(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опроса абонентов | 1980 |
|
SU926644A2 |
| Устройство для дистанционного автоматизированного управления шахтными конвейерными линиями | 1986 |
|
SU1579863A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА, ХРАНЕНИЯ И ВЫДАЧИ ПРОПУСКОВ | 1991 |
|
RU2023306C1 |
| Устройство для опроса абонентов | 1981 |
|
SU1013968A1 |
| Устройство для дистанционной индикации наличия лимитированных позиций | 1982 |
|
SU1061167A1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| Устройство автоматического управления горелками инфракрасного излучения | 1971 |
|
SU418120A1 |
| Устройство телемеханики | 1978 |
|
SU763944A1 |
| УСТРОЙСТВО ЗАЩИТЫ ТРАНСПОРТНОГО СРЕДСТВА ОТ УГОНА И КРАЖ | 2004 |
|
RU2264934C1 |
| УСТРОЙСТВО ДЛЯ ПОДСЧЕТА ЧИСЛА ЛЮДЕЙ В КОНТРОЛИРУЕМОЙ ЗОНЕ | 1989 |
|
RU2018959C1 |
Изобретение относится к средствам контроля производственных процессов и может применяться на предприятиях по ремонту машин, например автомобилей, тракторов и сельскохозяйственных машин.
Известно устройство для контроля производственного процесса, содержащее программный блок, пульты рабочих мест, датчики и блок опроса, -соторое позволяет следить за работой основного технологического оборудования Г .
Наиболее близким по технической сущности к предлагаемому является .устройство для контроля производств венного процесса, содержащее пульты рабочих мест, выполненные в виде 1;1Оследовательно соединенных ключей: генераторов импульсов и шифраторов, выходы которых соединены со входами дешифратора, вькоды которого через элементы памяти подключены ко входам блока индикации 2 .
Эти устройства не дают динс1ми ческой и целостной картины хода производственного процесса. Они лишь сигнализируют и накопляют информацию о простоях оборудования и не отражают соответствие продолжительности операции установленному ритму производства и взаимосвязи one- раций, что затрудняет анализ и принятие решения по управлению производством.
Цель изобретения - повышение информативности о ходе производственного процесса, как взаимосвязанного во времени потока операций.
10
Указанная цель достигается тем, что в устройство для контроля производственного процесса, содержащее пульты рабочих мест, элемент памя15ти, генератор импульсов и блок индикации, введены блок реле времени и коммутатор, первая группа входов которого соединена с первыми выхоДс1ми пультов рабочих мест, которые
20 под слючёны ко входам блока реле рёТлени,первый; выход ко орого чёрез генератор импульсов соединен с первым входом коммутатора, выходы которого подключены ко входам бло25ка индикации, первая группа входов блока реле времени соединена со второй группой входов коммутатора, вторые выходы пультов рабочих мест подключена ко входу элемента па30мяти.
Кроме того, блок индикации выполнен из сигнальных лампочек, одни концы KOTOpfcjx объединены, а другие соединены со входом блока индика-ции, сигнальные лампочки расположены в соответствии со схемой сетевого графика производственного процесса.
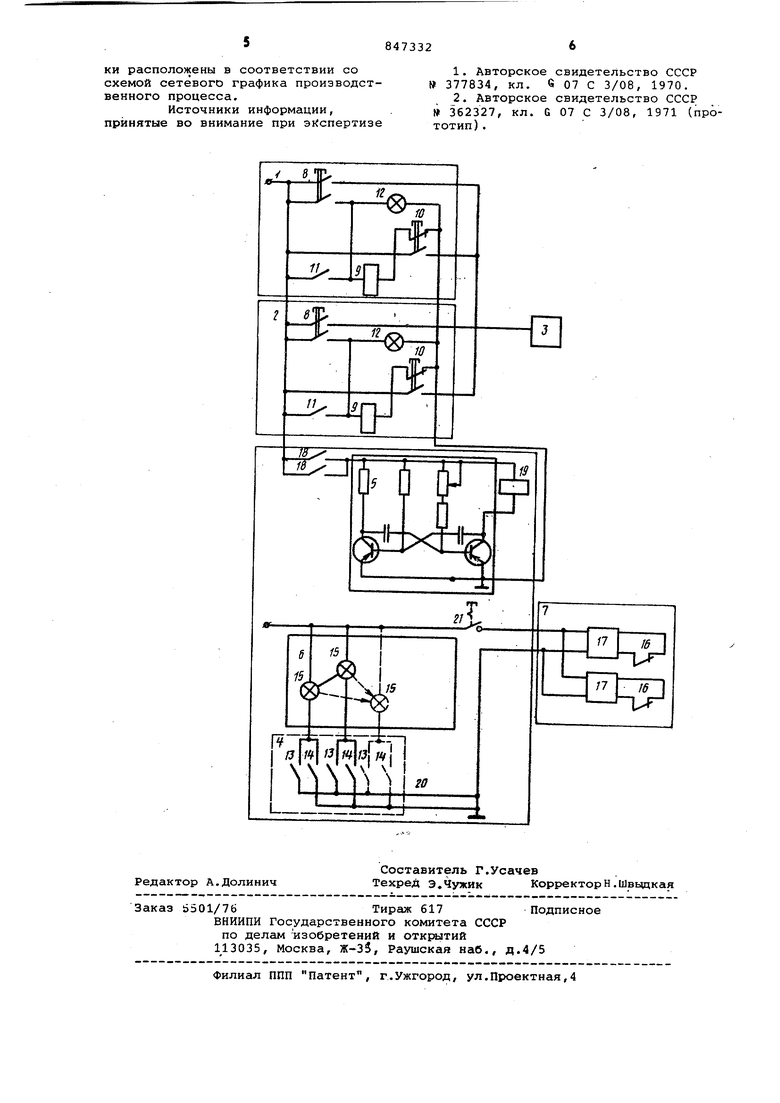
На чертеже изображена функциональная схема устройства.
