I
Изобретение относится к транспортной и потребительской таре и может быть использовано для групповой упаковки цилиндрических и других изделий.
Известна заготовка для тары шестигранной формы, представляющая собой лист, например картона, с нанесенными линиями перегиба для образования боковых и торцевых стенок и наклонно расположенными просечками для образования клапанов торцевых стенок 1 .
Недостатком известных заготовок является ограниченность применения образуемой из них шестигранной тары с равновеликими гранями для групповой упаковки цилиндрических изделий, так как она эффективна при размеш,ении в одном ряду не менее 7 штук изделий, а далее резко увеличивается Число изделий в одном ряду - 19,37 и т. д., что применимо только для мелких цилиндрических изделий, а для групповой упаковки изделий емкостью более одного литра такая тара становится громоздкой и не удобной в обращении.
Целью настоящего изобретения является максимальное заполнение объема тары при упаковке различного количества цилиндрических изделий.
Поставленная цель достигается тем, что боковые стенки заготовки выполнены разновеликими при соотношении ширины смежных боковых стенок от 1:2 до 1:5, а просечки торцевых стенок выполнены таким образом, что внутренние углы клапанов меньших боковых сторон, прилегающих к линиям перегиба, равны 120°, при этом все клапаны имеют вид пятиугольников двух типов, основаниями которых являются линии перегиба, с верхними углами, равными 120°, причем стороны клапанов меньших боковых сторон, прилегающие к верхним углам, равны высоте клапанов больших боковых сторон, а смежные с ними стороны выполнены перпендикулярно им и
равны половине ширины больших боковых сторон.
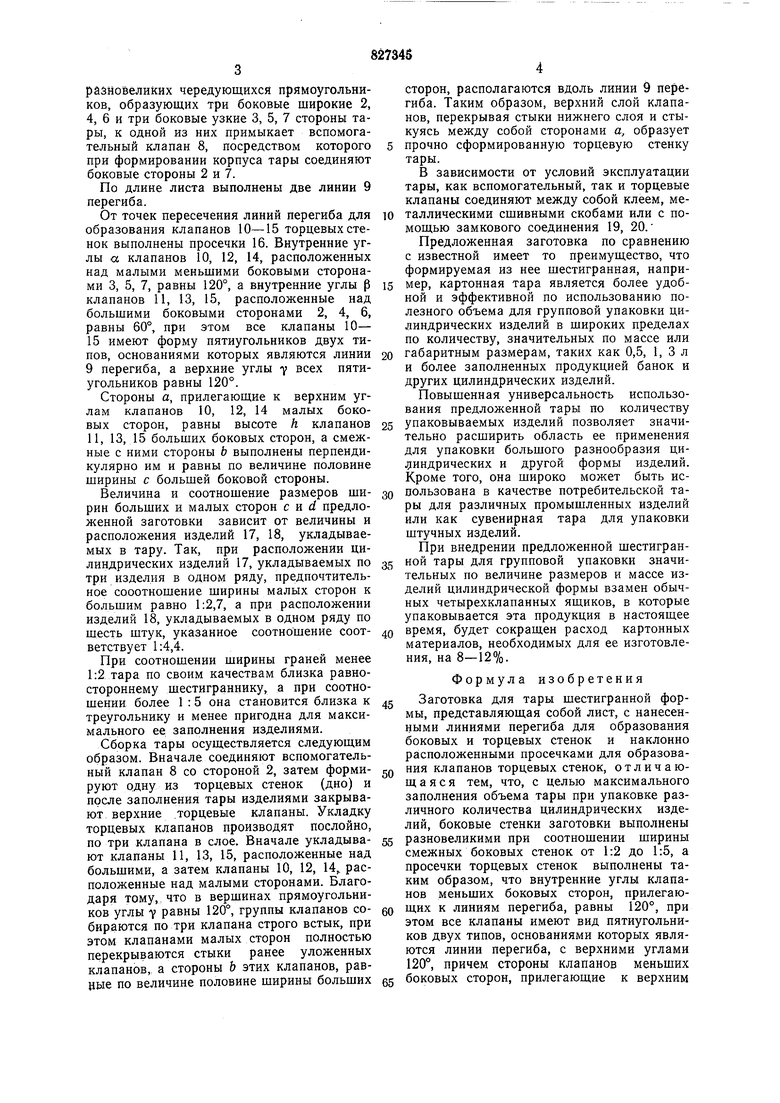
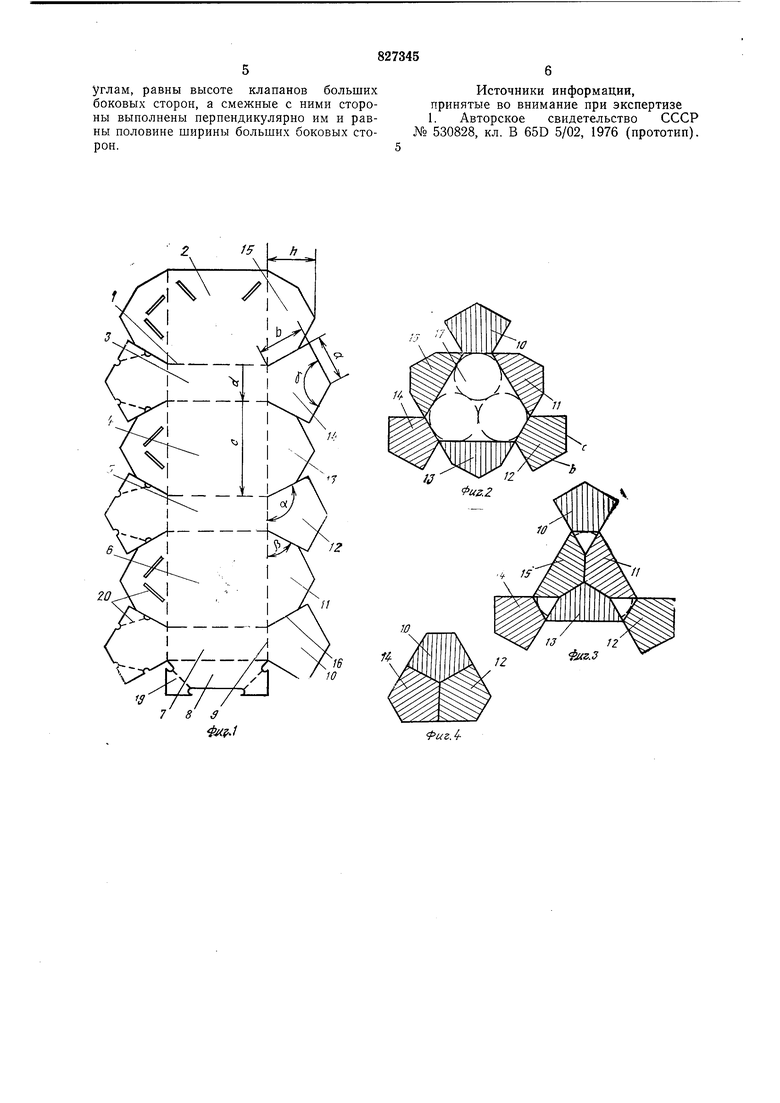
На фиг. 1 изображен общий вид заготов-. ки для тары шестигранной формы; на фиг. 2 - торец шестигранной тары на три издеЛИЯ с открытыми клапанами; на фиг. 3 - то же, с тремя закрытыми клапанами; на фиг. 4 - то же, со всеми закрытыми и склеенными клапанами; на фиг. 5 - торец тары с замковыми клапанами на шесть изделий; на фиг. 6 - то же, с закрытыми замковыми клапанами.
Согласно предлагаемому изобретению заготовка для шестигранной тары представляет собой лист, например, картона,
разделенного линиями перегиба 1 на шесть
разновеликих чередующихся прямоугольников, образующих три боковые щирокие 2, 4, 6 и три боковые узкие 3, 5, 7 стороны тары, к одной из них примыкает вспомогательный клапан 8, посредством которого при формировании корпуса тары соединяют боковые стороны 2 и 7.
По длине листа выполнены две линии 9 перегиба.
