(54) СПОСОБ ИЗГОТОВЛЕНИЯ АРКАТНОЙ СИСТЕМЫ ЖАККАРДОВОЙ
МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для проборки и подхлестки лиц к аркатным шнурам жаккардовой машины ткацкого станка | 1987 |
|
SU1505993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРКАТНОЙ ПОДВЯЗИ ЖАККАРДОВОЙ МАШИНЫ К ТКАЦКОМУ СТАНКУ | 1991 |
|
RU2053317C1 |
| Жаккардовая машина | 1986 |
|
SU1342946A1 |
| Жаккардовая машина | 1986 |
|
SU1348409A1 |
| ЖАККАРДОВЫЙ ТКАЦКИЙ СТАНОК, ИМЕЮЩИЙ ОПТИМИЗИРОВАННУЮ ПЛОТНОСТЬ ОСНОВНЫХ НИТЕЙ | 2012 |
|
RU2603593C2 |
| Аркатная подвязь жаккардовой машины | 1975 |
|
SU615872A3 |
| Жаккардовая машина | 1986 |
|
SU1395704A1 |
| ЗЕВООБРАЗУЮЩЕЕ УСТРОЙСТВО И ТКАЦКИЙ СТАНОК, ОБОРУДОВАННЫЙ ТАКИМ УСТРОЙСТВОМ | 2013 |
|
RU2628933C2 |
| Кассейная доска жаккардовой машиныи СпОСОб EE изгОТОВлЕНия | 1978 |
|
SU806792A1 |
| Средство возврата лиц жаккардовой машины | 1978 |
|
SU751849A1 |
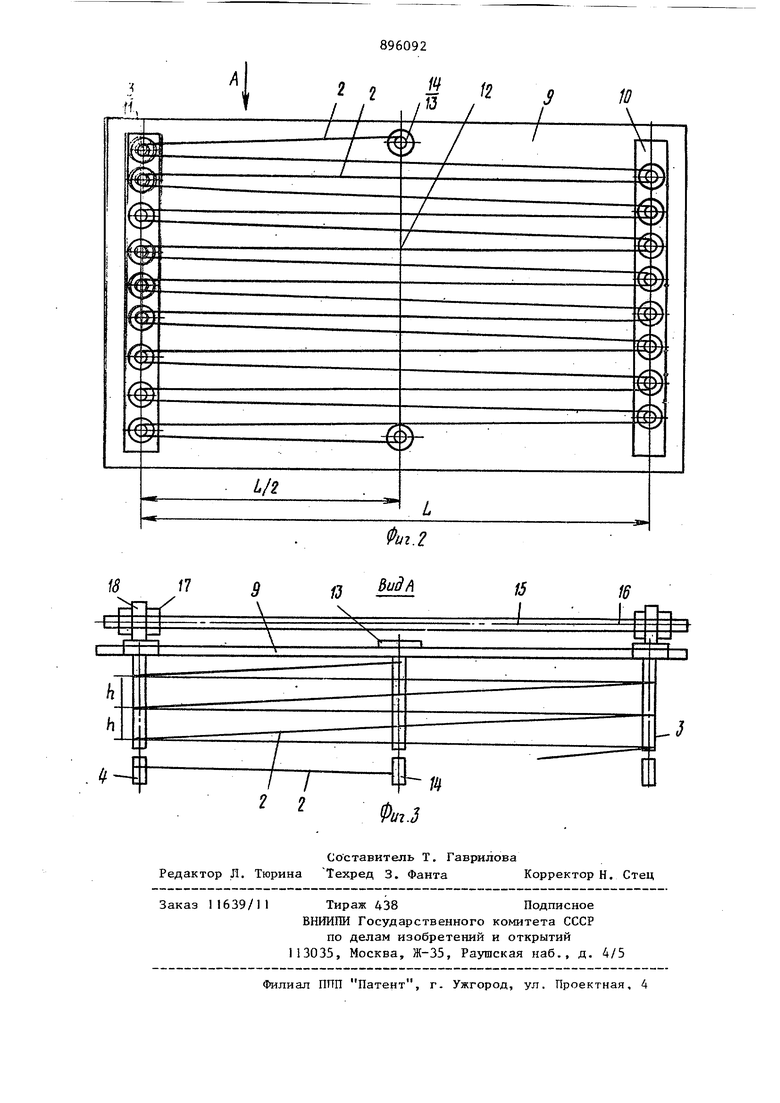
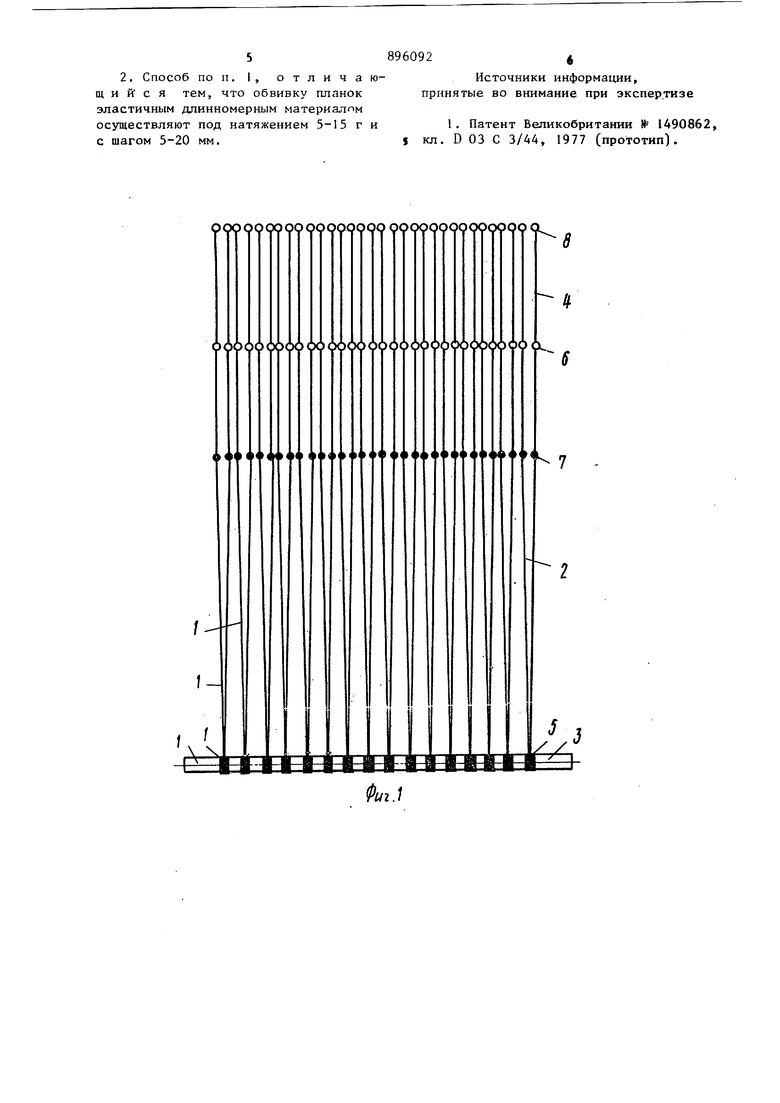
Изобретение относится к текстильно промышленности и может быть применено в жаккардовом ткачестве при изготовлении подвязей с эластичными оттяжнь ми элементами. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления аркатной системы жаккардовой машины, заключающийся в закреплении под вязей из эластичного длинномерного материала на планках и лицах и последукщем соединении свободных концов лиц с аркатными шнурами (,1 . Недостатком известного способа является низкая производительность, обусловленная наличием большого числа ручных операций, сопровождающих последовательную обработку каждой подвязи отдельно. Цель изобретения - повышение произ водительности. Для осуществления указанной цели перед закреплением подвязей планки {}азмещают параллельно в два ряда на расстоянии, не меньшем удвоенной номинальной длины подвязи, и последовательно обвивают поднатяжением поперек рядов эластичным длинномерным. материалом, затем закрепляют материал в местах обвивки планок и разрезают его посередине между рядами с последующим закреплением свободных концов с лицами. Кроме того, обнивку планок эластичным длинномерным материалом осуществляют под натяжением 5-15 г и с шагом 5-20 мм. На фиг. 1 показан комплект эластичных подвязей на планке, вид спереди; на фиг. 2 - приспособление для реализации способа, вид сверху; . 