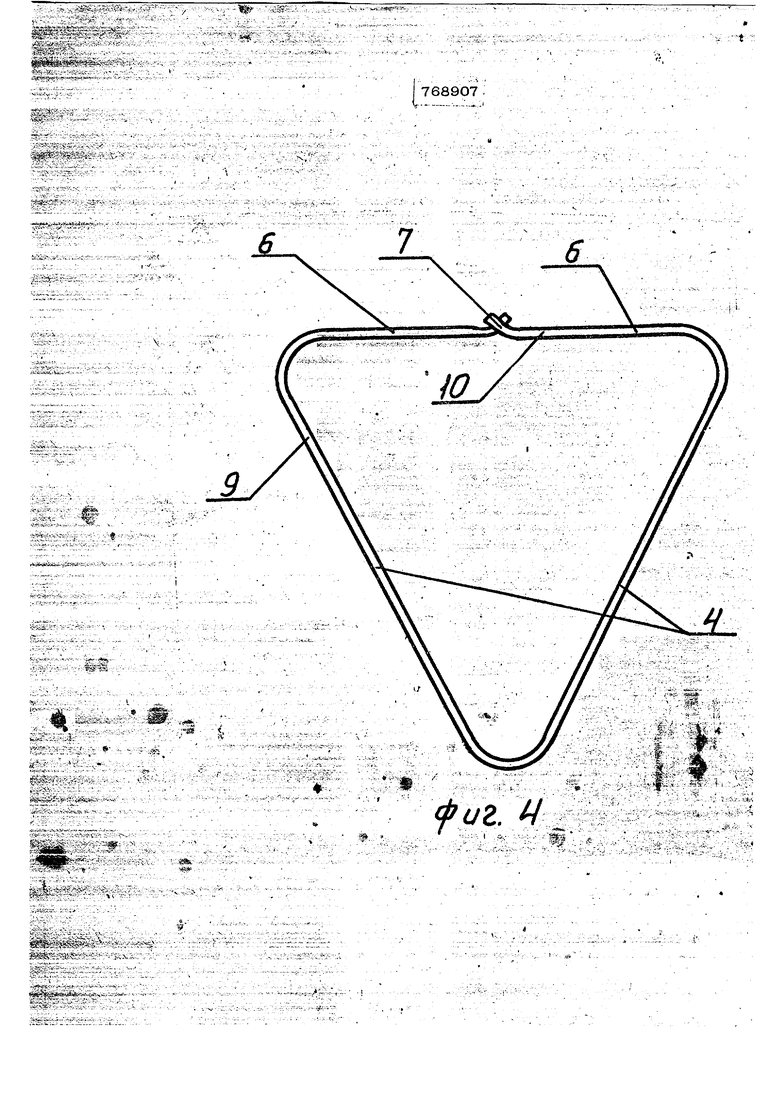
На фиг. 1 показан Момент укладки стержня в гибочные органы устройства для изготовления монтажных петель; на фиг., 2 - момент образования петли по сЬорме четырехугольника; на фиг. 3 - момент образования петли треугольной форMbi; на фиг. 4 - готовая петля; на фиг. 5 - изделие с за.моШлйченной петлей. Способ вьшолняют следующим образом. , Между гибочными органами 1 и центральньм пальцем 2 укладывают арматурньй стержень 3 и посредством привода /на j чертеже не показан/ пбворачивают гибоч-ные органы 1, .которые в начальный мо- , мент загибают стержень вокруг пальца 2 с o6pa3OBa,HHeNi ..угла / и сторон 4., Затем свободные концы этих сторон загибают вокруг пальцев 5, в результате чего из стержня образуется четырехугольник, замыкающие стороны 6 которого образуют пересечение 7, расположенно против угла , образованного равными сторонами 4. После чего посредством электродов 8 производят сварку пересечения 7, а гибочные органы 1 отводят в исходное по- : тоженйе. Затем, сваренный четырехугольник -выгибают в равнобедрен.ньШ треугольник 9, при этом пальцы 5 раздви- . гают относ тельно друг друга, в ре- , зультате чего стороны 6 под действием Сил пальцев 5 выгибаются до соосного - j ИХ совмещения /фиг. 4/, вследствие чего), з Двух сторон 6 четырехугольника образуется ;одна сторона 10 равнобедренного i
; |CSW;;; -ji-:768907
треугольника. Готовую петлю 9 Tpeyi-oju.ной формы снимают с пальцев 2 и 5 и устанавливают в изделие И, после ч(ло сторону 10 замоноличивают бетоном /фиг, 5/.
Таким образом, предложенный способ позволяет располагать пересечение в центре замоноличенной стороны, в результате чего нет необходимости допол;нительно испытывать сваренное /lepeceчение на прочность, что повысит производительность.
.Формула изобретения
железобетонного изделия, включающий изготовление каждой монтажно йЪе гли с контуром равнобедренного треугольника и крестообразным пересечением замыкающих треугольник сторон, сварку пересечения, установку петель в изделие с размещением стороны, противолежащей углу, образованному равными сторонами треугольник), в теле бетона, и последующее замонолйчивание , отличающийся тем, то, с целью повышения производительностид каждую петлю предварительно ич гибают по контуру четырехугольника, две смежные стороны которого выполняют равными, а пересечение замыкающих сторон размещают против угла, образованного равными сторонами, затем производят сварку пересечения и догибание замыкающих сторон до соосного их совмещения.
; Источники информации, принятые во внимание при экспертизе.
,
0
768907 i
-I
;«
:ЧЙ -«...
2
- -768907
jfv Г
(
...,. J - vTU
«
)
-% ev xt Се
.,;,..-: -;-.,
Ш; Ш 5Ш;йМг feW«JsfeM:« -.:sxJv:;-,,;;лVЦ -.гJ.JЛ. - .-7:ТА- - .:7 f 1-;4 -рIT)
:з
