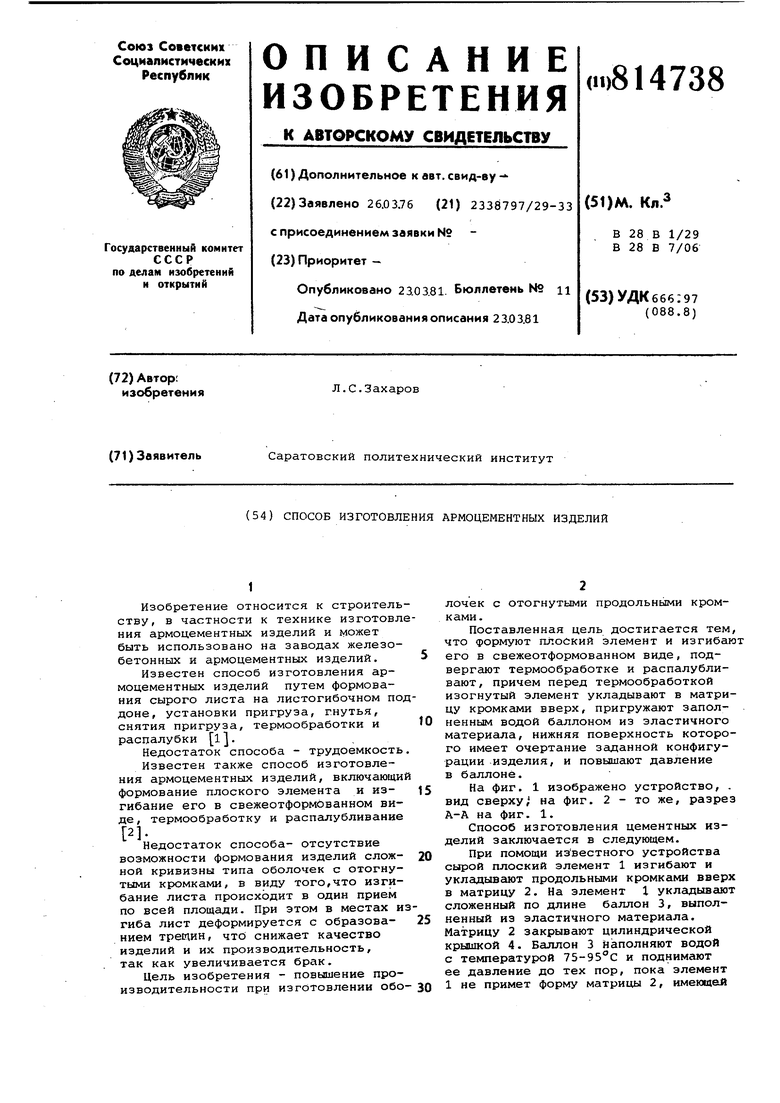
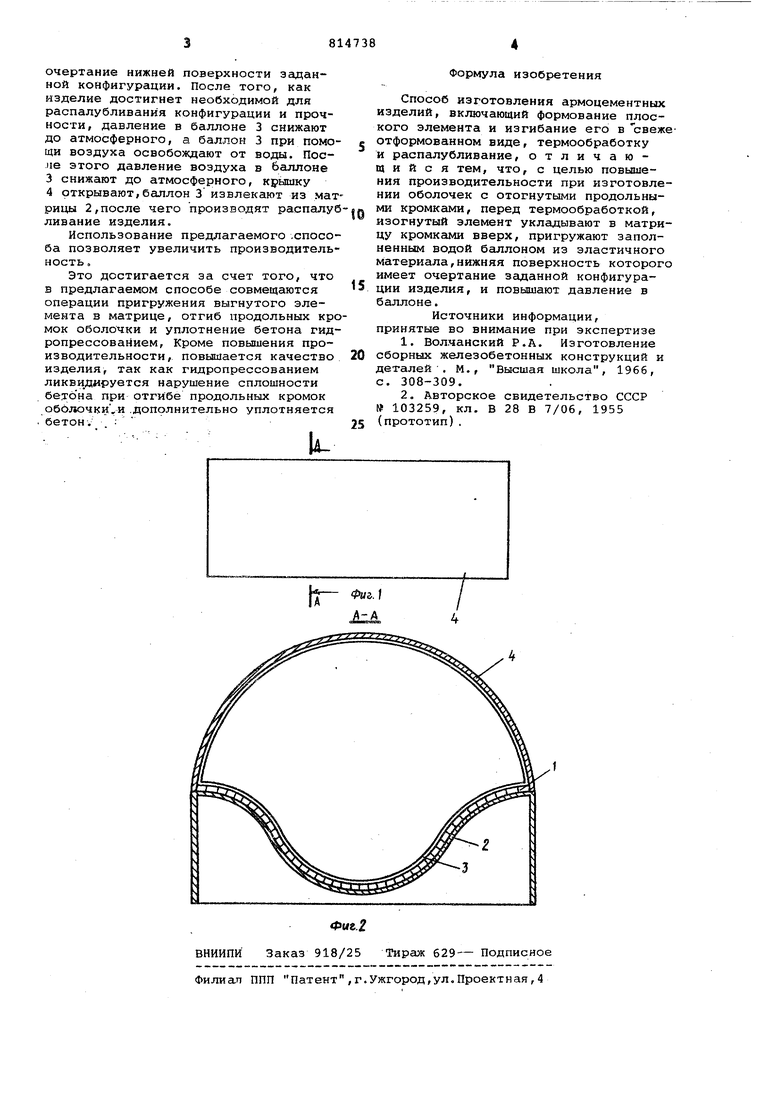
Изобретение относится к строитель ству, в частности к технике изготовл ния армоцементных изделий и может быть использовано на заводах железобетонных и армоцементных изделий. Известен способ изготовления армоцементных изделий путем формования сырого листа на листогибочном по доне, установки пригруза, гнутья, снятия пригруза, термообработки и распалубки 1., Недостаток способа - трудоемкость Известен также способ изготовления армоцементных изделий, включающи формование плоского элемента и изгибание его в свежеотформованном виде, термообработку и распалубливание 2. Недостаток способа- отсутствие возможности формования изделий сложной кривизны типа оболочек с отогнутыми кромками, в виду того,что изгибание листа происходит в один прием по всей площади. При этом в местах и гиба лист деформируется с образованием трещин, что снижает качество изделий и их производительность, так как увеличивается брак. Цель изобретения - повышение производительности при изготовлении обо лочек с отогнутыми продольньлми кромками. Поставленная цель достигается тем, что формуют плоский элемент и изгибают его в свежеотформованном виде, подвергают термообработке и распалубливают, причем перед термообработкой изогнутый элемент укладывают в матрицу кромками вверх, пригружают заполненным водой баллоном из эластичного материала, нижняя поверхность которого имеет очертание заданной конфигурации изделия, и повышают давление в баллоне. На фиг. 1 изображено устройство, . вид сверху, на фиг. 2 - то же, разрез А-А на фиг. 1. Способ изготовления цементных изделий заключается в следующем. При помощи известного устройства сырой плоский элемент 1 изгибают и укладывают продольными кромками вверх в матрицу 2. На элемент 1 укладывают сложенный по длине баллон 3, выполненный из эластичного материала. Матрицу 2 закрывают цилиндрической крышкой 4. Баллон 3 Заполняют водой с температурой 75-95°С и поднимают ее давление до тех пор, пока элемент 1 не примет форму матрицы 2, имеющей
