(54) СПОСОБ ПОЛУЧЕНИЯ ШНУРОПОДОБНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный трикотаж и способ его изготовления | 1985 |
|
SU1420087A1 |
| Способ изготовления вязаного многоканального протеза кровеносного сосуда | 1977 |
|
SU692923A1 |
| Способ изготовления купона плюшевымпЕРЕплЕТЕНиЕМ HA МНОгОСиСТЕМНОй дВуХ-фОНТуРНОй ВязАльНОй МАшиНЕ | 1978 |
|
SU796262A1 |
| Многослойный кулирный трикотаж и способ его изготовления | 1984 |
|
SU1254072A1 |
| Многослойный кулирный трикотаж и способ изготовления многослойного кулирного трикотажа | 1982 |
|
SU1100342A1 |
| Способ изготовления тесьмы | 1980 |
|
SU891818A1 |
| Способ получения плюшевого трикотажа на многосистемной двухфонтурной вязальной машине | 1980 |
|
SU981481A2 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| Основовязаный трикотаж | 1973 |
|
SU456061A1 |
| Двухлицевой основовязаный ворсовый трикотаж | 1983 |
|
SU1124054A1 |


1
Изобретение относится к области тгехнологии основовязаннрго производства и касается способа получения шнуроподобных изделий типа тесемок, шнурков, обвязанных эластомерных нитей, последние из которых в свою очередь могут использоваться в дгшьнейшем для вязания иных изделий (эластичные бинты, корсеты, повязки) шнурков с наполнителем в виде уточной нити и т.п..
Наиболее производительным является вязальный способ выработки шнуроподобных изделий определенного ассортимента.
Известен способ получения шнуроподобных изделий (обувных шнурков), при котором на одно- или двухфонтурной основовязальной машине вяжут петельные столбики, которые .служат в качестве шнурков. При вязании соседние шнурки не соединяются один с другим и направляются в оттяжной механизм машины в виде отдельных ручей1 ов Однако при вязании в виде отдельных, не связанных один с другим шнурков весьма трудно производить одинаковую .механическую оттяжку всех шнурков. Предусмотреть секционный оттяжной механизм (число шнурков равно числу
секций, имекяцих автономный привод на каждую секцию) практически не представляется возможным,так как шнурок имеет малую ширину Ull .
Также известен способ получения шнуроподобных изделий, заключающийся в том, что на основовязальной машине одновременно вяжут несколько изделий и в процессе вязания сседикяют их
10 поперечными нитями, получая таким образом полотно, а после окончания формирования полотна поперечные нити удаляют для разъединения изделий, при этом изделия вяжут в виде столбиков
15 одинарных цепочек из неэластичного сырья и ввязывают в каждый столбик цепочки продольную уточную нить из эластомерного сырья (нить полиуретановая с .фирменным наименованием ликра). Таким образом, производят об20вязку эластомерных нитей, в дальнейшем используют в качестве исходного сырья для вязания изделий трикотажной структуры или для ткаче25ства (медицинские бандажи, сдавливающие сетчатые повязки типа ретеласт, купальники и т.п.). Этот способ намного производительней ранее описанного и предусматривает надежную, одинаковую для всех изделий отЗЬ
тяжку, так как в процессе вязания оттяжка воздействует на полотно, а не на отдельные столбики цепочек. Выработка изделий в виде нескольких относительно широких ручьев позволяет .также использовать секционный меха1низм оттяжки 2 .
Однако при удалении поперечных нитей возможно заст ревание и спутывание отдельных нитей в цепочках,так как весьма затруднительно захватывать при вытягивании каждый (без пропусков) конец поперечной нити. Поперечные ниТи могут идти в отходы,так как они будут представлять собой относительно короткие отрезки по длине Снижение надежности удаления всех поперечных нитей и сам процесс удаления после вязания в свою очередь сниЗсает производительность способа. Если же в качестве поперечных нитей использовать растворимые, например, в воде нити, то тем самым полностью отпадает какая-либо косвенная возможность повторного их использования.
Этот способ по большинству совпадакяцих технологическихприембв и достигаемому результату принят в качестве прототипа.
Целью изобретения является повышение производительности.
