(54) СПОСХЭБ КОНТРОЛЯ КРИВИЗНЫ ПОВЕРХНОСТИ
ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля клеевых изделий из диэлектрических материалов | 1981 |
|
SU1019312A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ДЕФЕКТОСКОПИИ | 1999 |
|
RU2146045C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАССТОЯНИЯ ДО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2144203C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ НОМИНАЛЬНОГО ЗНАЧЕНИЯ ВНУТРЕННИХ РАЗМЕРОВ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2579644C2 |
| СПОСОБ ПРЕДСКАЗАНИЯ ЗЕМЛЕТРЯСЕНИЙ | 1997 |
|
RU2120647C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ДЕФЕКТОСКОПИИ | 1999 |
|
RU2146046C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ В ПРОЦЕССЕ ДВИЖЕНИЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380259C1 |
| Способ частотно-модуляционной эллипсометрии | 1982 |
|
SU1060955A1 |
| Способ контроля неровности поверхности | 1979 |
|
SU838331A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕКТРОМАГНИТНОЙ СПЛОШНОСТИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1995 |
|
RU2103674C1 |
1
Изобретение относнтся к измеритель ной технике.
Известен механический контактный способ контроля кривизны поверхности нзделия, основанный на механическом измё рании параметров шарового сегйента сферических поверхностей для известного диаметра кольцевой зоны. При этом вапнчнну кривизны (раднус) определяют из геометрических соотношений 11 .
Однако данйый способ требует непосредственного контакта с контролируемой поверхностью. Это вед«ет к повреждению поверх1юстн изделия и измерительного инструмента и значительному увеличению :,j погрешности измерения.
Наиболее близким к предлагаемому является способ контроля кривизны поверх ностн изделия, заключающийся в том, что обггучают контролируемую поверхность лучом электромагнитной СВЧ волны, щжнимают отраженное от контролируемой поверхности СВЧ излученне, по параметрам которого судят о кривизне поверхности изделия.
Способ основан на анализе пол5физадаонных характеристик отраженной от криволинейных поверхностей СВЧ волны.
Абсолютное значение кривизны определяют по градуировочным кривым, котоfttjie получают путем- тарировки по образцам с известной кривизной поверхнос-; та G2,
Недостатком известного способа является низкая точность контроля кривизны поверхности, так как поляризованные характеристики отраженного сигнала зависят такжЪ от состояния контролируемой поверхности и физических свойств материала контролируемого изделия.
Цель изобретения - повышение точности контроля.
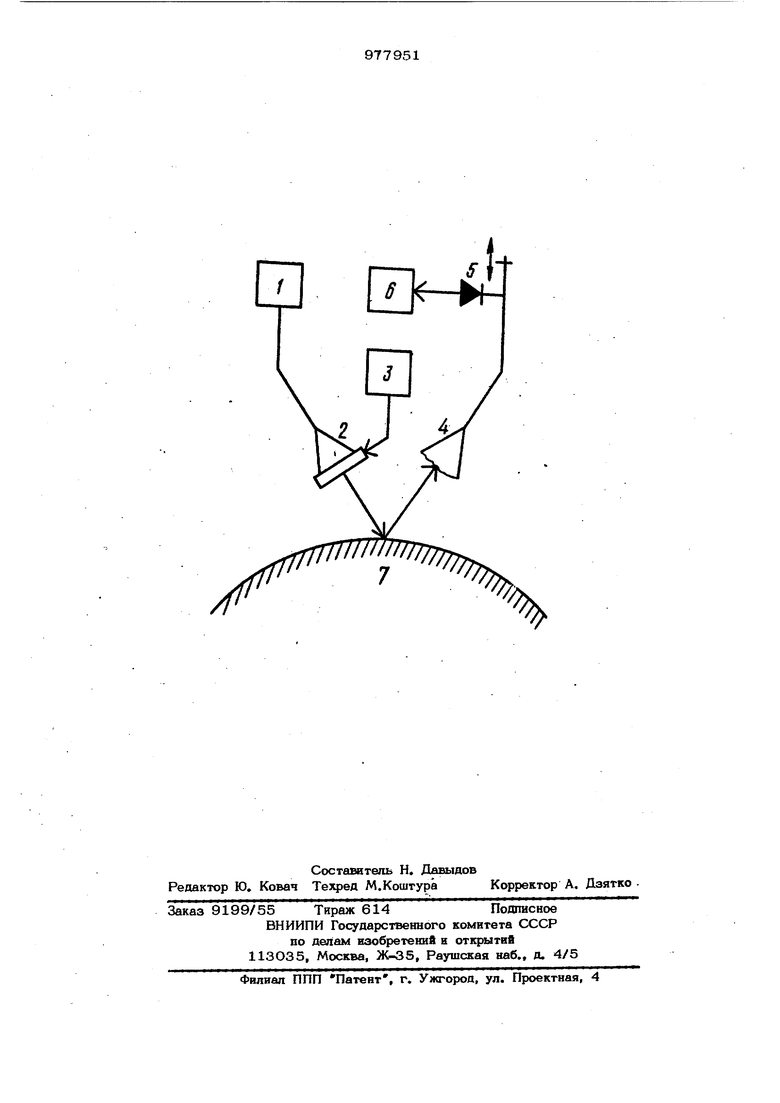
Поставленная цель достигается тем, что согласно способу контроля крин1звы поверхности изделия, заключающемуся в том, что облучают кoнтpoпиpye iyю поверхность лучом электромагнитной СВЧ волны, принимают отраженное от конгрояируемой поверхности СВЧ излучение, по параметрам которого судят о кривизне поверхности изделия, периодически модулируют ширину луча электромагнитной СВЧ волны, выделяют переменную составляющую отраженного от контролируемой поверхности СВЧ излучения на частоте модуляции ширины его пучка и по парараметрпм этой составляющей судят о кри визне поверхности изделия. На чертеже представлена блок-схема устройства, поясняюшая предлагаемый способ.
Устройство содержит генератор 1
электромагнитных СВЧ волн, подключенный к антенне 2, соединенной с блоком 3 модуляции, приемную антенну 4, соединенную с детектором 5, подключенноj к селективному вольтметру 6, между антеннами 2 и 4 размешается контролируемая поверхность изделия 7.
Способ осуществляется следующим образом.
Электромагнитное СВЧ излучение от генератора 1 электромагнитных СВЧ вол подается к антенне 2, которая формирует луч электромагнитной СВЧ водны. Этот луч модулируется по ширине с поМошью блока 3 модуляции и направляется на контролируемую поверхность изделия 7, Отраженноеэаешрсяиагнитвое излучение от поверхносш изделия 7 попадает в приемную антенну 4. Вследствие кривизны отражающей поверхности изделия 7 и модуляции ширины луча электромагнитной СВЧ волны на детектор 5 поступает отраженное электромагнитное СВЧ излучение, переменная составляющая которого однозначно связана с конт1юлир емой кри визной. Выделив ее с помощью селективного вольтметра 6, настроенного на частоту модуляции ширины луча, получим сигнал, пропорциональный кривизне контролируемой поверхности изделия 7.
Изобретение позволяет повысить чувствительность и точность кснтрояя кривизны за счет уменьшения влияния состояния контролируемой поверхности и изменения физических свойств материала объекта контроля, упростить процесс измерения и повысить производительность контроля вследствие замены сложных и трудоемких операций определения азимута и эллиптичности более простой операцией определения одного из параметров, например амплитуды, низкочастотного синала. Кроме того, предлагаемый способ может быть осуществлен на серийно выпускаемом отечественном измерительном оборудовании. При этом возможно произт iводить контроль металлических и диэлектрических изделий.
Формула изобретения
Способ контроля кривизны поверхности изделия, заключающийся в том, что облучают контролируемую поверхность лучом электромагнитной СВЧ воЛны, принимают отраженное от контролируемой поверхности СВЧ излучение, по параметрам которого судят о поверхности изделия, отличающийся тем, что, с целью повьпиения точности контроля, периодически модулируют ширину луча электромагнитной СВЧ волны, выделя ют переменную составляющую отраженного от контролируемой поверхности СВЧ излучения на частоте модуляции ширины его пучка и по параметрам этой составляющей судят о кривизне поверхнЪсти изделия.
Йсточники информации, принятые во внимание при экспертизе
