1
Изобретение относится к испытаниям материалов и изделий без их разрушения,.конкретнее к радиационной дефектоскопии, и может быть использовано, например, для рентгенотелевизионного контроля качества сварных соединений.
Известны способы радиационного контроля, основанные на пропускании потока излучения через контролируемое изделие и регистрацию интенсивности прошедшего через издели излучения fl .
Недостатком таких способов является низкая площадь контроля.
Наиболее близок к предлагаемому по технической сущности способ рентгенотелевизионного контроля,включающий: пропускание потока излучения через контролируемое изделие, движущееся между источником излучения и рентгенооптическим преобразователем изображения, с последующей регистрацией полученного изображения с помощью системы телевизионного контроля Г2Т.
Недостаток известного способа значительные потери информации о мелкоструктурных элементах контролируемого изделия, что обусловлено
размытием изображения внутренней структуры изделия в процессе его движения.
Цель изобретения - снижение потерь информации о мелкоструктурных элементах контролируемого изделия.
Поставленная цель достигается тем, что в способе рентгенотелевизионкого контроля, включающем пропуска0ние потока излучения через контролируемое изделие, движущееся между источником излучения и рентгенооптическим преобразователем изо ражения,с последующей регистрацией
5 полученного изображения с помощью , системы телевизионного контроля, движение изделия осуществляют параллельно плоскости активной зоны источника излучения со скоростью,
0 определяемой из соотношения .. f (d + 0,5h) i T(H + 0,5h + d)i где V - скорость движения изделия; d - зазор меходу изделием и ра5диацион но-оптическим преобразователем;
f - размер активной зоны источника в направлении движения контролируемого изде0лия; Т - длительность телевизионного кадра; Н - расстояние между изделие и источником; h - толщина контролируемого изделия; i,j - целые положительные числ не больше трех. Меру потерь информации о внутре ней структуре контролируемого изде лия в частотном представлении и нормализованном виде можно аналити чески записать как Q(W} -l-|r,coy)0 -l-fK2. ) где -1-|Г(ш)) - мера потерь инфор ции, за которые о ветственны конечн размеры оптическо фокуса и геометри контроля, причем -, , f,d+0,5h , С(Ш) f/d+0,5h, H+0,5h -1 (оу)Q - мера потерь информац за которые ответстве но движение контроли руемого объекта,прич . VT,H+0,5h + d,,, H+0,5h VT (H+0,5h+d , H+0,5h pt-)t.H (ш)| - мера потерь информац связанных с другими звеньями устройства осуществляющего конт роль по предлагаемом способу; U) - пространственные час ты, рад/мм. Из аналитического видаiT (tJ) и IA, (UJ) видно, что на частотах OL)-J Ly-, определяемых уравнениями f / J+0,5h 1,2 )иО i j; ,5h 5 --W -Jинформация о внутренней структуре изделия полностью теряется, так к при ЭТОМц(ии) -0 и txj.) ОВ известных способах радиацион ного контроля uu; UU д Однако пут выбора скорости изделия по закону .. f (d+0,5h)j 4j T(H+G,5h+d) i
можно сделать (juj U.)- и тем самым сократить число пространственных частот, на которых информация о внутренней структуре утрачивается. 65
Р f(d+0,5h)
при ,2... т (H+0,5h+d)T
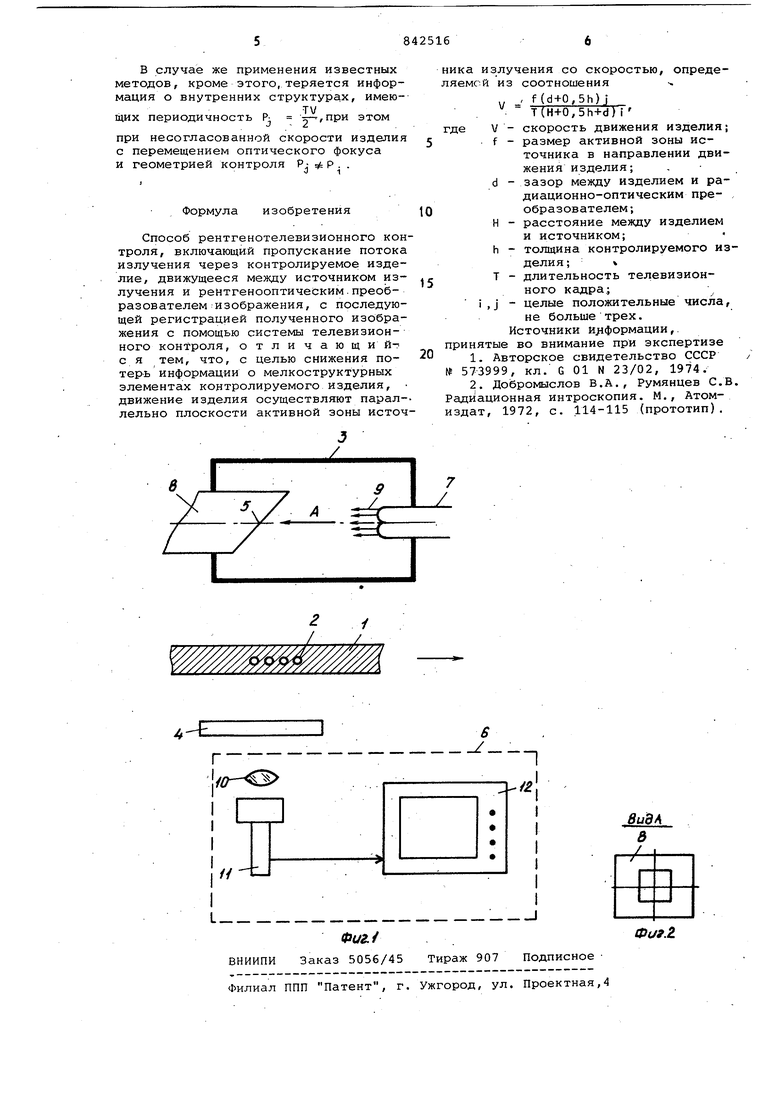