Поставленная цель достигается тем что в способе получения шнуроподобны изделий одновременно с вязанием изделий вяжут по крайней мере один вспомогательный столбик, в петлях которого закрепляют поперечные нити, которые затем разрезают, при этом удаление поперечных нитей из полотна производят путем отсоединения вспомогательного столбика с отрезками поперечных нитей от изделий.
Возможны и предпочтительны следукщяе варианты выполнения способа. Изделия вяжут в виде одинарных цепочек, а вспомогательный столбик в виде двойной цепочки.
Изделия и вспомогательный столбик вяжут в виде одинарных цепочек.
Изделия и вспомогательный столбик вяжут в виде двойных цепочек.
Изделия вяжут в виде двойных цепочек, а вспомогательный столбик - в виде одинарной цепочки.
Вязание изделий осуществляют на плоской двухфонтариой основовязальной машине, причем поперечные нити прокладывают на обе фонтуры машины спиральным утком, а вспомогательный столбик вяжут в середине полотна.
Вязание изделий осуществляют на плоской двухфонтурной основовязальной машине, этом каждую полученную часть полотна соединяют вспомогательным столбиком с одной стороны. Вязание изделий осуществляют на двухфойтурной основовязальной машине при этом каждую полученную часть полотна соединяют соответствующим
вспомогательным столбиком в середине каждой части полотна.
В качестве поперечных нитей и нитей вспомогательного столбика используют те рмопластичные нити, которые перед удалением из полотна сплавляют.
Вспомогательный столбик вяжут из нескольких взаимно соединенных петельных столбиков.
Каждое изделие вяжут из нескольки взаимно соединенных петельных столбиков.
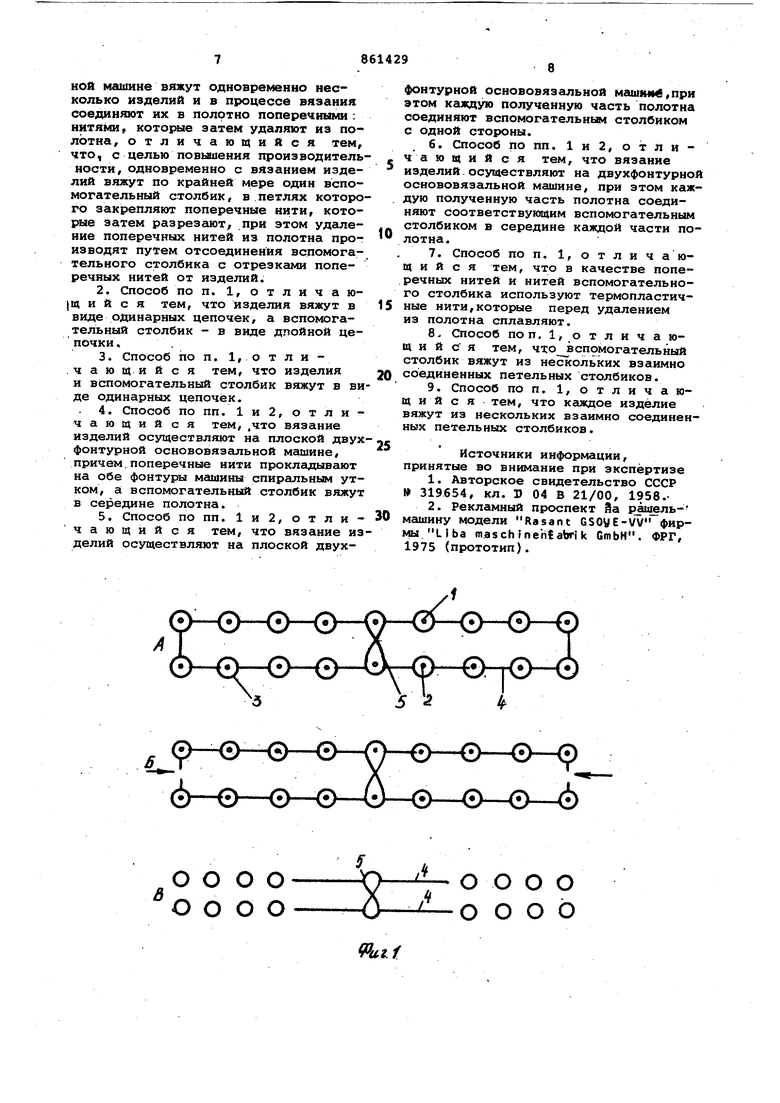
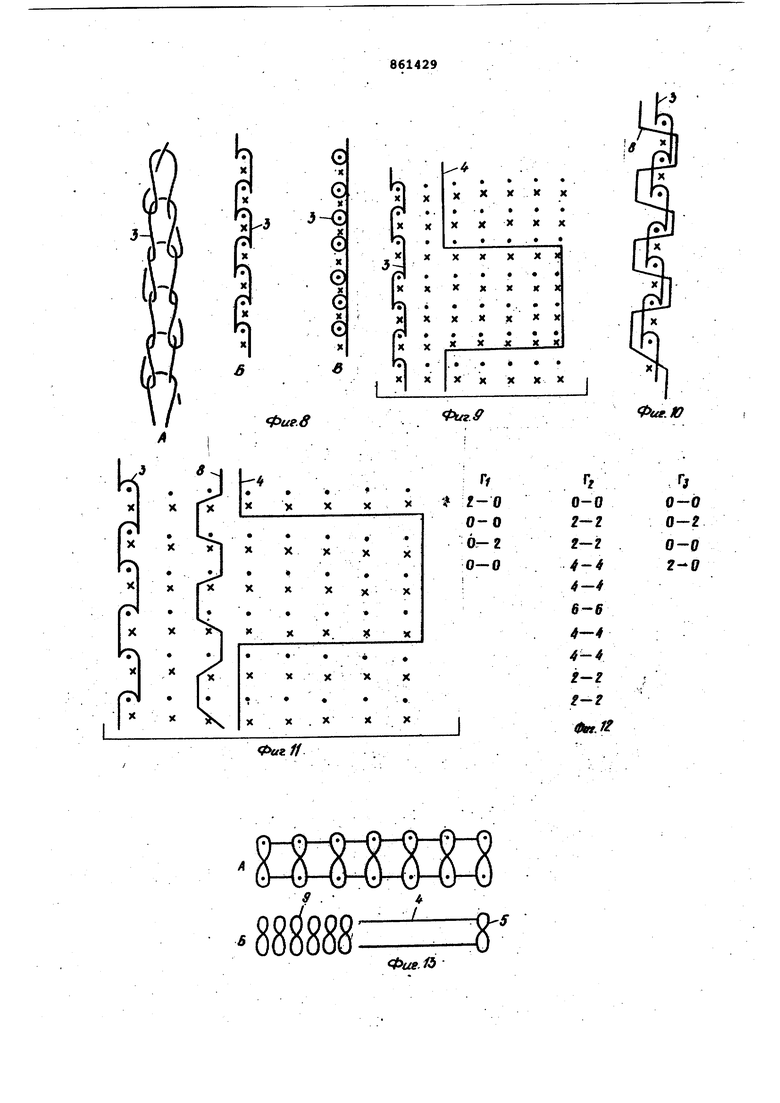
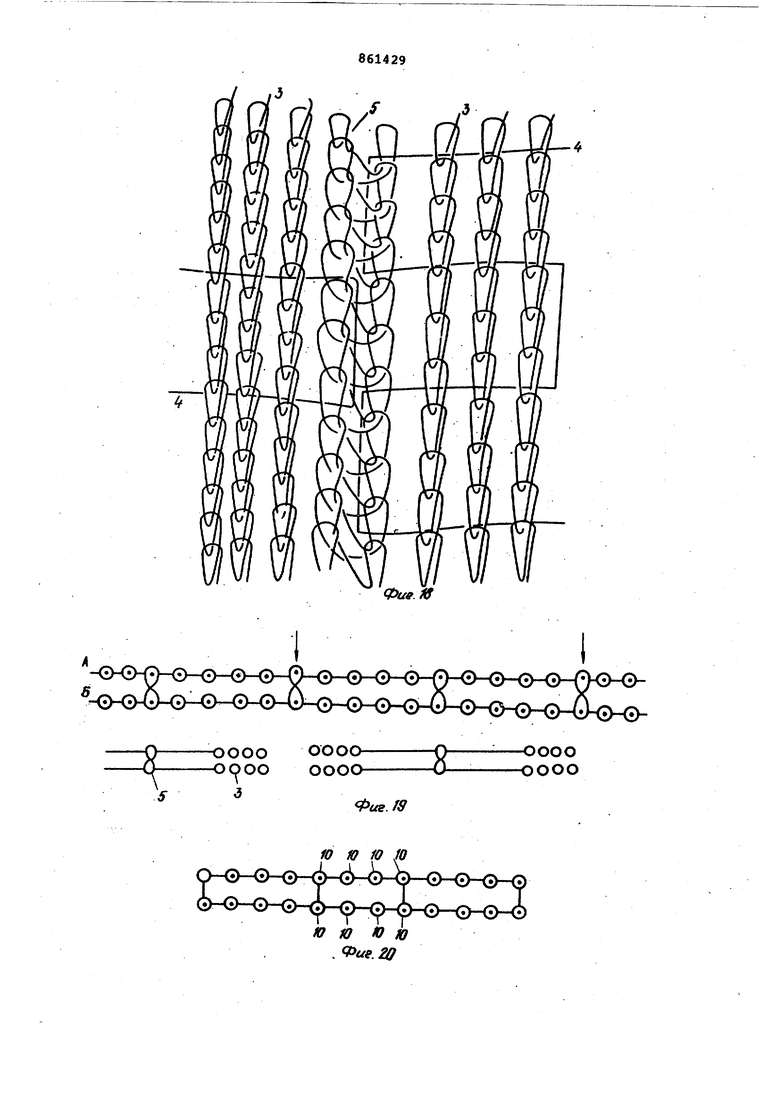
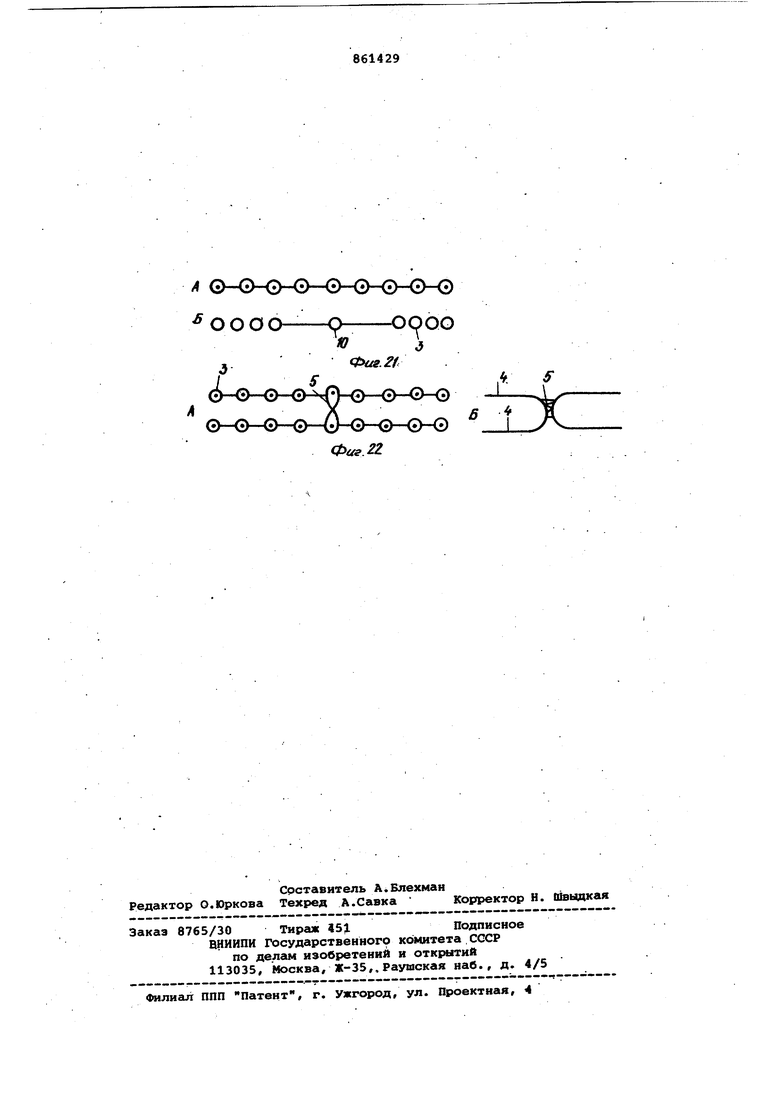