3 вид А на фиг. 2. На фиг. 1 показан комплект 1 подвязей, выполненный по предложенному способу в соответствии с технологическим расчетом применительно, например, к шелкоткачеству. В комплект I входят подвязи из эластичного длинномерного материала 2, охватывающие планки 3 и соединенные свободными концами с лицами 4. В местах охвата эластичным материалом 2 планок 3 наносят клеевую композицию холодного отверждения, в результате чего образуются неподвижные неразъемные соединения 5. Соедине ние свободных концов эластичным материалом 2 с лицами 4, имеющими газки 6,обеспечивают связыванием ущка лиц с материалом и заливкой полимером с образованием неразъемного соединения 7.Верхние ушки лиц 8 остаются свобод ными для последующего связывания с аркатными шнурами. Комплект 1 изготавливают с применением приспособления, например, показанного на фиг, 2 и 3, представляющего плоскость в виде стола 9 с двумя пластинками 10, в которых имеются гнезда 11 для установки планок . 3. Гнезда 11 располагаются относительно разделительной средней линии 12 в два ряда, а их число составляет от двух до нескольких десятков. На столе 9 также имеются гнезда 13 ( вер нее и нижнее дляустановки фиксирую щих стержней 14, Последние необходимы для закрепления концов эластичного материала подвязи 2, Расстояние L между рядами гнезд 11 определяется параметрами ткацкого станка и должно быть не меньше удвоенной номинальной длины L/2 подвязи. Регулирование рас стояния L обеспечивается посредством стяжек 15 с резьбовыми частями 16 и гайками 17, проходящих через отверст в.ребрах 18 пластин 10,. Способ заключается в том, что изготовление аркатной системы жаккардо вой машины осуществляют, установив планки 3 подвязей (фиг, 1) в гнезда II (фиг, 3) на расстоянии, не меньше удвоенной номинальной длины подвязи. Соединение эластичного материала 2 с планками 3 (фиг, 2 и 3) осуществля ют путем последовательной обвивки эластичным длинномерным материалом под натяжением 5-15 г поперек рядов планок. При этом эластичный материал 2 располагают на планках 3 поэтажно с необходимым интервалом между сосед ними рядами в диапазоне 5-20 мм. Число планок в ряду определяется из технологического расчета заправки ткацкого станка. Концы