(54) ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная канальная печь МАХИД | 1983 |
|
SU1094163A1 |
| Индукционная канальная печь | 1984 |
|
SU1188913A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1991 |
|
RU2049974C1 |
| Индукционная канальная печь | 1982 |
|
SU1067621A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2185583C2 |
| Индукционная канальная многофазная печь | 1983 |
|
SU1091835A1 |
| Индукционная канальная печь | 1980 |
|
SU853829A1 |
| Индукционная канальная печь | 1983 |
|
SU1125786A1 |
| Индукционная канальная печь | 1985 |
|
SU1379946A1 |
| Индукционная плавильная установка | 1979 |
|
SU1031007A1 |
i
Изобретение относится к электротехнике, а конкретнее к индукционным канальным печам.
Интенсификация тепломассообмена меаду ванной и индукционной единицей за счет создания транзитного течения через каналы позволяет снизить перегрев металла в каналах, а также улучшить возможности канальной печи как металлургического агрегата. В результате этого возможно существен-; ное повЬ1шение мощности индукционных единиц, увеличение срока службы их футеровки и повышение производительности канальной печи.
Известна индз щгонная канальная печь со сдвоенной индукционной единицей, в которой осуществляется способ плавки, обеспечиваю- . щий создание сквозного течения металла через каналы 1 .
Однако интенсивность движения металла недостаточна: для обеспечения высокой степени тепломассообмена.
Наиболее близкой к предлагаемой является 1пздукционная канальная печь, содержащая
ванну и расположенную под ней сдвое1гаую индукционную единицу,выполненную в виде системы каналов, состоящей из донного, боковых и центрального каналов, соединенных с ванной, охваченных нндукторами с магнитопроводамн, причем в донной части центрального канала установлена диэлектрическая перегородка 2.
/ Однако известной канальной печи присущи
10 недостаточная интенсивность тепломассообмена и для ряда технологических процессов не .оптимальное направление течения металла. Например, при обработке расплава каким-либо активным поверзсностным флюсом во избежа15ние разъедания футеровки печи флюс можно поместить на поверхность расплава над устьем центрального канала, ограниченную заглубленным в расплав огнеупорным стаканом. Тогда, если металл будет выбрасываться из
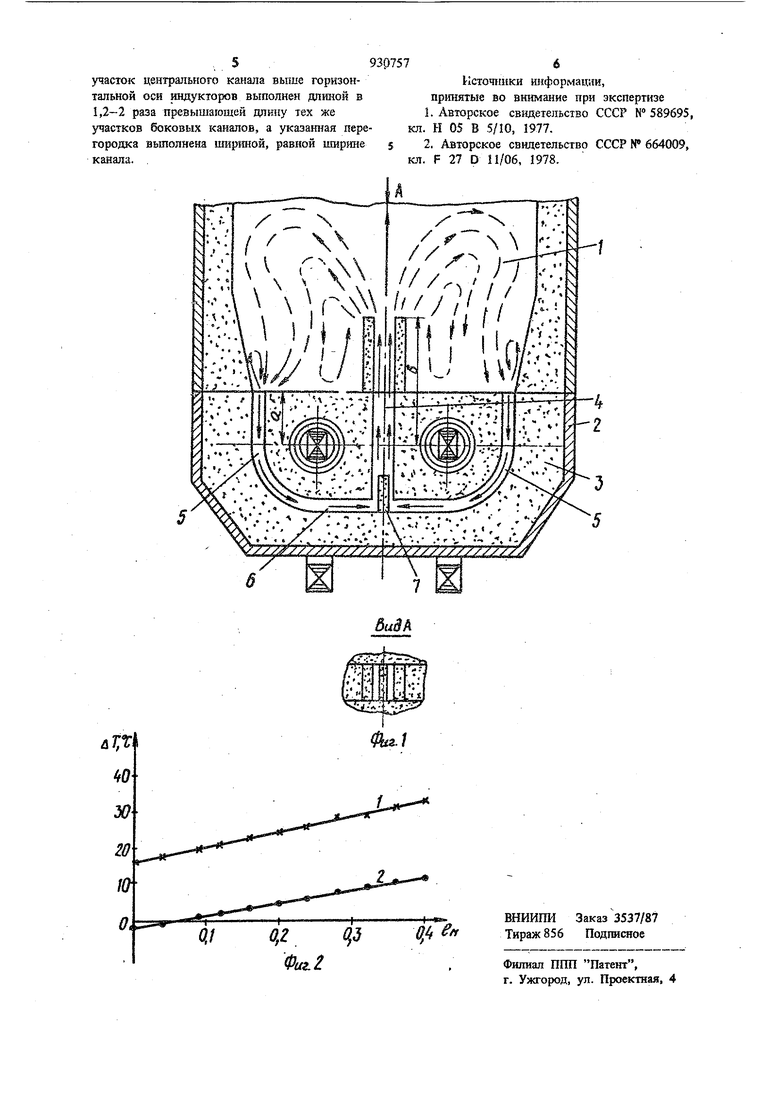
20 центрального канала, т.е. если сквозное течение расплава будет иметь противоположное /направление, эффективность обработки резко возрастет. 39 Цель изобретения - тпгенсификадая тепломассообмена. Поставле1шая цель достигается тем, что уч&сток центрального канала выше горизонтал ной оси индукторов выполнен длиной в 1,2-2 раза превышающей длину тех же участ ков боковых каналов, а указанная перегородка вьтолнен„ ишриной, равной ширине канала. На фиг. 1 представлена конструквдя печи; на фиг. 2 - график изменения перегрева металла по длине печи. Печь состоит из ваннь I и присоединенной к ней сдвоенной индукционной единицы 2, в подовом камне 3 которой выполнены центральный 4, боковые 5 к соединяющий их донньш 6 каналы. Дизлектри еская перего родка 7 размещена по оси симметрии единицы. Причем, нижний торец перегородки непосредственно примыкает к донной части нижнего канала и полностью перекрывает его. Участок центрального канала, расположенный выше горизонатльной оси индукторов, в 1,2-2 раза длшшее аналогичных участ ков боковых каналов. Печь работает следующим образом. При подключении индукторов со сдвигом фаз магнитных потоков индукторов, равным; нулю, токи, индуцируемые в