На фиг. 1 схематично изображены три стадии изготовления изделий с использованием двухфонтурной рашельмашины (первый вариант); на фиг. 2 то же, второй вариант; на фиг. 3 схема полуфабриката, получаемого по первому варианту; на фиг. 4 - схема полуфабриката, получаемого по второму варианту согласно фиг. 2А; на фиг. 5 - то же, в стадии, следующей после вязания развертки согласно фиг. 2В; на фиг. б - схема вязания трубки со спиралью, проложенной поперечной уточной нитью; ка ф«тг. 7 схема- двух соседних трубок; на фиг.8рисунок и графические записи цепочки (с открытыми и закрытыми петлями); на фиг. 9 - графическая запись полотна, образованного цепочксц и, соединенными поперечными уточными нитями; на фиг. 10 - графическая запись це- почки с ввязанной в нее продольной уточной нитью; на фиг. 11 - графическая запись полотна, в котором цепочки обвязывают продольные уточные нити; на фиг. 12 - аналитическая запись узорной.цепи рашель-машины для получения трубки с поперечной нитью, проложенной по спирали согласно фиг.б; на фиг. 13 - вариант способа на базе двойных цепочек; на фиг. 14 - вариант способа с закреплением вспомогательного столбика в середине полотна; на фиг. 15 - вариант способа с клсщкой поперечных нитей на одной фонтуре машины; на фиг. 16 схематически изображен вспомогательный столбик с закреплёнными в нем отрезкагш поперечных нитей; на фиг. 17 - вариант способа; на фиг. 18 - часть одного из вариантов полотна, в котором изделия в виде одинарных цепочек соединены поперечньп«1 нитями, которые, в свою очередь ввязаны в петли вспомогательного столбика; на фиг. 19 два цикла получения изделий в несколько групп; на фиг. 20 - вариант способа с несколькими вспомогательными столбиками; на фиг. 21 - вариант, способа на базе одинарного трикотажа на фиг. 22 - вариант способа с изделиями одинарной вязки и вспомогательным столбиком двойной вязки.
На двухфонтурной основовязальной машине иглы 1 задней фонтуры и иглы 2 передней фонтуры вяжут изделия 3 и соединяют их поперечной нитью 4, ко торую ввязывают во вспомогательный столбик 5, который вяжется двойной цепочкой. После этого или непосредс венно на рашель-машине, что более предпочтительно, или на специальном станке разрезают поперечные нити в местах, обозначенных стрелками (фиг. 1Б). Вытягивая столбик 5 с ни тями 4 высвобождают изделия 3, кото рые известным способом наматывают д лее в паковки (фиг. 1в). Согласно :фиг. 2 способ осуществляют так же,ка ;по фиг. 1, но нити 4 не переходят с игл одной фонтуры на иглы другой (фиг. 2А). После окончания вязания снимают полотно с игл, развертывают согласно фиг. 2Б и разрезают с краев поперечные нити, после этого вытягивают столбик б с нитями 4 из изделий 3. На фиг. 3 изображены две трубки, соединенные перемычкой а ,е,з . Это полуфабрикат, соответствующий способу по фиг. 1. Участки «а ,6 6,1 с двух сторон обозначают участ ки поперечной нити 4 с игл задней фонтуры на иглы передней, а участок 3,6,.,2 - это двойная цепочка вспомо гательного столбика 5. .Этот вариант весьма удобен для разрезания, так как в местах перемычек ,5,ft,о. поперечные нити 4 не переплетаются с дру гими нитями и натянуты, что позволяет осуществлять их разрезание непосредственно на ргшель-машине. На фиг. 4,5 участки, обозначенные буквами, имеют те же назначения,что и на фиг. 3. Фиг. 4, 5 соответствуют способу по фиг. 2. На фиг. б -показана трубка, в кото рой изделия3, связанные на иглах обеих фонтур машины соединены уточно поперечной нитью 4, проложенной по спирали. Этот вариант наиболее предпочтителен в совокупности с вариантом по фиг. 1, так как удаление попе речной нити 4 осуществляется без труда (нить 4 не обраэуе- петель и изгибов в столбиках изделий 3).