изобретение относится к электро термий.
Известно устройство для контроля энергетического режима дуговых электропечей, содержащее датчики фазных тока и напряжения, первой производной тока дуги по времени, блоки выделения напряжения дуги, мощности дуги, вычисления действующих значений тока, напряжения и активной мощности дуги, и блок измерения скорости нагрева металла 1.
Недостатком этого устройства является низкая точность и инерционность.
Наиболее близким к предлагаемому по техническому существу является устройство для контроля энергетического режима трехфазной дуговой электропечи, содержащее для каждой фазы датчики фазного тока, напряжения и первой производной тока по времени, блок определения напряжения дуги, соединенный входом с выходами датчиков фазных тока,напряжения и дат чиков первой производной тока по времени трех фаз, блок определения мощности дуги, входы которого соединены с выходами датчика тока и блока определения напряжения дуги.
и блок определения интенсивности нагрева металла 2.
Недостатком этого устройства является низкая точность.
Цель изобретения - повышение точности контроля.
Поставленная цель достигается за счет того, что блок измерения интенсивности нагрева металла выпол10нен в виде последовательно соединенных элементов умножения, вьвделения действующего значения сигнала и функционального преобразователя, причем входы элемента умножения, ко15торые служат входами указанного блока, соединены с выходами датчика тока и блока определения мощности дуги, а выход функционального преобразователя служит выходом блока оп20ределения интенсивности нагрева металла.
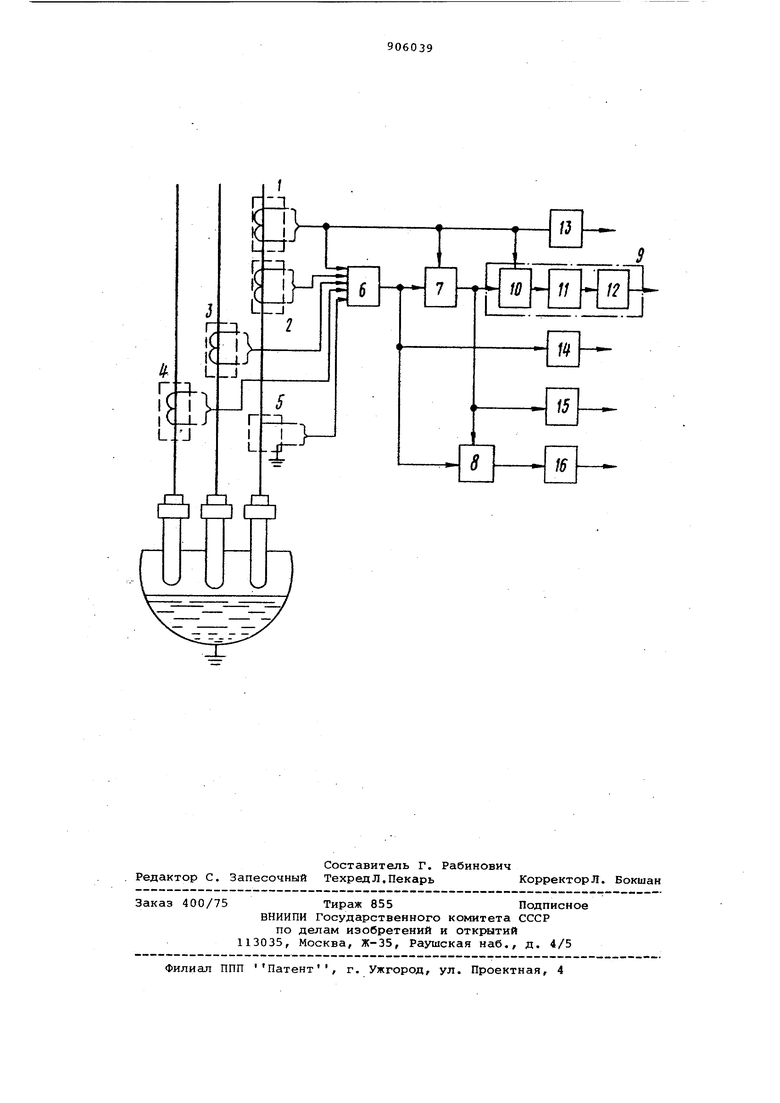
На чертеже представлена блок-схема устройства для контроля энергетического режима дуговой электропечи 25 для одной фазы.