От точек пересечения линий перегиба для образования клапанов 10-15 торцевых стенок выполнены просечки 16. Внутренние углы а клапанов 10, 12, 14, расположенных над малыми меньшими боковыми сторонами 3, 5, 7, равны 120°, а внутренние углы р клапанов 11, 13, 15, расположенные над большими боковыми сторонами 2, 4, 6, равны 60°, при этом все клапаны 10- 15 имеют форму пятиугольников двух типов, основаниями которых являются линии 9 перегиба, а верхние углы 7 всех пятиугольников равны 120°.
Стороны а, прилегающие к верхним углам клапанов 10, 12, 14 малых боковых сторон, равны высоте h клапанов 11, 13, 15 больших боковых сторон, а смежные с ними стороны b выполнены перпендикулярно им и равны по величине половине ширины с большей боковой стороны.
Величина и соотношение размеров ширин больших и малых сторон с к d предложенной заготовки зависит от величины и расположения изделий 17, 18, укладываемых в тару. Так, при расположении цилиндрических изделий 17, укладываемых по три изделия в одном ряду, предпочтительное сооотношение ширины малых сторон к большим равно 1:2,7, а при расположении изделий 18, укладываемых в одном ряду по шесть штук, указанное соотношение соответствует 1:4,4.
При соотношении ширины граней менее 1:2 тара по своим качествам близка равностороннему шестиграннику, а при соотношении более 1 :5 она становится близка к треугольнику и менее пригодна для максимального ее заполнения изделиями.
Сборка тары осуществляется следующим образом. Вначале соединяют вспомогательный клапан 8 со стороной 2, затем формируют одну из торцевых стенок (дно) и после заполнения тары изделиями закрывают верхние .торцевые клапаны. Укладку торцевых клапанов производят послойно, по три клапана в слое. Вначале укладывают клапаны 11, 13, 15, расположенные над большими, а затем клапаны 10, 12, 14„ расположенные над малыми сторонами. Благодаря тому, что в вершинах прямоугольников углы 7 равны 120°, группы клапанов собираются по три клапана строго встык, при этом клапанами малых сторон полностью перекрываются стыки ранее уложенных клапанов, а стороны b этих клапанов, равные по величине половине ширины больших
сторон, располагаются вдоль линии 9 перегиба. Таким образом, верхний слой клапанов, перекрывая стыки нижнего слоя и стыкуясь между собой сторонами а, образует прочно сформированную торцевую стенку тары.
В зависимости от условий эксплуатации тары, как вспомогательный, так и торцевые клапаны соединяют между собой клеем, металлическими сшивными скобами или с помощью замкового соединения 19, 20.
Предложенная заготовка по сравнению с известной имеет то преимущество, что формируемая из нее шестигранная, например, картонная тара является более удобной и эффективной по использованию полезного объема для групповой упаковки цилиндрических изделий в широких пределах по количеству, значительных по массе или габаритным размерам, таких как 0,5, 1, 3 л и более заполненных продукцией банок и других цилиндрических изделий.
Повышенная универсальность использования предложенной тары по количеству упаковываемых изделий позволяет значительно расширить область ее применения для упаковки большого разнообразия циJJиндpичecкиx и другой формы изделий. Кроме того, она широко может быть использована в качестве потребительской тары для различных промышленных изделий или как сувенирная тара для упаковки штучных изделий.
При внедрении предложенной шестигранной тары для групповой упаковки значительных по величине размеров и массе изделий цилиндрической формы взамен обычных четырехклапанных ящиков, в которые упаковывается эта продукция в настоящее время, будет сокращен расход картонных материалов, необходимых для ее изготовления, на 8-12%.