центральном ка нале, противоположно направлены, и суммарный ток в нем также равен нулю. Однако наличие . перегородки, перекрывающей полностью нижний канал, заставляет ток огибать ее, заходя в центральный канал. В месте изгиба тока от его взаимодействия с его собственным магнитным полем возникают элект ромагнитные силы, направленные по внешней нормали к линиям тока и имеющие составля ющие вдоль центрального канала в направлении ванны печи. Такие же силы возникают и в верхней части центрального канала. Удлинение центрального канала по сравнению с боковыми также создает благоприятную геометрию для вихрей гидродинамических, образующихся над устьем центрального канала. Оно- препятствует затеканию возвратных потоков металла в центральный канал, ЗТМ1еиьшает неравномерность распределения плот ности тока в устьях боковых каналов и уменьшает тем самым, интенсивность возникающих там вихрей, противодействующих основному направлению транзитного течения способствует интенсификации движения металла во всем объеме ванны. Таким образом, возникает интенсивное движение меуалла через каналы с выбросом перегреваемого металла из центрального канала в ванну и затекаюгем относительно холодного металла в боковые каналы. На фиг. 2 показано изменение перегрева металла (относительно температуры ванны печи) по длине канала для печи без удлинения центрального канала (кривая 1) и для печи с удл№{ением центрального какала (кривая 2). Начало координаты соответствует срезу-устья бокового канала. Как следует из кривых, в обоих случаях существует хорошее транзитное течение металла. Однако в первом на входе в боковой канал уже имеется перегрев, равный 16°С. Это означает, что горячая струя из центрального канала не распространяется глубоко в ванну, а непосредственно разворачивается к устьям боковых каналов. При этом максимальный перегрев металла в канале составляет 33 -- 35°С, расчетная скорость транзитного течения из уравнения теплового баланса - 2 см/с. Во вторюм случае при удлинешюм центральном канале струя из него распространяется далеко в ванну (фиг. 1) и на выходе в боковой канал температура металла даже на 2--3°С ниже, чем в ванне, при той же активной мощности печн. Скорость транзитного течения в этом случае равняется 2,65 см/с, а максимальный перегрев металла в канале уменьшается до 12°С, т.е. почти в три раза. TaKHJsl образом, осуществление известного способа плавки в ивдукционной печи предлагаемой конструкции позволяет получить транзитное течение металла противоположного направления. При этом при одинаковом токе в канале скорость транзитного течения возрастает примерно в четыре раза. Улучшение тепломассообмена между металлом в ванне печи и индукционной единицей позволяет увеличить срок службы футеровки за счет уменьшения температуры металла в каналах, повысить производательность печи на 20-40%. Наличие интенсивного транзитного течения с выходом из центрального канала позволяет использовать предлагаемую конструкцию для эффективного проведения различных технологических операций, связанных с осуществлением реакций, проходящих на границе раздела жидкой и твердой фаз. Формула изобретения Индукционная канальная печь, содержащая ванну и расположенную под ней сдвоенную индукционную единицу, выполненную в виде системы каналов, состоящей из донного, боковых и центрального, соединенных с ванной, охваченных индукторами с мапштопроводами, причем в донной части центрального канала установлена диэлектрическая перегородка, отличающаяся тем, что, с целью интенсификаши тепломассообмена.