Согласно фиг. 7 нити 4 проложены в каждой трубке 6, 7 и могут быть проложе ны как уток по спирали, так и любым другим известным вариантом прокладывания уточных нитей. Кладка нитей 4 утком наиболее предпочтительна в виду свободного закрепления утка в петлях изделий 3, что в дальнейшем позволяет легко вытянуть поперечные нити 4 из изделия 3. Для этого целесообразно в качестве нитей для вязания изделий использовать нити, имеющие коэффициент трения, больший коэф фициента трения нитей, используемых в качестве поперечных нитей 4. Для повьвиения прочности соединения вспомогательного столбика 5 q нитями 4 можно использовать термопластичные нити, например капроновые, и спаять их путем оплавления. На фиг. 8 и 9 точкакш обозначены иглы одной фонтуры, крестиками другой (.передней и задней) . в качестве дополнительных уточных нитей 8 можно использовать нити ликра, вирен, интерепан, а для обвязки ис-г. пользовать хлопчатобумажную пряжу, натуральный шелк, вискозные,ацетатные, полиамидные, полиэфирные и другие нити. Переработка эластичных нитей вызывает определенные трудности и поэтому использование вспомогательного столбика упрощает процесс разъединения изделий. Технология получения изделий по фиг. 13-22 не отличается по сути от ранее описанной за исключением следующих особенностей. На фиг. 1 и 2 - позиция 3 обозначает одинарные цепочки, 5 - двойная цепочка, а на фиг. 13 и 14 позиция 9 - двойные цепочки, позиции 4,5то же, что на фиг. 1 и 2. На фиг. 15 поперечные нити 4 ввязывают только на одной фонтуре. На фиг. 17 вспомогательньй столбик 10 представляет собой столбик одинарной цепочки. На фиг. 20 вспомогательный столбик состоит из нескольких петельных столбиков цепочек 10. На фиг. 21 изображена схема получения изделий на однофонтурной мгиаине. На фиг. 22 - вязание на двухфонтурной машине. Важно отметить, что получаемые вспомогательные столбики 5 с нитями 4 могут быть использованы в свою очередь как