Изобретение относится к .сварочному производству, в частности к устройствам для электродуговой сварки модулированным током повышенной частоты и может найти применение преимущественно при ручной дуговой сварке переносными сварочными аппаратами.
Известно устройство для элёктродуговой сварки модулированным током повышенной частоты, содержащее индуктивное балластное сопротивление, высокочастотный трансформатор, вторичная обмотка которого через индуктивное балластное сопротивление подключена к промежутку электрод-изделие, коммутатор, включенный между питающей сетью и первичной обмоткой высокочастотного трансформатора, и узел ограничения сварочного тока с датчиком потребляемой мощности и тep юдатчиком и.
Существенным недостатком указанного устройства является отсутствие возможности его использования в полевых условиях, а также при индивидуальном его использовании в монтажных и ремонтных работах.
Это обусловлено тем, что в известном устройстве отсутствует возможность индивидуального генерирования
токов повышенной частоты и для его эксплуатации необходимы либо многопостовая сеть, либо отдельный генератор тока повышенной частоты.
Известно устройство, в котором для генерирования тока повышенной частоты предусмотрены двухполупериодный выпрямитель, автогенератор и формирователь импульсов, соединенные
10 последовательно и включенные между питающей сетью и управляклцим входом коммутатора.
Недостатком указанного устройства является невысокое качество сварки и
15 надежности его работы, ввиду отсутствия возможности программного регулирования дуги модулированием средней частоты сварочного тока.
Цель изобретения - повышение ка-20чества сварки и надежности устройства.
Поставленная цель достигается тем, что в устройство для электродуговой сварки модулированным током повышенной частоты, содержащее индуктивное
25 сопротивление, высокочастотный трансформатор, вторичная обмотка которого через индуктивное Сопротивление подключена к выходным клеммам устройства, коммутатор, включенный между
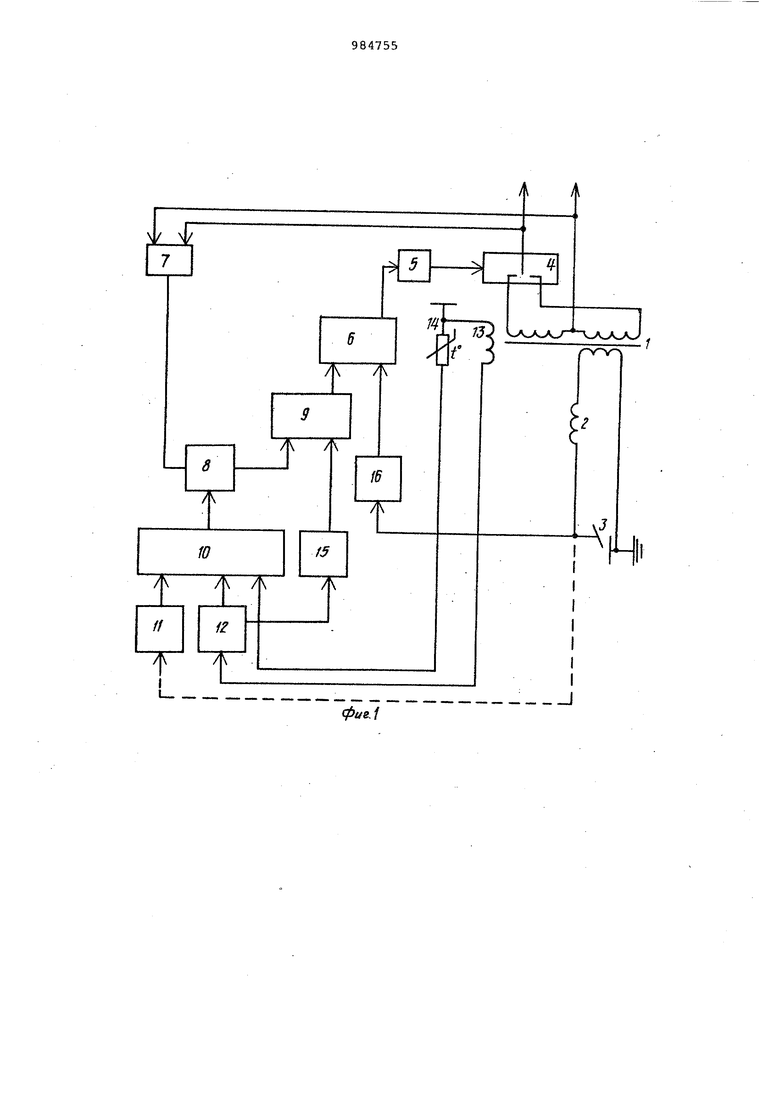
30 входными клеммами питаквдей сети про лыи ленной частоты и первичной обмоткой высокочастотного трансформатора, двухполупериодный выпрямитель, автогенератор и усилительный формирователь импульсов, соединенные последовательно и включенные между входными клеммами питающей сети и управляющим входом коммутатора, а также узлы управления и ограничения сварочного то ка с датчиком потребляемой мощности и термодатчиком, введены управляемый делитель напряжения, суммирующий фор мирователь импульсов, сумматор, дифференцирующее звено и узел компенса ции подмагничивания трансформатора, при этом датчик потребляемой мощност выполнен в виде дополнительной обмот ки высокочастотного трансформатора, намотанной на пути потоков рассеяния а двухполупериодный выпрямитель подключен к одному из входов формирователя импульсов через делитель напряж ния, к управляющему входу делителя напряжения подключен выход сумматора к второму входу суммирующего формиро вателя импульсов подключен выход диф ференцирующего звена, подключенного своим входом к выходу узла ограничения сварочного тока, узел ограничени сварочного тока совместно с узлом программирования процесса модуляции сварочного тока и термодатчиком подключен также к входам сумматора, а узел компенсации подмагничивания трансформатора подключен к второму входу