Формула изобретения
Заготовка для тары шестигранной формы, представляющая собой лист, с нанесенными линиями перегиба для образования боковых и торцевых стенок и наклонно расположенными просечками для образования клапанов торцевых стенок, отличающаяся тем, что, с целью максимального заполнения объема тары при упаковке различного количества цилиндрических изделий, боковые стенки заготовки выполнены разновеликими при соотнощении ширины смежных боковых стенок от 1:2 до 1:5, а просечки торцевых стенок выполнены таким образом, что внутренние углы клапанов меньших боковых сторон, прилегающих к линиям перегиба, равны 120°, при этом все клапаны имеют вид пятиугольников двух типов, основаниями которых являются линии перегиба, с верхними углами 120 причем стороны клапанов меньших боковых сторон, прилегающие к верхним углам, равны высоте клапанов больших боковых сторон, а смежные с ними стороны выполнены перпендикулярно им и раввы половине ширины больших боковых сторои.5 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 530828, кл. В 65D 5/02, 1976 (прототип), 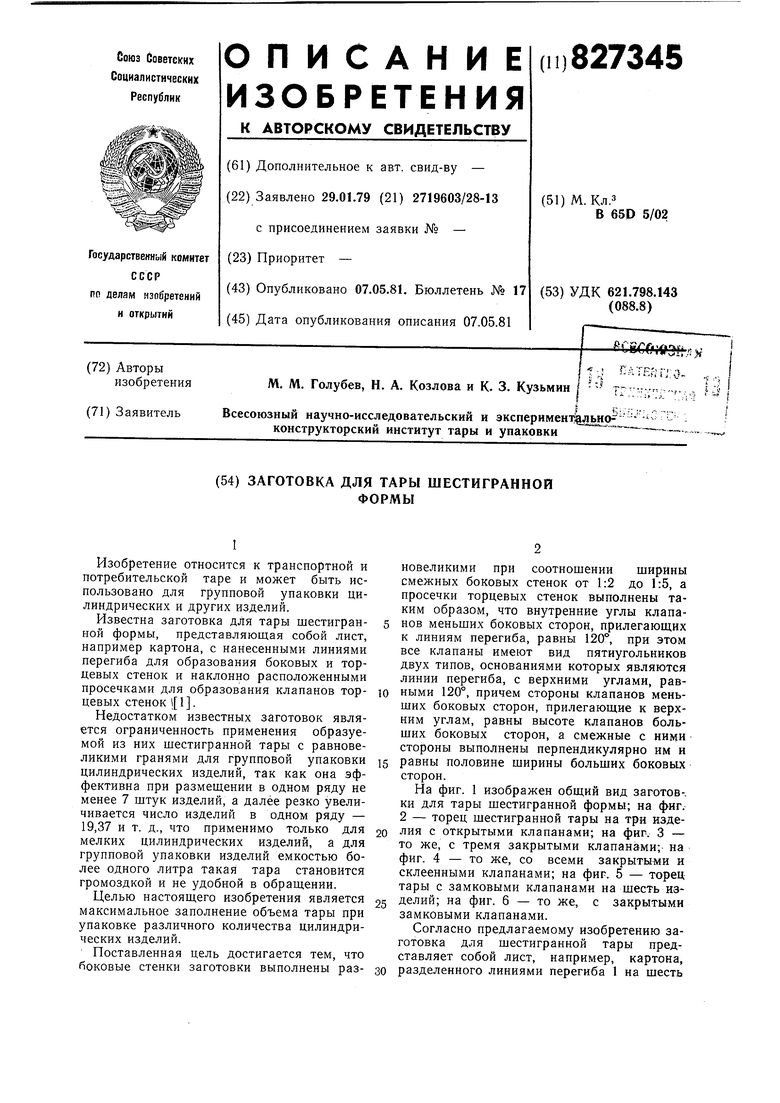
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для тары шестигранной формы | 1980 |
|
SU885110A1 |
| Заготовка для тары шестигранной формы | 1982 |
|
SU1016227A2 |
| УПАКОВОЧНАЯ ТАРА МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ГРУЗОВ | 2006 |
|
RU2310590C1 |
| ЯЩИК ДЛЯ УПАКОВАННЫХ ШТУЧНЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2012 |
|
RU2485031C1 |
| Коробка | 1990 |
|
SU1761617A1 |
| Листовая картонная заготовка для лотка для упаковывания разных по диаметру бутылок или банок, лоток из этой заготовки (варианты) | 2017 |
|
RU2654191C1 |
| Складная коробка | 1989 |
|
SU1713854A1 |
| Коробка | 1989 |
|
SU1745622A1 |
| Картонная коробка | 1987 |
|
SU1507661A1 |
| Заготовка для тары шестигранной формы | 1974 |
|
SU530828A1 |
Риг.
15
15
Фиг. 6
