Предлагается непрерывно-поточный способ получения жестких и полужестких термоизоляционных изделий из минерального волокна на ра:;личных видах связок.
Особенность предложения зак.чючается в увеличении степени переплетения волокна. Для этого распыливающее устройство переносят к конец камеры волокнообразования, а распыл связующего направляют против движения волокнообразуюн1ег() факела. В результате повышения степени переплетения волокна, изделие получает равномерную прочность но всем направлениям.
Для повышения жесткости термоизоляционных изделий увеличивают количество распыляемого связующего и подают его в зону пониженной температуры факелораздува.
Для повышения эффективности использования качеств связок их дают отдельно друг от друга в нужной последовательностн.
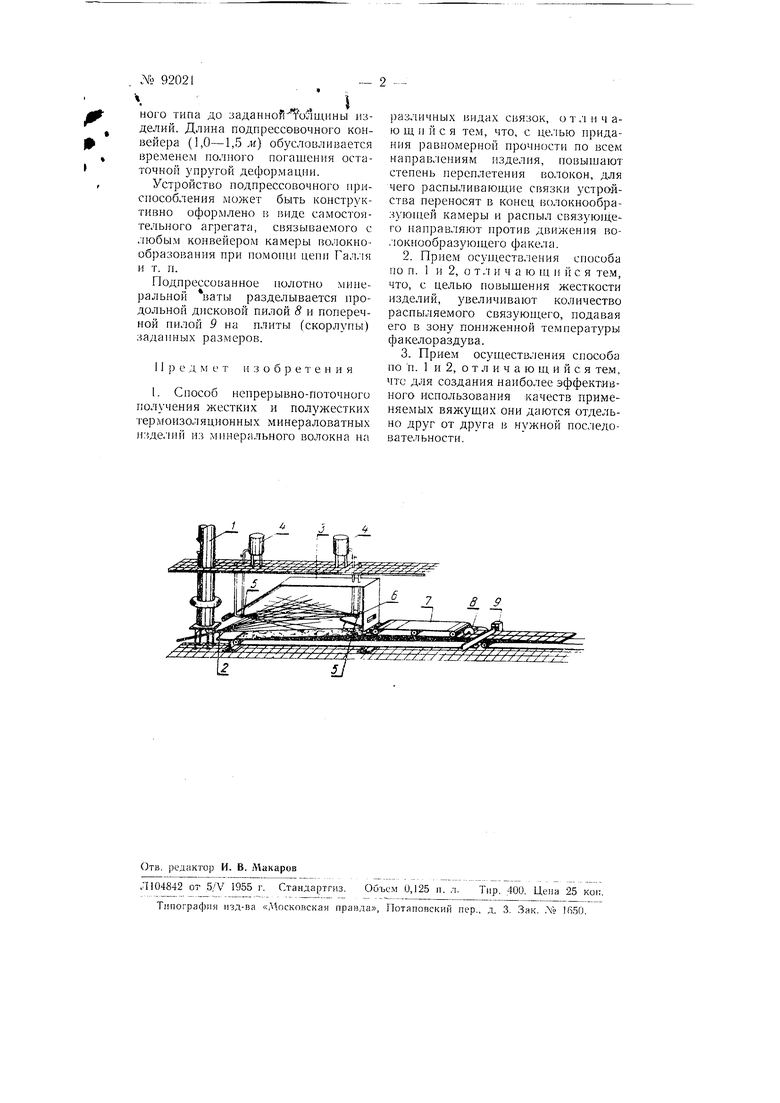
На чертеже показан схематический вид установки для непрерывно-поточного пп.чучения термоизоляционных минераловат1 ых изделги) по предлагаемому способу.
Струя 2 расп.чава, выходянгая из вагранки /, раздувается в камере ii волокнообразования. Связки в виде растворов или суспензий поступают в камеру из напорных баков 4 самотеком по трубам и раздуваются при помощи паровых, пли воздушных cone.i 5, равномерно покрывая волокна iинepa. ваты. Одно сопло расположено в противоположном конце камеры 3; раздуваемое нм связуюи 1,ее направ.1ено против двпжеты факела, образуюпдегс волокно.
При подаче связок противопотоком искусственно создаются условия для большого торможення поступательного движения волоко ваты. Корольки с обтекаемой малой поверхностью легко отделяются от массы волокон ваты и улавливаются специальным улавливателем 6 корольков. Это способствует повышению качества ваты.
Минеральная вата, пропитанная вяжущими, постепенно подпрессовы.чается приспособ.(енисм 7 конвейерль 92021- ного типа до заданноЙ олщины изделий. Длина подпрессовочного конвейера (1,0-1,5л) обусловливается временем полного погашения остаточной зпругой дефор.мацни. Устройство подпрессовочного приспособления может быть конструктивно оформлено в рл1де самостоятельного агрегата, связываемого с любым конвейером камеры волокнообразования при ПОМОП1П цепи Галля и т. и. Подпрессованное полотно минеральной ваты разделывается продольной дисковой пилой 8 и поперечной пилой 9 на плиты (скорлупы) зада1п-1ых размеров. 11р е д мет изобретения I. Способ непрерывно-поточного получения жестких и полужестких термоизоляционных минераловатных .1ий из мпнерильното волокна на различных видах связок, о т.т и чаю нд и и с я тем, что, с це.тыо придания равномерной прочности но всем направлениям изделия, повышают степень переплетения волокон, для чего распыливающие связки устройства переносят в конец волокнообразуюгпей камеры и распыл связуюшего направляют против движения во.юкнообразуюшего факела. 2.Прием осуп1,ествления способа по и. 1 и 2, о т л и ч а ю щ и и с я тем, что, с целью повышения жесткости изделий, увеличивают количество распыляемого связуюи;его, подавая его в зону пониженной температуры факелораздзва. 3.Прием осуществления способа по п. 1 и 2, о т л и ч а ю щ и и с я тем, чтс для создания наиболее эффективного использования качеств применяемых вяжуш,их они даются отдельно друг от друга в нужной последовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смеситель-дозатор | 1948 |
|
SU81430A1 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2560426C2 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2632486C1 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2018 |
|
RU2678806C1 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2626541C2 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2636399C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРМА ДЛЯ ЖИВОТНЫХ ПУТЕМ ПЕРЕРАБОТКИ БИОМАССЫ | 2009 |
|
RU2662666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРМА ДЛЯ ЖИВОТНЫХ | 2009 |
|
RU2627160C2 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2649370C2 |
| ПЕРЕРАБОТКА БИОМАССЫ | 2009 |
|
RU2649366C1 |