очертание нижней поверхности заданной конфигурации. После того, как изделие достигнет необходимой для распалубливания конфигурации и прочности, давление в баллоне 3 снижают до атмосферного, а баллон 3 при помощи воздуха освобождают от воды. После этого давление воздуха в баллоне
3снижают до атмосферного, крышку
4открывают,баллон 3 извлекают из матрицы 2,после чего производят распалубливание изделия.
Использование предлагаемого .способа позволяет увеличить производительность ,
Это достигается за счет того, что в предлагаемом способе совмещаются операции пригружения выгнутого элемента в матрице, отгиб продольных кромок оболочки и уплотнение бетона гидропрессованием. Кроме повышения производительности, повышается качество изделия, так как гидропрессованием ликви дируется нарушение сплошности бе.тона при отгибе продольных кромок об6лочки,и .дополнительно уплотняется бетон. :
Формула изобретения
Способ изготовления армоцементных изделий, включающий формование плоского элемента и изгибание его в свежотформованном виде, термообработку и распалубливание, отличающийся тем, что, с целью повышения производительности при изготовлении оболочек с отогнутыми продольными кромками, перед термообработкой, изогнутый элемент укладывают в матрицу кромками вверх, пригружают заполненным водой баллоном из эластичного материала,нижняя поверхность которог имеет очертание заданной конфигурации изделия, и повышают давление в баллоне.
Источники информации, принятые во внимание при экспертизе
1.Волианский Р.А. Изготовление сборных железобетонных конструкций и деталей . м., Высшая школа, 1966, с. 308-309.
2.Авторское свидетельство СССР № 103259, кл. В 28 В 7/06, 1955 (прототип).