ворсовые нити для вязания каких-либо изделий. Кс1ждое изделие 3 не обязательно должно представлять собой столбики цепочек. Это кюгут быть изделия, состоящие из двух, трех и более петельных столбиков как одинарного вязания, так и двойного. Предложенный способ имеет высокую производительность, позволяет использовать известные основовязальные маины, обеспечивает надежность разъеинения изделий, исктвочает отхода ырья. Вязание на одной двухфонтурной ашель-машине, имеющей по 900 игл а каждой фонтуре позволяет получать дновременно до 1800 штук изделий. онечно, по строению оболочка эластоерных нитей отличается от плетенной болочки, но обвязанные зластомерные ити также имеют большое применение, собенно для производства медицинских зделий, в качестве конкретной мгшшны ля вязания может быть использована ногогребеночная машина типа ДВП. о Формула изобретения 1. Способ получения шнуроподобных зделий, при котором на основовязальной машине вяжут одновременно несколько изделий и в процессе вязания соединяют их в полотно поперечными : нитями, KOTOi%ie затем удаляют из полотна, отличающийся тем, что, с целью повииения производительности, одновременно с вязанием изделий вяжут по крайней мере один вспомогательный столбик, в петлях которого закрепляют поперечные нити, которые затем разрезают/.при этом удаление поперечных нитей из полотна прог изводят путем отсоединения вспомогательного столбика с отрезками поперечных нитей от изделий.
виде одинарных цепочек, а вспомогательный столбик - в виде длойной цепочки.
из полотна сплавляют.
Источники информации, принятые во внимание при зкспёртизе
о о о о
& о о о о
/1
о о о
О о о о
о
г/
о о о-т-оо f Т
о Q
7-О О
9Улг.2
Фи9.16
8 88 Г ,8 88 8
d--т--Фм.Г7
Фаг 11
Фие.Ю
rj
0-0
Q-г
0-0
оооооооо5:
-ОООО
-оооо
Фиг./ff
)
ю ю ю ю
. . 20
ilff 10 10
Л О-Ч н2М1 -Ч -О-Ч: --О-0
О О О о-9-ОООО
Фаг.гг
J
Фаг./