автогенератора. На фиг.1 приведена схема устройства; на фиг.2 - поясняющие работу устройства диаграммы. Устройство содержит высокочастотный трансформатор 1,вторичная обмотка которого через балластное индукти ное сопротивление 2 нагружена на дуговой промежуток - выходные клеммы устройства 3, и полупроводниковый коммутатор 4, присоединенный выходами к первичной обмотке трансформатора, а входом к питающей сети промыш ленной -частоты - входным клеммам устройства. Управлягадий вход коммутатора 4 подключен к выходу последовательно соединенных усилительного формирователя 5 импульсов и автогенератора б. К питающей сети, входным клеммам, подключен также двухполупериодный выпрямитель 7, соединенный своим выходом через управляемый делитель 8 с одним из входов суммирующего формирователя 9 импульсов, подключенного, в свою очередь, к одному из входов автогенератора 6. К управляющему вхо ду делителя 8 через сумматор 10 подключены выходы узла 11. программирова ния процесса модуляции сварочного то ка, узлы 12 ограничения сварочного тока с датчиком 13 потребляемой мощности и термодатчика 14. Между вторым входом суммирующего формирователя 9 импульсов и узлом 12 ограничения сварочного тока включено дифференцирующее звено 15, а к второму входу автогенератора 5 подключен узел 16 компенсации подмагничивания трансформатора 1. Устройство работает следующим образом. При подключении устройства к питающей сети на управляющий вход коммутатора 4 поступают импульсы с выхода усилительного формирователя 5 импульсов, возбуждаемого автогенератором 6, модулируемым по частоте и скважности. Частотная модуляция задается двухполупериодным выпрямителем 7, выходной сигнал которого и соответственно глубина модуляции регулируется управляемым делителем 8, и после суммирования с постоянной составляющей в суммирующем формирователе 9 поступает на вход частотной модуляции автогенератора 6. Делитель 8 управляется сумматором 10, суммирующим управляющие сигналы узлов 11 программирования модуляции сварочного тока, ограничения сварочного тока 12 и термодатчика 14, Узел программирования модуляции содержит компаратор напряжения дуги и мультивибратора и задает двухуровневую глубину модуляции частоты, при этом средняя малая частота соответствует сварочному импульсу, средняя большая частота паузе. Узлу 12 ограничения потребляемой мощности, содержащему выпрямитель с интегрирующим звеном и компаратор, датчиком мощности служит обмотка 13 трансформатора 1, намотанная поверх Трансформатора на пути потоков рассеяния его магнитного поля. Ограничение потребляемой мощности при коротком заи/ы-кании дуги и намагничивании сердечника трансформатора достигается повыпением глубины полупериодной модуляции и соответственно средней частоты автогенератора. При этом увеличивающееся балластное индуктивное сопротивление ограничивает сварочный ток, а уменьшающийся диапазон индукций перемагничивания сердечника ограничивает его насыщение. Термодатчик 14 на базе терморезистора вызывает при перегреве аппарата повышение глубины полупериодной частотной модуляции и соответственно средн-ей частоты автогенератора. Это уменьшает скорость нагрева аппарата, а падение мощности дуги указывает сварщику на необходимость сократить время непрерывной работы. Автогенератор дополнительно модулируется по частоте средствами защиты от сверхтоков при включении и коротких зa ыкaнияx дуги.
