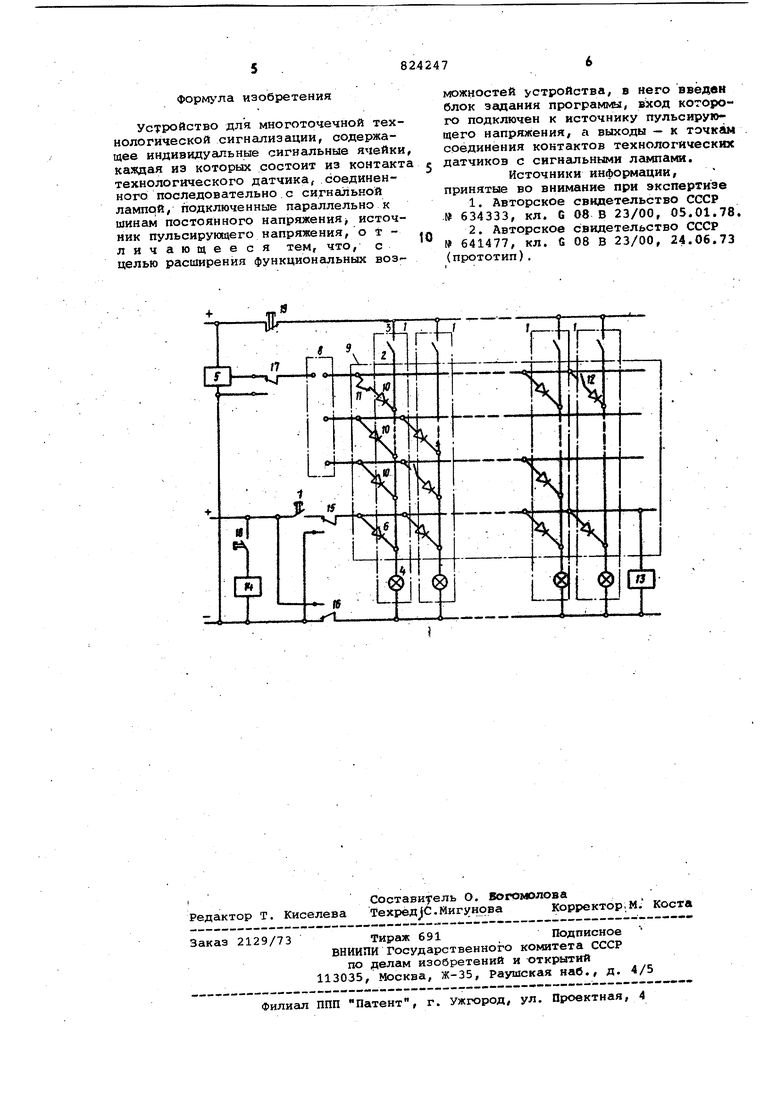
Изобретение относится к автоматической сигнализации и предназначено для Использования в системах управления для контроля технологического процесса, в котором участвуют неограниченное число -различный: датчиков расхода температуры, давления, уровня и др. f а также большое количество исполнительных органов (насосы), компрессора, электроклапаны, клапаны, электрораздвижки и др. Известны устройства для многоточечной технологической сигнализации, содержащие параллельно подключенные к источнику постоянного напряжения сигнальные ячейки, состоящие из тиристора коммутации пульсирующего напряжения, резисторов и последовательно соединенных контакта датчика, тиристора коммутации постоянного напряжения и сигнальной лампы, источни пульсирующего напряжения, блок рроверки .сигнальных ячеек и звуковой сигнализатор., подключенный через последов соединенные кнопку кви тирования и тиристор управления к источнику постоянного напряжения Наиболее близким по техническому решению к предлагаемому является уст ройство для многоточечной технологиеской сигнализации, содержащее ячейки световой сигнализации, каждая из которых состоит из контакта технологического датчика, соединенного последовательно с сигнальной лампой, подключенные, параллельно к шинам постоянного напряжения, источник пульсирующего напряжения {J2 . К недостаткам известных устройств относится отсутствие информации оператору об ожидаемом действии оборудования, участвунлцего в технологическом процессе,и реакции датчиков, контролирующих технологические параметры. Так,ггри множественной сигнализации поступление еще одного, ложного, или отказ одного из участвующих может остаться незамеченным или трудноусвояемым и обязательность запоминания необходимого поступления того или иного сигнала в сложных процессах создает напряженность в работе оператора из-за малой достоверности в правильном ходе технологического процесса. Цель изобретения - расширение функциональных возможностей устройства за счет получения более достоверной информации о состоянии технологическоГО процесса. Это обеспечивает снижение напряженности работы оператора. Указанная депь Достигается тем, что в устройство введен блок задания программы, вхсэд которого подключен к источнику пульсирующего напряжения, а выходы - к точкам соединения контактов технологических датчиков с сиг нальными лампами, .На чертеже представлен пример при ципиальной электрической схемы описы ваемого устройства. Устройство содержит неограниченно число индивидуальных сигнальных ячеек 1,каждая из которых содержит контакт технологического датчика 2, под соединенного одной стороной к плюсовой шине 3 постоянного напряжения, а другой - к сигналь ной лампе 4, источ ник 5 пульсирующего напряжения,диоды .6 и кнопку 7 проверки исправности си нальных ламп 4, а также блок В задания программы, состоящий из переключателя выдачи заданий логической работы и диодной матрицы 9 с диодами1 логики заданий работы сигнальных ламп 4 и с операционными блокировочными контактами 11 и 12 указатель 13 неисправности. Кроме того устройство содержит пе реключающий элемент 14 с контактами 15-17, включенный кнопкой 18 и кнопку 19. Устройство работает следующим об разом,. оператор переключателем 8 устанав ливает требуемую технологическую опе рацию, при этом напряя ение с источника 5 пульсирующего напряжения поступает на определенные горизонтальные шины диодной матрицы 9, соответствукл15ие выбранной операции. К этой шине через диоды 10 логики заданий и блокировочные контакты 11 и 12 под ключены сигнальные лампы 4, соответствующие контролю датчиков 2 в данной- операции. -Лампы начинают работать в пульсирующем режиме. Затем, по мере выхода контролируемого оборудования и контролируемых параметров на рабочий режим давление повысилось до заданного, рабочего, обороты набрались до полных, клапаны и задвижки открылись, уровни достигли заданных пределов и т,д. начинают срабатывать задействованньге в данной операции технологические датчики 2, при этом лампы 4 начинают работать