эластичного материала (входной и выходной) закре ляют на фиксирующих стержнях 14 (вер .4 нем и нижнем) , установленных в гнездах 13, Фиксирование мест обвивки материалом 2 imaHOK 3 осуществляют нанесением клеевой композиции холодного отверждения. После отверждения клея в соединениях эластичный материал 2 в средней части разрезают, а его свободные концы соединяют с лицами 4. При разрезании эластичного материала ориентиром служит разделительная средняя линия 12 (фиг, 2}, Полученные комплекты I эластичных подвязей после снятия с приспособления готовы для установки в нижнюю раму жаккардовой машины (не показана) и прихлестывания аркатных шнурков, т,е, к использованию на жаккардовых ткацких станках. Предложенный способ обеспечивает возможность применять последовательную обвивку планок 3 эластичным материалом при сматывании его как с одной паковки, так и с нedкoлькиx, Наиболее рациональным является вариант, когда число питающих паковок равно расчетному числу планок в ряду. Снижению затрат времени на изготовление подвязей способствует и применение быстро отвержДаюпщхся клеевых композиций, например, на основе поливиниапцетатных эмульсий. Таким образом, изобретение обеспечивает снижение трудозатрат за счет уменьшения числа операций технологического процесса изготовления подвязей и значительного сокращения времени их выполнения, Формула изобретения 1, Способ изготовления аркатной системы жаккардовой машины, заключающийся в закреплении подвязей из эластичного длинномерного материала на планках и лицах и последующем соединении свободных концов лиц с аркатными шнурами, отличающийся тем, что, с целью повышения его производительности, пе15ед закреплением подвязей планки размещают параллельно в два ряда на расстоянии, не меньшем удвоенной номинальной длины подвязи, и последовательно обвивают под натяжением поперек рядов эластичным длинномерным материалом, затем закрепляют материал в местах обвивки планок и разрезают его посередине между рядами с последующим закреплением свободтгых концов с лицами.
58960924
щ и И с я тем, что обвивку планокпринятые во внимание при экспертизе
эластичным длинномерным материалом
осуществляют под натяжением 5-15 г и1. Патент Великобритании № 1490862,
с шагом 5-20 мм.j кл. D 03 С 3/44, 1977 (прототип).
