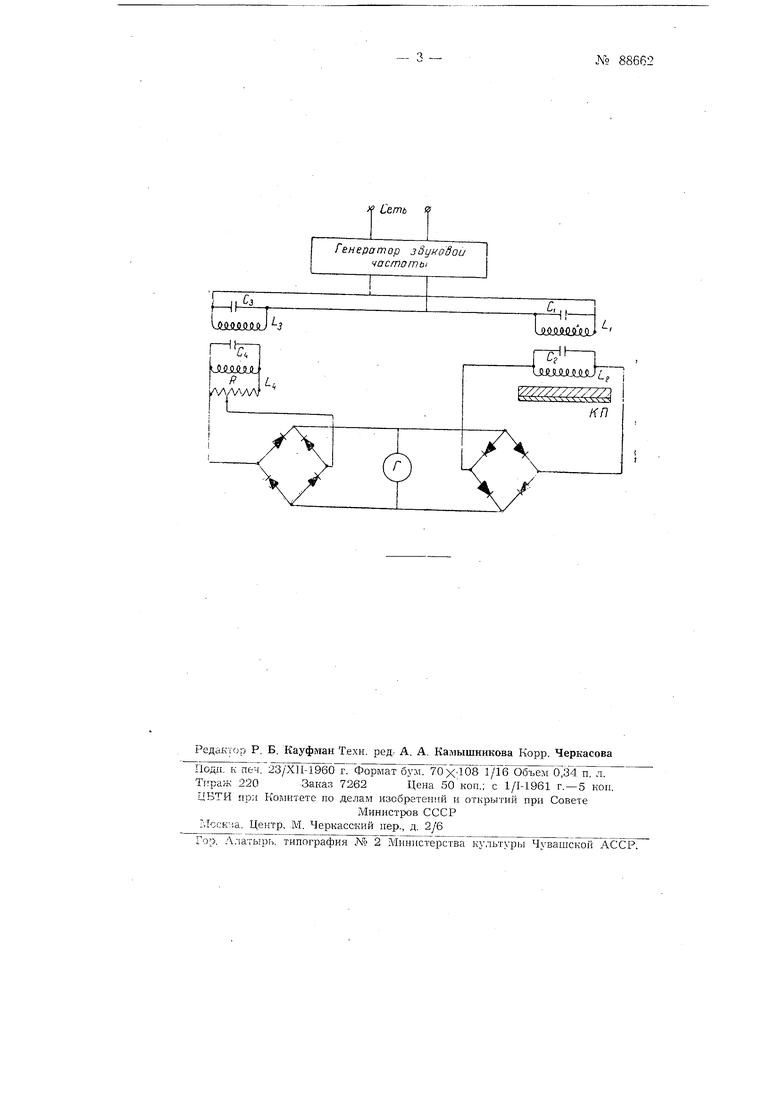
Предлагается способ и устройство для непрерывного контроля толщины гальванического покрытия изделий в ванне. Известные способы подобного рода не обеспечивают комплексного контроля изменения толщины покрытия в процессе работы с учетом всех факторов, а также зависят от материала изделия и покрытия. Предлагаемый способ позволяет устранить указанные недостатки. Для этой цели используется принцип изменения потерь от вихревых токов, индуктируемых высокочастотным контуром в контрольной пластине толщина которой непрерывно возрастает за счет отлагаемого слоя покрытия. На чертеже приведена принципиальная схема устройства для осуществления предлагаемого способа. В гальваническую ванну совместно с производственными деталями помещается датчик устройства индукционного типа, представляющий собой герметически закрытый цилиндр из изоляционного материала, внутри которого помещены катушки индуктивности , питаемые от генератора звуковой частоты ГЧ. На внещнюю поверхность датчика укрепляется контрольная пластинка Л:Я-медная фольга. Контрольная пластинка электрически соединяется с катодом ванны. Таким образом, при работе ванны на контрольной пластинке так же, как и на производственных деталях, осаждается металл. Принцип действия прибора состоит в следующем. Индукционный датчик заполнен в виде двух односторонне расположенных ио отношению к-контрольной пластине контуров, один из которых LI-С| служит для возбуждения вихревых токов в контрольной пластине КП, а другой при увеличении толщины покрытия на контрольной пластине. Величина этой э. д- с. зависит от величины потерь от вихревых токов в контрольной пластине, которые определяются ее толщиной, т. е.
(
L,
UlAMJL{lJUZ j ////////////Л I
L : ч ч ч У ч Ч ч ч ЧХУ I
л-л
7. А/