Устройство контроля энергетического режима дуговой электропечи содержит датчик 1, тока, датчики 2-4 первой производной тока по
30 времени, соответственно 1-ой, 2-ой, 3-ей фазы, датчик 5 фазного напряжения, блок 6 определения напряжения ЛУГИ, блок 7 определения мощнос дуги, блок формирования коэффициент излучения 8, блок определения интен сивностИ нагрева металла 9, состоящий иэ элемента умножения 10, элемента выделения действующего значения сигнала 11 и функционального преобразователя 12, выход которого служит выходом блока 9, элементы выделения действующих значений сигнала 13-16. Сигнал, пропорциональный мощност дуги, с выхода блока 7 подается на один из входов блока 10 умножения, на второй вход которого подается сигнал, пропорциональный току дуги, снимаемый с датчика тока 1. Выходной сигнал, равный произведению мгновенных значений мощности дуги на ток дуги,,подается на вход блока 11 и выходной сигнал, пропорциональный действующему значению произведения активной мощности дуги (Рд) на ток дуги (Тд) подается в функциональный блок 15 интенсивности нагрева металла, где в соответствии с функциональной зависимостью V f (Р -I А) / определенной для конкретной установки, преобразуется в величину скорости нагрева металла. Применение фактора Рд1д в качестве параметра, характеризующего интенсивность нагрева метсшла, обусловлено тем, что нагрев металла в дуговой электропечи зависит как о активной мощности дуг Рд., так и от расположения дуг относительно поверхности ванны/ которое определяет ся напряжением (длиной) дуги Од и погружением дуги в расплав под воздействием электромагнитных сил, создаваемых током дуги 1. Фактор Рд I Л содержит все параметры, которые определяют нагрев металла дугам на прогфлйленных печах. Экспериментами показано, что интенсивность (скорость) нагрева металла тесно коррелирует с фактором Рд-1д, а зависимость V f (Рд,- описывается степенной функцией. Например, на пе чи ДСВ-40 эта зависимость имеет вид у 0,097 + 0,021х, коэффициент кор реляции V 0,735.. Известное решение САУ с устройством для непосредственного измере ния температуры не обеспечивает оп ративного контроля интенсивности кагрева металла из-за низкой стойкости датчиков и H3f большой инерци ности. Предлагаемое устройство за счет выполнения блока определения интен сивности нагрева по сигналам актив мощности и тока дуги позволяет осу ществлять непрерывные оперативный контроль за нагревом металла в теч ние всей плавки, что до сих пор на дуговых электропечах было невозможно. Использование новых элементов для определения фактора интенсивности нагрева металла выгодно отличает предлагаемое устройство для контроля энергетического режима дуговой электропечи от известного, так как позволяет более просто и с большим быстродействием контролировать энергетический параметр - фактор интенсивности нагрева металла, что в свою очередь, сокращает время плавки и улучшает технико-экономические показатели работы печи. Технико-экономический эффект. Например, для 100-тонной ДСП сокращение продолжительности плавки составляет примерно 5%. Это соответствует росту производительности печи с 200 до 204 тыс.т в год, за счет чего экономический, эффект от предложения составляет (при величине условно-постоянных расходов 10 руб./т) 40 тыс.руб/г на одну 100-тонную ДСП. Формула изобретения Устройство для контроля энергетического режима трехфазной дуговой электропечи, содержащее для каждой фазы датчики фазного тока, напряжения и первой производной тока по времени, блок определения напряжения дуги, соединенный входом с выходами датчиков фазных тока, напряжения и датчиков первой производной тока по времени всех фаз, блок определения мощности дуги, входы которого соединены с выходами датчика тока и блока определения напряжения дуги, и блок определения интенсивности нагрева металла, отличающеес я тем, что, с целью повышения точности контроля, блок определения интенсивности кагрева металла выполнен в виде последовательно соединенных элементов умножения, выделения действующего значения Сигнала и функционального преобразователя, причем входы элемента умножения, которые служат входами указанного блока, соединены с выходами датчика тока и блока определения мощности дуги, а выход функционального преобразователя служит выходом блока определения интенсивности нагрева метгшла. Источники информации, принятые во внимание при экспертизе 1.Пирожников В,В., Каблуковский А.Ф. Автоматизация контроля и управления электросталеплавильными установками. М., Металлургия, 1974, с. 130-132. 2.Фарнасов Г.А. Автоматизация процессов электроплавки стали. М., | Металлургия 1972, с. 147-150.
GG
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электрическимРЕжиМОМ дугОВОй элЕКТРОпЕчи | 1979 |
|
SU851798A1 |
| Автоматический регулятор мощности дуговой электропечи | 1978 |
|
SU775861A1 |
| Устройство для ведения плавки в дуговой электропечи | 1984 |
|
SU1271890A1 |
| Автоматический регулятор мощности дуговой трехфазной электропечи | 1978 |
|
SU752824A1 |
| Автоматический регулятор мощности дуговой трехфазной электропечи | 1977 |
|
SU731616A1 |
| Устройство для автоматического управления электрическим режимом дуговой электропечи | 1983 |
|
SU1129748A1 |
| Способ регулирования мощности дуговой электропечи и устройство для его осуществления | 1974 |
|
SU600748A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2079982C1 |
| Устройство для определения электрических параметров токоподвода и напряжений дуг трехфазной дуговой электропечи | 1981 |
|
SU1086557A1 |
| Устройство для автоматического управления электрическим режимом дуговой электропечи | 1984 |
|
SU1167763A1 |