Р 1 мм для рассмотренного случая . Ha фиг. 1 схематически изображено устройство для осуществления контроля по предлагаемому способу; на фиг. 2 - вид А на фиг.1. Контролируемое изделие 1, выполненное в виде стальной полосы, имеющей сварной шов с цепочкой пор 2, размещается слева от источника 3 и оператор, производящий контроль, при помощи линейки измеряет толщину h изделия, зазор d между изделием и преобразователем 4, выполненным, например, в виде монокристаллической пластины CsJ(TC), расстояние Н между изделием и активной зоной 5 источника. Затем оператор по формуле f(d+0,5H)j T(H+d+0,5h)T . определяет скорость контроля изделия. При , , f 4 мм, Н 300 мм в качестве телевизионной системы 6 используется теле-визионная установка Интроскоп, . ,04с, , , V 1,5 м/мин. После этого на катод 7 и анод 8 источника 3 подается разность потенциалов 200 кВ, иэмитируемый катодом 7 электронный пучок 9 силой 8 мА взаимодействует с анодом 8 на конечной площади J, проекция которой в направлении стрелки А имеет вид квадрата с размерами f 4 мм. Одновременно оператор при помощи системы перемещения изделия осуществляет движение изделия i со скоростью V 1,5. м/мин параллельно одной из сторон .зоны .5. При этом однородный по интенсивности поток рентгеновского излучения, возникающий в месте взаимодействия пучка 9 с анодом 8, проходя сварной щов изделия 1, модулируется порами 2 и становится неоднородным - радиационным изображением. Радиационное изображение инвертируется преобразователем 4 в видимый свет, который при помощи объектива 10, телевизионной трубки 11, создает на экране 12 светотеневое изображение внутренних неоднородностей изделия 1, по которому оператор судит о качестве изделия 1.. Предлагаемый способ радиационного контроля позволяет уменьшить потери информации о внутренней структуре контролируемого изделия. Так, при выполнении контроля по предлагаемому способу теряется информация о внутренних структурах, имеющих периодичность, например, цепочки пор В случае же применения известных методов, кроме этого, теряется информация о внутренних структурах, имеюр. р,при щих периодичность при несогласованной скорости изделия с перемещением оптического фокуса и геометрией контроля . . Формула изобретения Способ рентгенотелевизионного кон троля, включающий пропускание потока излучения через контролируемое изделие, движущееся между источником излучения и рентгенооптическим.преобразователем изображения, с последующей регистрацией полученного изображения с помощью системы телевизионного контроля, отличающийс я тем, что, с целью снижения потерь информации о мелкоструктурных элементах контролируемого изделия, движение изделия осуществляют параллельно плоскости активной зоны источ а излучения со скоростью, опредеой из соотношения -, f (d+0,5h)j T(H+0,5h+d)T скорость движения изделия; размер активной зоны источника в направлении движения изделия; - зазор между изделием и радиационно-оптическим преобразователем ; расстояние между изделием и источником; толщина контролируемого изделия ; длительность телевизионного кадра.; целые положительные числа, не больше трех. Источники и фopмaции, нятые во внимание при экспертизе 1.Авторское свидетельство СССР 73999, кл. G 01 N 23/02, 1974. 2.Добромыслов В.А., Румянцев С,В. иационная интроскопия. М., Атомат, 1972, с. 114-115 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Рентгенотелевизионный интроскоп | 1978 |
|
SU873064A1 |
| Рентгенотелевизионный интроскоп | 1976 |
|
SU586373A1 |
| Рентгенотелевизионный интроскоп | 1978 |
|
SU873063A1 |
| Рентгенотелевизионный интроскоп | 1979 |
|
SU842515A1 |
| СПОСОБ РЕНТГЕНОТЕЛЕВИЗИОННОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1994 |
|
RU2091775C1 |
| Радиационный телевизионный интроскоп по схеме Шпагина А.П. | 1989 |
|
SU1673931A1 |
| Рентгенотелевизионный микроскоп | 1981 |
|
SU1000867A1 |
| РЕНТГЕНООПТИЧЕСКИЙ ЭНДОСКОП | 1998 |
|
RU2168166C2 |
| Устройство для рентгеновского контроля дефектов сварных швов | 1979 |
|
SU779865A1 |
| Рентгенотелевизионный интроскоп | 1972 |
|
SU445890A1 |
/