в режиме постоянного свечения. Переход всех ламп 4 от работы в мнгакедем режиме к режиму постоянного свечения является основным подтверждением нормальной работы технологического оборудовайия и поддержания нормальных режимов и параметров конт ролируемых сред и явлений. Если же переход от мигающего реж ма к постоянному свечению одной из амп 4 не осуществился - технологическое, оборудование не выполнило коанду и не сработало или контролируемые функции не вышли на заданный реим. Если через какое-то время или по другим параметрам или функциям какое-то оборудование должно перейти в исходное положение, то одновременно с командой на отключение данного : оборудования и размыканием контакта датчика 2 размыкается контакт 11, лампа 4 гаснет, В других операциях технологического процесса работа схемы сигнализации и контроля аналогична, В случае пробоя или сообщения анодной и катодной цепей любого диода б в процессе операции срабатывает указатель 13 неисравности и информирует оператора о неисправности. При этом загорятся все остальные лампы сигнализации. В случае пробоя или сообщения анодной и катодной цепей диода 10 логики задания в процессе операций дополнительно загораются лампы, работающие от этой шины, что также является дополнительной информацией оператору о неисправности диода. Для обнаружения неисправного диода, без отключения операции, нажатием кнопки 18 следует включить переключающийся элемент 14. При этом сработают его контакты 15-17, и на все аноды диодов 10 и б поступают минус источника питания, а на общую цепь ламп 4 будет поступать плюс. В этом случае сигнальная лампа, связанная с катодом неисправного диода, загорится. Проверка исправности ламп осуществляется нажатием кнопки 7 - при этом асе исправные лампы начинают светиться ровным светом. Негорение лампы сигнализирует о ее неисправности или Неисправности цепи ее питания. В случае пробоя или сообщения анодной и катодной цепей любого диода 6 при включении операции загорятся все сигнальные лампы 4 и сработает указатель неисправности 13, который дает оператору соответствуквдую информацию или при необходимости отключит операцию, для чего контакт указателянужно, ввести в цепь операции. Устройство обеспечивает оператора постоянным достоверным контролем нормальной работы технологического процесса. Невыполнение команды каким-либо оборудованием или его отказ в процессе цикла немедленно отражается на контрольном блоке (устройства) миганием соответствующей сигнальной лампы или другого СИГНЕШЬНОГО элемента. .
изобретения
Устройство для многоточечной технологической сигнгшиэации, содержащее индивидуальные сигнальные ячейки, каждая из которых состоит из контакта технологического датчика соединенного последовательно с сигнальной лампой, подключенные параллельно к шинам постоянного напряжения источник пульсирующего напряжения, о т личающееся тем, что, с целью расширения функциональных возможностей устройства, в него введен блок задания програм Ф1, вход которого подключен к источнику пульсирующего напряжения, а выходы - к точкам соединения контактов технологических датчиков с сигнальными лампами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
634333, кл. G 08 В 23/00, 05.01.78.
2.Авторское свидетельство СССР
№ 641477, кл. G 08 В 23/00, 24.06.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоточечной сигнализации | 1983 |
|
SU1121690A1 |
| Устройство для многоточечной сигнализации | 1982 |
|
SU1062743A1 |
| Устройство для многоточечной технологической сигнализации | 1972 |
|
SU446895A1 |
| Устройство для аварийной сигнализации | 1979 |
|
SU840985A1 |
| Устройство для многоточечной сигнализации | 1990 |
|
SU1803926A1 |
| Устройство для многоточечной сигнализации | 1979 |
|
SU855706A1 |
| Устройство для многоточечной сигнализации | 1988 |
|
SU1658185A1 |
| Устройство для многоточечной сигнализации | 1981 |
|
SU963030A1 |
| Устройство для аварийной сигнализации при многоточечном контроле объекта | 1980 |
|
SU902038A1 |
| Устройство для многоточечной сигнализации | 1984 |
|
SU1187193A1 |
