(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОПРИВОД ПЕРЕМЕННОГО ТОКА | 2001 |
|
RU2192091C1 |
| Устройство для электроэрозионного легирования | 1985 |
|
SU1284755A1 |
| Устройство для регулирования частоты вращения @ -фазного асинхронного электродвигателя | 1983 |
|
SU1081772A1 |
| Устройство для управления двухфазным асинхронным электродвигателем | 1990 |
|
SU1777225A1 |
| Устройство для моделирования электромагнитных процессов в асинхронных машинах | 1988 |
|
SU1594569A1 |
| Устройство для управления трехфазным асинхронным электродвигателем | 1973 |
|
SU520683A1 |
| ЭЛЕКТРОДВИГАТЕЛЬ | 1992 |
|
RU2025033C1 |
| Электропривод переменного тока | 1989 |
|
SU1737694A1 |
| Электропривод переменного тока | 1983 |
|
SU1248023A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ИНВЕРТОРОМ НА УПРАВЛЯЕМЫХ ВЕНТИЛЯХ | 1969 |
|
SU251664A1 |
1
Изобретение относится к электроискровой обработке и может быть использовано для автоматизированного нанесения покрытий на токопроводящие материалы.
По основному авт. св. № 676413 известно устройство для электроискрового легирования, выполненное в виде трехфазного асинхронного электродвигателя с короткозамкнутым ротором/ две обмотки которого включены последовательно-встречно и подключены к источнику переменного напряжения л а третья обмотка подключена к дополнительно введенному регулируемому .источнику постоянного напряжения TI.
Однако известное устройство не позволяет осуществить вращение эЛентрода при одновременной его осцилляции, что уменьшает прфизводительность процесса легирования вследствие малого количества одновременно контактирующих электродов и уменьшения единовременного нанесения материала на поверхность детали.
Цель изобретения - повышение оизводительности процесса легирования .
Указанная цель достигается тем, что между двумя последовательновстречно соединенными обмотками и третьей обмоткой статора асинхронного электродвигателя дополнительно включено регулируемое фазосдвигающее устройство, один из управляющих входов которого соединен с выходом источника переменного напряжения,
10 другой - с третьей обмоткой статора.
Включение управляемого фазосдвигающего устройства между обмотками статора позволяет создать управляемые вращательные и осциллирующее дви15жения ротора электродвигателя, что создает возможность высокопроизводительного процесса легирования за счет большого количества одновременно контактирующих электродов и большого
20 количества единовременно наносимого на поверхность детали легирующего материала вследствие более длительного времени контакта в процессе осцилляции.
25
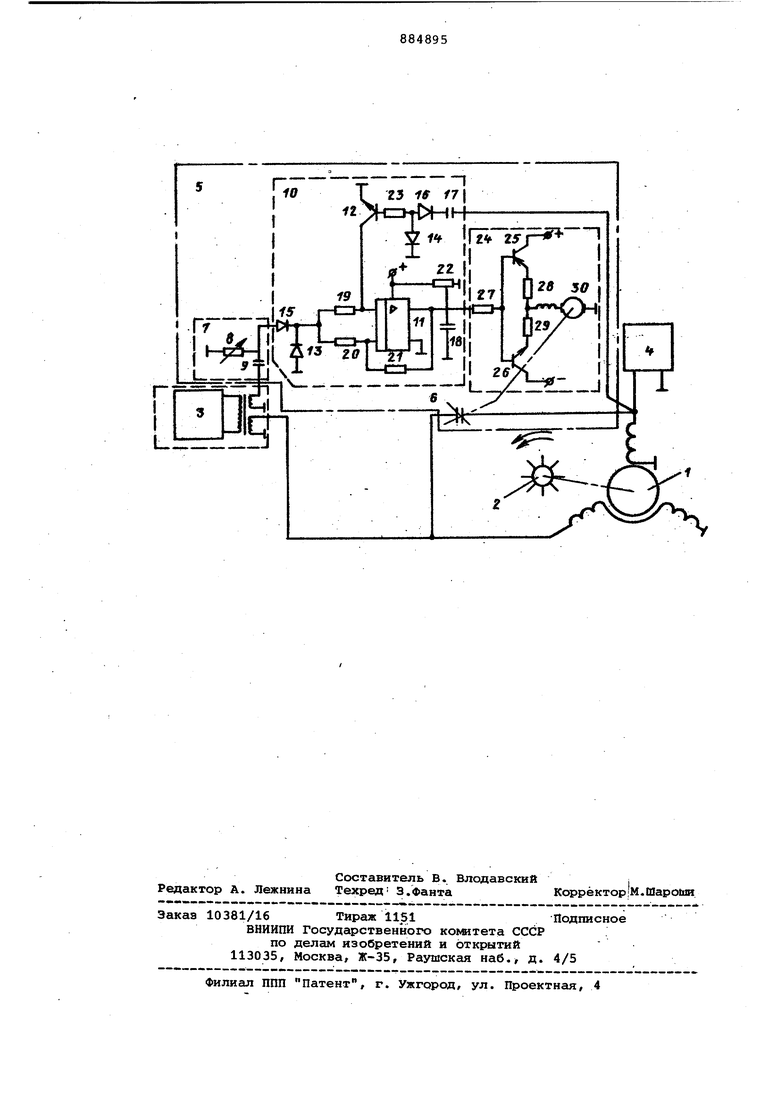
На чертеже, изображена электрическая схема устройства.
Устройство содержит трехфазный асинхронный электродвигатель 1, многоэлектродный инструмент 2, источ30ник 3 переменного напряжения, источник 4 постоянного напряжения и регулируемое фазосдвигающее устройство 5 которое,выполнено на основе переменного конденсатора б, фазосдвигающей цепи 7, состоящей из резистора 8 и конденсатора 9, детектора 10, включающего дифференциальный усилитель 11, транзисторный ключ 12, стабилитроны |13 и 14, диоды 15 и 16, конденсаторы 17 и 18, резисторы 19-23, усилителя 24 мощности, собранного на разнотипных транзисторах 25 и 26 с резисторами 27-29, и исполнительного электродвигателя 30.
Источник 3 переменного напряжения подключен к двум соединен-ным последовательно-встречно обмоткам статора асинхронного электродвигателя 1, а регулируемый источник 4 постоянного напряжения подключен к третьей обмотке статора. Выходной вал исполнительного электродвигателя 30 соединен с ротором переменного конденсатора б. Один из входов детектора 10 связан с выходом источника 3 переменного напряжения через фазосдвигающую цепь 7, другой через транзисторный ключ 12 с третьей обмоткой статора.
. Устройство для электроискрового легирования работает следующим образом.
Включается источник 3 переменного напряжения и источник 4 постоянного напряжения. Переменное напряжение через конденсатор б, поступает на третью обмотку статора асинхронного электродвигателя 1 со сдвигом по фазе, определяемым максимальной мощностью на валу электродвигателя для данного режима питания. Устанавливают посредством резистора 8 фазосдвигакяцей цепи 7 сдвиг по фазе переменного напряжения по отношению ко второму входу детектора 10 на величину 90 эл. град, на 1/2 величины фазового сдвига переменного напряжения между обмотками статора асинхронного электродвигателя 1. Имекядееся при этом на выходе дифференциального усилителя 11 постоянное напряжение компенсируется до нулевого значения посредством резистора 22. При .этом многоэлектродный инструмент 2, закрепленный на валу асинхронного электродвигателя, совершает одновременно вращательное и исциллирующее движения, причем скорость вращения и частота осцилляции регулируется амплитудой и частотой переменного напряжения.
В процессе нанесения покрйтия происходит частичное приваривание электродов к легируемой поверхности что нагружает электродвигатель и затормаживает его ротор, это вызывае уменьшение скорости вращения и частоты осцилляции многоэлектродного инструмента 2 ввиду изменения сдвига фазы переменного напряжения между обмотками статора (уменьшение мощности на валу). От этого изменения произойдет сдвиг фазы и между входами детектора 10, а транзисторный ключ 12, открываясь раньше .или позже по отношению к фазе второго сигнала, будет пропускать на вход дифференциального усилителя 11 большую или меньшую .часть сигнала с выхода фазох;двигающей цепи 7 и на выходе усили-;-/ теля 11 появляется сигнал, величина и полярность которого определяется величиной сдвига фазы переменного напряжения между об|мотками статора асинхронного электродвигателя 1. Этот сигнал усиливается усилителем 24 мощности и подается на управляющую обмотку исполнительного электродвигателя 30, при этом вал последнего, воздействует на ротор переменного конденсатора б, подстроит сдвиг фазы переменного напряжения между обмотками статора до первоначально установленной , величины, тем самым стабилизируя скорость вращения частот осцилляции многоэлектродного инструмента 2.
Таким образом происходит управление процессом электроискрового легирование в зависимости от изменения нагрузки на многоэлектродный инструмент ,частоты контактирования его электродов и других параметров процесса нанесения покрытия.
Включение управляемого фазосдвиганицего устройства между двумя последовательно-встречно соединенными обмотками и третьей обмоткой статора асинхронного электродвигателя позволило повысить производительность процесса легирования в два раза за счет увеличения количества наносимого материала на поверхность детали в единицу времени .
Формула изобретения
Устройство для электроискрового легирования по авт. св. № 676413, отличающееся тем, что, с целью повышения производительности процесса легирования, устройство дополнительно содержит регулируекый фазосдвигающий блок, включенный межДУ двумя последовательно-встречно соединенными обмотками и третьей обмоткой статора, причём управляющие входы блока соединены соответственно с выходом источника переменного напря жения и с третьей обмоткой статора.
Источники информации, прин;ятые во внимание при экспертизе