Устройство содержит пульты рабочего места 1 и 2 (число рабочих .мест соответствует числу операций технологического процесса и может быть любым, элемент 3 памяти, коммутатор 4, генератор 5 импульсов иблок б индикации, выполненный из элементов индикации, блок 7 реле времени.
Каждый пульт рабочего места содержит кнопочный выключатель 8,реле 9j,KHOпочуый выключатель 10, замыкающие контакты реле 11, сигнальную лампочку 12. Коммутатор 4 состоит из замыкающих контактов 13 и 14. Блок б индикации состоит из элементов 15 индикации. Блок 7 реле времени содержит размыкающие контакты 16 реле 9 и реле 17 с замыкающими контактами 18. На выходе генератора импульсов установлено реле 19 с замыкающим контактом 20. Блок реле времени подключен к шинам питания через кнопочный выключатель 21.
Устройство работает следующим образом.
При нажатии рабочим кнопочного выключателя 8 пульта рабочих мест 1 образуется цепь дл-я включения реле 9: минус источника постоянного напряжения - замыкающий контакт кнопочного выключателя 8 - катушка реле 9 - размыкающий контакт кнопоч ного выключателя 1р - плюс источника напряжения „ При этом реле 9 становится на самоблбкиревку с помощью своего замыкающего контакта 11. Загорается сигнальная лампбчка 12, сигнализирующая о том, что операция выполнена и рабочий простаивает.
В то же время реле 9 замыкающим контактом 14 включает, соответствующий элемент 15 индикации блока б индикации. Каждый элемент индикации блока хода технологического индикации, помещенной на пульте диспетчера, соответствует определенной технологической операции. Размыкающий контакт 16 реле 9 производит сброс реле .17 блока 7 реле времени на ;ноль Замыкающим контактом кнопочного выключателя 8 подается импульс элементу 3 памяти.
При нажатии рабочим кнопочного выключателя 10 размыкающий контакт этого выключателя обесточивает{;реле 9. Размыкаются контакты 11 и 14 и гаснут лампочки 12 и элементы 15 индикации. Размыкающий контакт реле 9 включает реле 17. Замыкакадий контакт кнопочного выключателя 10 подает импульс на элемент 3 памяти.
По истечении операционного времени реле 17 блока реле времен замы; ающим контактом 18 включает генератор 5 импульсов. Одновременно замыкающий контакт 13 реле 17 подключает элемент 15 индикации 15 к замыкаиядему контакту 20 реле 19 генератора импульсов. Элемент 15 /индикации блока 6 индикации хода технологического процесса начинает мигать, предупреждая, что просрочено операционное время. Кнопочный выключатель 21 при размыкании производит остановку работы реле 17 без сброса его установки на ноль.
Фактичеокая аритмичность ремонтного производства из-за задержки в реакции на сбои при существующих средствах контроля составляют 4050%.
Контроль за ходом производственного процесса с помощью предложенного устройства дает возможность при минимуме информации поддерживать высокую осведомленность диспетчера о состоянии процесса, что, в свою очередь,позволяет упреждать сбои принятием своевременных решений. Этот контроль осуществляется по допустимы отклонениям от установленного ритма Производства и ведется непосредственно за всеми рабочими местами,учитыва их взаимосвязь во времени. При этом возрастает временная согласованность процесса и повышается синхронность производства.
Формула изобретения
. 1. Устройство для Контроля производственного процесса, содержащее пульты рабочих мест, элементпамяти генератор импульсов и блок индикации, отличающееся тем, что, с целью повышения информативности устройства, в него введены блок рале времени и коммутатор, первая группа входов которого соединена с первыми выходами пультов рабочих мест, которые подключены ко входам блока реле времени, первый выход которого через генератор импульсов срединен с первым входом коммутатора, выходы Которого подключены ко входам блока индикации, перваягруппа входов блока реле времени соединена со второй группой входов коммутатора, вторые выходы пультов рабочих мест подключены ко входу элемента памяти.