Заишту от сверхтоков обеспечивает дифференцирующее звено 15, присоединенное к второму выходу узла 12 и формирующее спадающий сигнал, который суммируется с сигналом полупериодной модуляции на входе суммирующего формирователя 9 и вызывает соответственно изменение минимальной частоты автогенератора от предельно максимальной до номинальной. Этим достигается уменьшение диапазона индукций перемагничивания насыщающегося сердечника трансформатора 1 .на время переходного процесса. Модуляцию скважности автогенератора б компенсирующу подмагничивание трансформатора 1 вследствие асимметрии электрической схемы и сварочной дуги 3 путем уравнивания вольтсекундных площадей положительных и отрицательных полуволн выходного напряжения, задает узел 16 компенсации подмагничивания, содержащий интегрирующий фильтр с помеховым ограничителем. Входом узел 16 присоединен.параллельно дуговому промежутку 3, а выходом - к входу широтной модуляции автогенератора б.
Работу устройства поясняют диаграммы (фиг.2), где 1 - конечная амплитудно-временная диаграмма изменения сварочного тока и 2 - обуславливающая ее диаграм -1а модуляции частоты сварочного тока, регулирующей балластное индуктивное сопротивление При включении аппарата на холостом ходу одновременное действие всех устройств управления частотной -модуляцией вызывает г едленный спад минимальной частоты автогенератора от предельно максимальной 3 до установленного номинального 4 под действием сигнала дифференцирующего устройства 15, при этом на минимальную частоту накладывается полупериодная модуляци от выпрямителя 7 с регулируемой делителем 8 глубиной. Приращения 5 (пауза) и 6 (импульс) задаются устройством амплитудно-временного программирования модуляцией тока, приращение 7 накладывается устройством 12 ограничения потрзбляемой мощности при включении (0,..t) и коротком замыкании (t...t2)., приращение 8 термодатчиком 14 при перегреве аппарата (t3. ..14) .
Неравенство вольтсекундных площадей полупериодов сварочного напряжения, обусловленное вентильным эффектом и асимметрией г, электронной схемы выделяется узлом 16 и управляет .скважностью автогенератора 6, компенсируя его.
Таким образом, указанное устройство для электродуговой сварки модулированным током повышенной частоты позволило по сравнению с базовым о-бъектом-прототипом обеспечить воз- можность регулирования глубины полупериодной модуляции сварочного тока и за счет этого повысить качество сварки и надежность работы устройства.
Формула изобретения
Устройство для электродуговой сварки модулированным током повышен ной частоты, содержащее индуктивное сопротивление, высокочастотный трансформатор, вторичная обмотка которого через индуктивное сопротивление подключена к выходнЕлм клеммам устройст- ва, кoм yтaтop, включенный между входными клеммами питающей сети промышленной частоты и первичной обмоткой высокочастотного трансформатора, двухполупериодный выпрямитель, автогенератор и усилитель Ый формирователь импульсов, соединенные последовательно и включенные между входными клеммами питающей сети и управляющим входом коммутатора, а также узлы управления и ограничения сварочного тока с датчиком потребляемой мощности и термодатчиком, отличающееся тем, что, с целью повышения качества сварки и надежности устройства путем обеспечения регулирования глубины полупериодной модуляции сварочного тока, в него введены управляемый делитель напряжения, суммирующий формирователь импульсов, сумматор, дифференцирующее звено и узел кo meнcaции подмагничивания трансформатора, при этом датчик потребляемой мощности выполнен в виде дополнительной обмотки высокочастотного трансформатора, намотанной на пути потоков рассеяния, а двухполупериодный выпрямитель подключен к одному из входов суммирующего формирователя импульсов через делитель напряжения, к управляющему входу делителя напряжения подключен выход сумматора, к второму входу суммирующего формирователя импульсов подключен выход дифференцирующего звена, подключенного своим входом к выходу узла ограничения сварочного тока,, узел ограничения сварочного тока совместно с узлом программирования процесса модуляции сварочного тока и термодатчиком подключен также к входам сумматора, а узел компенсации подмагничивания трансформатора подключен к второму входу автогенератор
Источники информации, принятые, во внимание при экспертизе
1.Журнал stauto und Omnibus, 1965, 9, с. 8 (нем.).
2.Авторское свидетельство СССР
№ 600675, кл. Н 02 М 5/293, 04.07.74 (прототип) .
it . дяаг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ СЕТЕВОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ТОК СВАРКИ | 1995 |
|
RU2076026C1 |
| Транзисторный автогенератор | 1990 |
|
SU1767651A1 |
| Источник питания переменным напряжением | 1976 |
|
SU699505A1 |
| Устройство для управления трансформаторами с магнитной коммутацией | 1977 |
|
SU743156A1 |
| Устройство для дуговой сварки | 1981 |
|
SU967712A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Устройство для автоматической настройки дугогасящей катушки | 1977 |
|
SU702447A1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |