1
Изобретение относится к гидравлическому машиностроению, а более конкретно к уплотнениям подвижных и неподвижных соединений гидроагрегатов с радиальным обжатием уплотнительных поверхностей.
Известна конструкция металлической манжеты для герметизации соединений гидроагрегатов, состоящая из опорно-центрирующего кольца и направленных вдоль оси манжеты тонкостенных упругих усов V-образного сечения с уплотнительными поверхностями 1.
К недостаткам прототипа следует отнести прогиб тонкостенных упругих усов под действием повышенного давления рабочей среды, что приводит к потере герметичности при высоких давлениях. При выполнении усов более толстыми (при тех же величинах натягов) увеличивается их жесткость и усилие трения, т. е. возрастает потребное значение сдвиговых усилий в подвижных соединениях гидросистем.
Наличие в конструкции уплотнительного устройства, используюшего эту манжету, упругого элемента (пружины) с распорной втулкой для дополнительного поджатия тонкостенных упругих усов усложняет конструкцию и увеличивает габариты устройства.
Кроме того, большие Трудности представляет оптимизация этой манжеты по упругости и жесткости ее усов, в том числе каждого уса в отдельности, что необходимо 5 для обеспечения усилий трения в заданных пределах при сохранении требуемой герметичности при высоких давлениях среды. Для изменения жесткости и упругости усов требуется менять- несколько геометрических
ц размеров манжеты: величину обжатия каждого из усов (натяги), толщину усов, .а при необходимости углы раскрытия усов и их длину; это требует значительного времени для доводки манжеты.
Целью изобретения является повышение
5 герметичности соединения при высоких давлениях.
Это достигается тем, что тонкостенные упругие усы снабжены кольцевыми буртами, диаметры которых равны соответственно наружному и внутреннему диаметрам
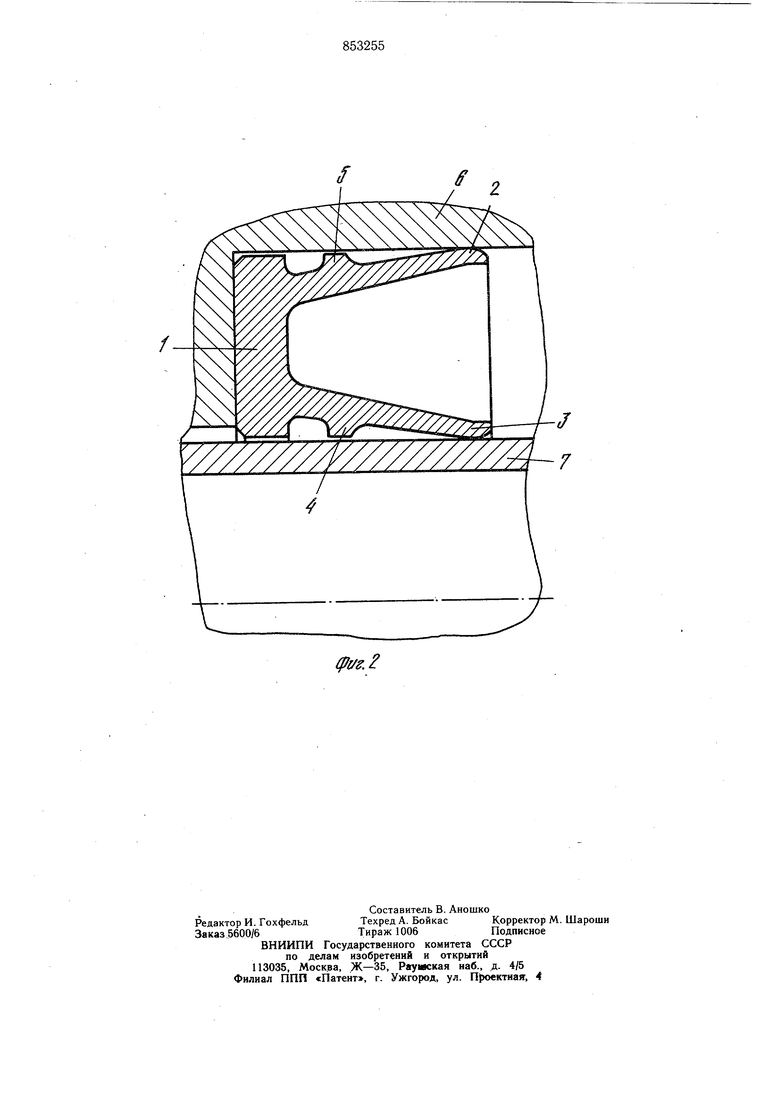
20 опорно-центрирующего кольца, причем кольцевые бурты отстоят от уплотнительных поверхностей на расстоянии не менее 70% длины уса. Оптимизация упругих усов по жесткости и упругости осуществляется за счет выполнения толщины усов на участке между кольцевыми буртами и опорноцентрирующим кольцом различной для обоих усов, причем для уса, сопрягаемого с подвижной деталью устройства, эта толщина выполняется меньшей. На фиг. 1 изображена металлическая самоуплотняющаяся манжета; на фиг. 2 - уплотнительное устройство (соединение), в котором используется предлагаемая манжета. Манжета состоит из опорно-центрирующего кольца 1. тонкостенных упругих усов 2 и 3 с кольцевыми буртами 4 и 5 и с уплотнительными поверхностями А и Б. Уплотнительные поверхности А и Б покрыты мягким пластичным материалом, например медью, серебром, фторопластом и т. п. Наружный и внутренний диаметры опорно-центрирующего кольца 1 и кольцевых буртов 4 и 5 выбраны таким образом, что при монтаже в уплотнительное устройство обеспечивается ходовая посадка. По уплотнительным поверхностям А и Б манжета устанавливается в уплотнительное устройство с натягом, определяемым выступанием а и а г этих поверхностей над наружным и внутренним диаметрами кольца 1 и буртов 4 и 5. Торцовая поверхность В кольца 1 выполняется с малым торцовым биением относительно оси внутреннего диаметра кольца 1, что обеспечивает хорошее прилегание поверхностей В к торцовой поверхности детали 6 устройства и уменьщает возможный перекос манжеты при ее монтаже. Уменьшению перекоса способствует также то, что кольцевые бурты 4 и 5 имеют одинаковые с кольцом I диаметры и являются как бы продолжением кольца 1 по оси манжеты. Манжета в уплотнительном устройстве работает следующим образом. На уплотнительных поверхностях А и Б манжеты за счет обжатия усов создается требуемая величина начального контактного давления, обеспечивающая герметичность при давлениях пневмоиспытаний гелием гидросистемы в цеховых условиях (а;10-15 кгс/см). При повышении давления среды контактное давление на уплотнительных поверхностях А и Б повышается за счет эффекта самоуплотнения. Ири этом кольцевые бурты 4 и 5 ограничивают деформации тонкостенных усов 2 и 3 и обеспечивают их работу только в упругой области (без перехода в зону пластической деформации). В определенный момент времени под действием вполне определенного сдвигового усилия происходит срабатывание гидроагрегата - осевое перемещение внутренней детали 7 уплотнительного устройства относительно манжеты; возможно также и перемещение наружной детали устройства 6. Для обеспечения этого перемещения усилие трения манжеты относительно подвижной детали уплотнительного устройства, определяемое величиной контактного давления, должно быть впол не определенным. Поскольку величиной контактного давления определяется также и герметичность уплотнительного устройства, необходимо обеспечить оптимальное соотнощение между жесткостью и упругостью усов 2 и 3. В предлагаемой конструкции это достигается тем, что толщина упругих усов 2 и 3 на участках между кольцевыми буртами 4 и 5 и опорно-центрирующим кольцом I выполняется переменной и различной для уса 2 и для уса 3. Более тонким, а следовательно, менее жестким выполняется ус, относительно которого перемещается деталь устройства. В больщинстве случаев имеет место перемещение внутренней детали 6 относительно уса 3; в этом случае размер а г выполняется меньще размера а. При этом необходимо учитывать также тепловые деформации сопрягаемых деталей уплотнительного устройства и манжеты, особенно при работе в криогенных средах. Простота регулирования жесткостью и упругостью усов 2 и 3, обеспечиваемая .в предлагаемой конструкции манжеты, существенно уменьшает затраты времени и матчасти, необходимой для доводки манжеты, поскольку изменение толщин усов 2 и 3 до нужной жесткости производится последовательно при испытании одной манжеты. Предлагаемая манжета повышает герметичность подвижных и неподвижных соединений гидросистем при высоких давлениях среды с учетом требований по величине усилий Трения деталей подвижного соединения, а также упрошает оптимизацию каждого из упругих усов по их жесткости и упругости. Это подтверждается также сравнительными испытаниями опытных образцов известной и предлагаемой металлических самоуплотняющихся мзнжет. Как на воздухе при нормальной температуре, так и на гелии при температуре жидкого азота при давлениях-до 100 кгс/см и многочисленных срабатываниях подвижного уплотнительного устройства, манжета показала хорошие результаты по герметичности и усилию трения Формула изобретения 1 Металлическая самоуплотняющаяся манжета, состоящая из опорно-центрирующего кольца и направленных вдоль оси манжеты тонкостенных упругих усов V-образного сечения с уплотнительными поверхностями, отличающаяся тем, что, с целью повышения герметизирующей способности, упругие усы выполнены с кольцевыми буртами, диаметры которых равны соответственно наружному и внутреннему диаметрам опорно- центрирующего кольца.
2. Манжета по п. 1, отличающаяся тем, что кольцевые бурты отстоят от уплотнительных поверхностей усов на расстоянии не менее его длины.
3. Манжета по пп. 1 и 2, отличающаяся тем, что толщина упругого уса, сопрягаемого с подвижной деталью узла, на участке между кольцевым буртом и опорноцентрирующим кольцом меньще толщины другого уса.
Источники информации, принятые во внимание при эксаертизе 1. Макаров Н. Г. и др. Металлические уплотнения для гидравлических систем. - «Вестник машиностроения, № 4, 1975.


| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительное устройство штока гидроагрегата с металлической самоуплотняющейся манжетой | 1983 |
|
SU1167388A1 |
| Металлическая самоуплотняющаяся манжета | 1984 |
|
SU1203286A2 |
| Подвижное уплотнительное устройство штока с металлической самоуплотняющейся манжетой | 1984 |
|
SU1198302A1 |
| Уплотнительное устройство штока | 1985 |
|
SU1303778A1 |
| Подвижное уплотнительное устройство штока с металлической самоуплотняющейся манжетой | 1985 |
|
SU1321974A2 |
| Упругая самоуплотняющаяся металлическая прокладка | 1980 |
|
SU922373A1 |
| Разъемное неподвижное уплотнительное устройство | 1987 |
|
SU1499031A1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ МОДУЛЬНОГО ИСПОЛНЕНИЯ | 1994 |
|
RU2072460C1 |
| Комбинированное герметизирующее устройство | 1976 |
|
SU690218A1 |
| Стояночное уплотнение | 1979 |
|
SU870813A1 |
ff./
(pi/g.2
