В основном авт. св. № 66220 юпиаан способ изготовления деревянных конструкций, во которому, с целью повышения сопропивления древесины местному сжатию попер:ек волокон, предварительно му об:мятию с помощью пресса или иного устройства подвергаются те площадки древеаины, которые при эксплуатации конструкции будут испытывать местное поперек ,волоко«. Недостатком этого способа является уме(ньшение сечения элементов вследсивие обжатия.
Согласно пр-едлага1емому способу изготовления деревянных конструкций, с целью .местного усиления сечения элемента в местах обЖ1атия (прессов ания) др:авесины, на деревянном элементе укрепляют деревянные накладки, которые подвергают прессованию вместе с основным элементом.
Отличительная особенность описываемого способа состоит в применении накладок, чтю позволяет сохранить сечепие бруса при обмятим древесины. Этот способ основан на свойстве дре(весины увеличивать свою неаущую способность при об(мятии (прессовании).
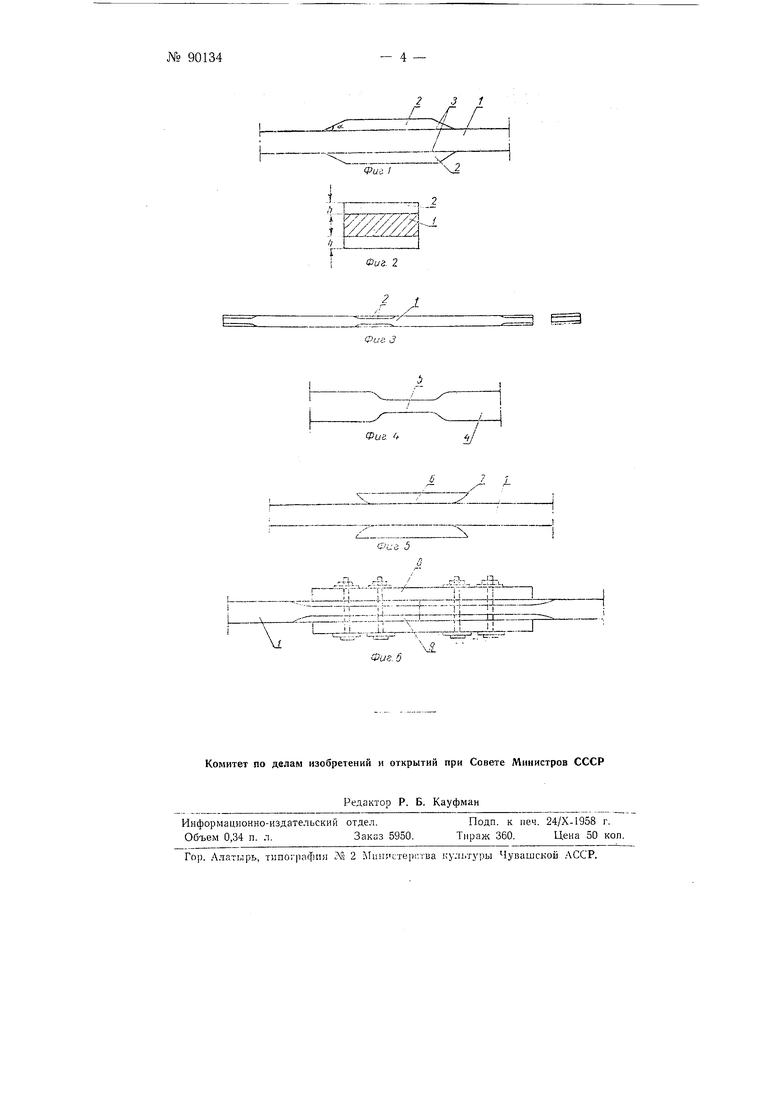
На фиг. 1 изображен деревянного элемента до пропаривания вид сбоку; на фиг. 2-поперечное сечение деревянного элемента; на фиг. 3- деревянный элемент после прессования; на фиг. 4-спрессованный элемент со съемной накладкой; на фиг. о-элемент со съемной накладкой до прессованиьч; на фиг. 6-стык элемента с применением болтов.
Местное прессование осуществляется по следующей технологической схеме.
Элементы конструкций, подлеж ащие част1ичиой запрессовке, могут быть из брусков, досок, а также из круглого леса. В последнемслучае бревно предварительно окантовывается четыре стороны в том месте, где намечено осуществить прессование. Уплотнять .можно концы элементов, а также любое место по их длине.
№ 90134
Параллельно с ааготовкой юсиовных элементов / готовятся накладки 2 из натуральной древесюны. Длина накладок 2 приннМаетоя из piacчета длины сонряжения; ширина равна пирнне элемента; высота h накладок з-ависит от необходимой степени прессования, угол наклона :. коицов накладок принимается ;равным 20-30.
Основные эле менты, а также и накладки в местах, подлежанцих пресоованню, пре дварителв; о прэи.ариваются. Пропарку можно оеуществлятв разными способами, что зависит от имеющихся в наличии нроиарочиых сосудов. Накладки можно шо.тностью помепхатв в бак, а длинные доеки пропускать через рукава, Пропаризаа-1ие ведетея до доетиже1НИЯ температуры в центре бруска 80-90. Для паиболее часто применяемых сортаментов брусков и досок пропарка продолжается в течение 4-6 час. нри атоюсферном давлении,
Две иоверхноети 3 пронаренных частей элементов и сонрикасающиеся с ними поверх иости иакладок быстро покрывают клеем, накладки прикладывают к элементам и элементы с накладками прессуют в пресс-формах, пока «е будет достигнута высота элемента в иенрессованной части. Клей можно прнмепятв {)ормальдегидный, а также казеиновый. Накосится клей на поверхность д 5евесииы перец самым прессованием, без выдержки, во избежание уменьп1е П- я п.рочности шва. Степень прессов ания рекомендуется принимать равной 50%, чему соответствует удельное давление 150-200 кг/см прессуемой поверхпости,
После запрессовки деревянные эле1меиты с пресс-формами укладываются IB сушила, где пронзг.адится всего элемента, в том чиеле запрессованной части. Режим слтнки для неспрессованиой части элеменга принимается нормальны:м, а для запрессованной части температуру нагрева рекомендуется повысить до 100-110,
Пресс-формы можно снять с эл1ементов ср:азу же, как только будет наблюд.аться их пошатыван1ие, Выпутые из суш-ил элементы изображены на фиг. 3.
По приведенной технологичес;со| { схеме можно получать элементы, меняя прочность на конце в како)-Л1ибо части длины эл:емента, оставляя, в то же время одинаковое сечение, В качестве варианта для удобства соединений конструкций можно уплотп5 ть древесину в элементах, применяя съемные накладки. Таким путем получаются элементы 4 (фиг. 4) с прессованной частью 5 мепьц1ей толнтины,
Технологическая схема уплотнения древесины в элементах со съемными накладками отличается от описанной выше тем, что Н1акладки 6 делают не из натуральной древеалны, а из спрессованной древесины, нли металлические, 1И прикладьп ают другой стороной; скошенные 7 части накладок делают не по прямой , а закругленные (фиг, 5); не применяется клей; накл.адки после снятия из пресс-формы сниим.аются. Деревянные элементы, имеюш,ие меетную запрессовку, можно соединять на |металлических болтах. Несущая способность металлических нагелей за1висит от смятия древесины :и, как следс1-вне, от изгиба нагеля. При прессовании сонротивленме смятию древееины возрастает, увеличивая несуш,ую способность 1агеля, В том случае, если для осугцествления cTbiKOiB требуются накладки 8 н прокладки 9, их .изготовляют целиком нрессовапными,
Примененне болтов оправдыиается возможностью разбухания пресС01ван1ной древесины от влаги в том СоЧучае, если конструкция будет эксплуатироваться во влажиой среде, В этом , кроме постановки , элементы в меетах соединений покрываются битумом.
Оп1Исы1ва е-,мый тип ооединепий следуюпхие преимущества, по сравнению с обычными на металлических нагелях: дает возможность расширить применение в деревянных конструкциях соединений на металлических болтах, которые просты в изготовлении и допускают возMiOKHocTb индустриального изготовления конструкций и уменьшает расход (Металла.
Предмет изобретения
Способ изготовления деревянных конструкций по авт. св. Л 66220, от л и ч а ю ЩИ и ся тем, что, с целью местного усиления сечения элемента в .местах обмятия (прессовзиия) древесины, на деревянном элементе укрепляют дерев янные накладки, которые подвергают прессованию вместе с основным элементам.
- 3 -,N 90134
.z:
J::r
г
Г
iФиг 2
2 3 1
f- Г
l
(Риг I
--,
- T)
,-J
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ДЕРЕВЯННЫХ ЭЛЕМЕНТОВ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2353830C1 |
| Способ изготовления комбинированной балки | 2021 |
|
RU2762114C1 |
| Комбинированная балка | 2021 |
|
RU2761808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| Узловое соединение клееных деревянных элементов балочной клетки | 1981 |
|
SU947332A1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ УЗЛА СОЕДИНЕНИЯ НА ЛОБОВОЙ ВРУБКЕ | 2001 |
|
RU2195536C2 |
| УСТРОЙСТВО ДЛЯ ОГНЕЗАЩИТНОЙ ЗАДЕЛКИ ВЫТЯЖНЫХ КАНАЛОВ В КОНСТРУКЦИЯХ ЗДАНИЯ | 1999 |
|
RU2194130C2 |
| Решетчатая деревянная панель | 1982 |
|
SU1081310A1 |
| Составная комбинированная двутавровая балка | 2018 |
|
RU2704071C1 |
| УЗЕЛ СТЕРЖНЕВОЙ КОНСТРУКЦИИ | 2007 |
|
RU2340735C1 |
, га-,.
