Изобретение относится к производству химических волокон в жгуте и предназначено для укладки негофрированного вискозного жгута на транспортер сушильной машины.
При производстве вискозного жгута на поточной линии после отделочных операций жгут поступает на сушку с влагосодержанием 120-140% , которое снижается в процессе сушки до 8-14% . Сушка производится на сушильных машинах, где жгут укладывается на пластинчатый транспортер. Наиболее распространенным способом укладки жгута на транспортер является укладка при помощи маятникового раскладчика (хобота).
Известно устройство, представляющее собой укладчик для подачи извитого жгутового волокна на транспортер камеры термофиксации, содержащий маятниковый укладчик, устанавливаемый над L-образным питающим патрубком, в верхней части которого имеются прорези и установлены уплотнительные планки с приводом для их поворота. Жгут укладывается при помощи раскладчика слоями по всему сечению патрубка, слои волокна периодически уплотняются планками и поступают на транспортер.
Маятниковый раскладчик обеспечивает равномерную укладку извитого жгута на транспортер.
Однако вискозное и полиакрилонитрильное волокна в жгуте подвергаются гофрировке с целью придания извитости только после сушки, поэтому в этом случае на сушильные машины поступает неизвитое жгутовое волокно. Опыт показывает, что маятниковый раскладчик не обеспечивает равномерность укладки неизвитого вискозного жгута на транспортер сушильной машины, что приводит к высокой неравномерности влагосодержания волокна по длине жгута после сушки.
За прототип принимается устройство для непрерывной укладки нитей или другого волокнистого материала в форме кольцевых витков (петель) на транспортер. Устройство состоит из вращающегося нитераскладчика, винтовых пружин, соединенных верхними концами жестко с цапфами вращающихся валов, зубчатой передачи, управляющих стержней.
При вращении нитераскладчика нити наматываются на направляющие стержни, которые распределены по окружности, всего пять стержней. При этом нити входят между двумя витками пружин, которые в количестве также пяти штук размещены по окружности поочередно между направляющими стержнями. При вращении пружин каждый виток нитей перемещается вниз, выходит из сцепления пружин и падает на транспортер.
Данное техническое решение позволяет точно воспроизводить укладку нитей в форме круглых витков, образуя ровные ряды вдоль транспортера.
Однако толщина образующегося слоя волокна на транспортере неравномерная: в середине полосы слой более тонкий, по краям слои более толстые, что создает условия неравномерности процесса сушки. Причем средний слой в 2-2,5 раза тоньше крайнего.
К недостатку конструкции устройства можно также отнести ограничение укладки жгута или других волокнистых материалов по линейной плотности, невозможность укладки жгутов повышенной линейной плотности, в том числе 40, 80, 100 ктекс, которые являются основным видом продукции производства полиакрилонитрильных и вискозных жгутовых волокон, так как при укладке произойдет спутывание отдельных элементарных волокон на пружинах устройства. Следует отметить сложность конструкции устройства.
Целью предлагаемого технического решения является улучшение эксплуатационных свойств за счет расширения технических возможностей при одновременном улучшении качества волокна.
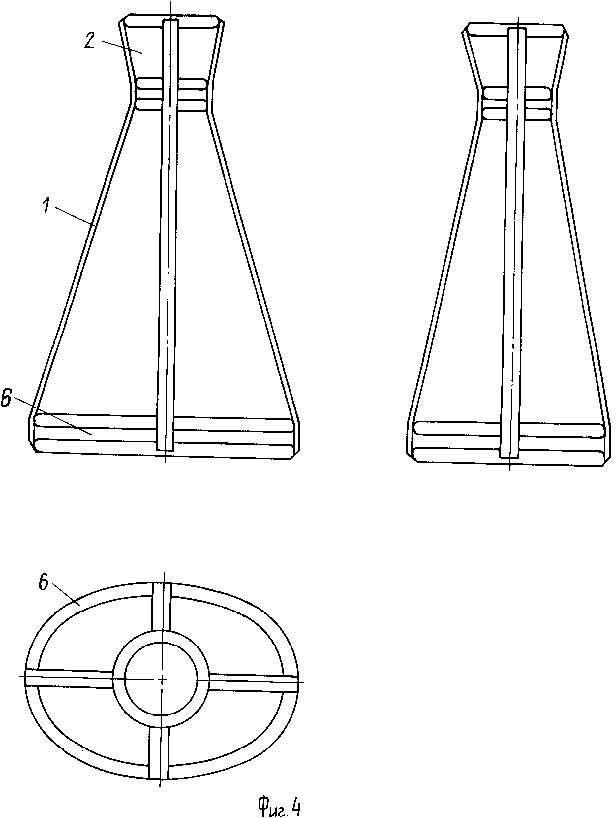
Поставленная цель достигается тем, что вискозный неизвитой жгут после проведения отделочных операций с влагосодержанием 120-140% подается тянущими роликами в воронку, затем трубчатый или спиральный жгутопроводник укладчика, содержащего корпус в форме усеченного конуса, в нижней части которого имеется насадка в виде эллипса. Падающий на транспортер неизвитой влажный жгут, имеющий форму плоской ленты, благодаря упругим свойствам, под действием массы получает продольную деформацию, которая перемещает жгут, укладывая его плоской частью на транспортер с направлением движения по ободу насадки в виде эллипса с образованием эллипсообразных витков, обеспечивающих равномерный слой волокна по толщине, равномерное прохождение нагретого воздуха через волокно и равномерную сушку волокна.
Правильной укладке жгута на транспортер способствует установка в воронке укладчика подвижного жгутопроводника.
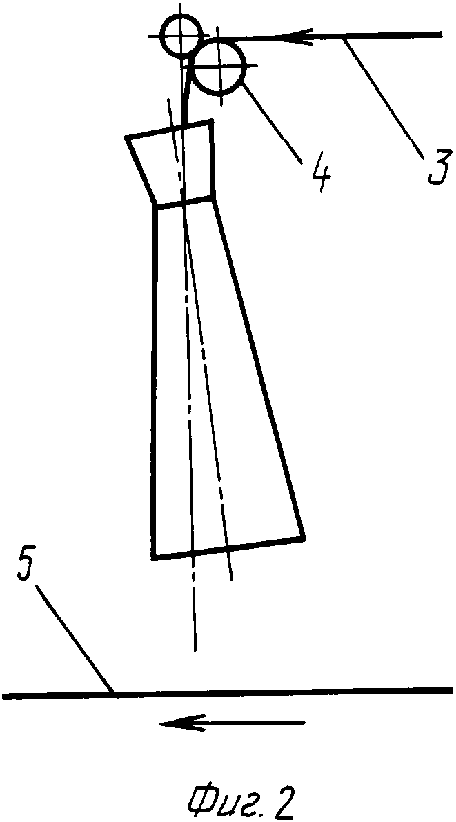
Равномерной укладке жгута на транспортер сушилки также способствует расположение укладчика под углом в пределах 0-60о между поперечной линией транспортера и большей осью эллипса насадки, а также небольшой наклон укладчика под углом в пределах 0о-30о между плотностью эллипса насадки и плоскостью транспортера по ходу его движения.
Эти технические решения позволяют получить жгут после сушки с равномерным влагосодержанием, что необходимо для качественного проведения последующих операций гофрирования, укладки и упаковки жгута в кипы.
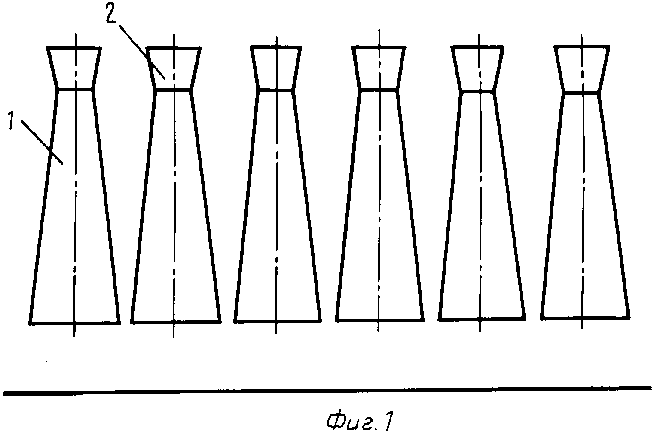
На фиг. 1 показана установка устройств для укладки жгута на транспортер сушильной машины для шести жгутов; на фиг. 2 - поперечный разрез с тянущими роликами; на фиг. 3 - то же, вид сверху, (на фиг. 1 и 3 тянущие ролики не показаны); на фиг. 4 - укладчик; на фиг. 5 - укладчик с подвижным трубчатым или спиральным жгутопроводником. На фиг. 1-4 подвижной жгутопроводник не показан. Устройство для укладки жгута на транспортер содержит корпус 1 с воронкой для загрузки жгута 2, тянущие жгут 3 ролики 4, эллипсообразную насадку 6, подвижный трубчатый или спиральный жгутопроводник 7, установленный на подшипниках качения 8.
Устройство для укладки жгута работает следующим образом.
Жгут 3 при помощи тянущих роликов 4 подается в воронку 2 через жгутопроводник 7 корпуса укладчика 1.
Благодаря тянущим роликам 4, жгутопроводнику 7 жгут удерживается в центре воронки, затем направляется в сторону эллипсообразной насадки 6 и падает вниз на транспортер 5, при ударе о транспортер жгут, имея упругие свойства, получает в нижней части деформацию в форме продольного изгиба, под действием которого поступающий жгут получает перемещение, отходит к краю укладчика и, соприкасаясь постоянно с ободом эллипсообразной насадки, укладывается на транспортер широкой частью, так как жгут представляет собой упругую ленту шириной 60-150мм и толщиной 6-7мм . При совершении одного оборота по ободу насадки жгут получает один виток ложной крутки, причем виток разделяется на два полувитка - один полувиток образуется с одной стороны обода эллипса в узкой его части и второй - с другой, что способствует равномерности укладки волокна.
Размеры эллипсообразных витков жгута регулируются расстоянием между плоскостью насадки и поверхностью транспортера, а также размерами обода эллипсообразной насадки.
На фиг. 6 показано устройство для укладки жгута на транспортер для жгутов высокой линейной плотности 80; 120 ктекс и выше. Подвижный трубчатый жгутопроводник имеет загрузочную воронку 2 и совершает колебательное движение от кривошипно-шатунного механизма 10, движение направлено под углом 30-45о к большей оси эллипса обода насадки 6 укладчика.
Крепление корпуса укладчика 1 производится при помощи подвесок 9. Этот укладчик может также производить укладку на транспортер и других жгутов более низкой линейной плотности 20; 40; 60 ктекс. (56) Патент ФРГ N 3411593, кл. В 65 Н 51/20, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Петлевая сушилка для штапельного волокна | 1962 |
|
SU151964A1 |



Использование: в производстве химического волокна, в частности в процессе сушки неизвитого жгутового волокна, заключающемся в улучшении укладки его на транспортер, повышении равномерности влагосодержания волокна после сушки. Сущность изобретения: корпус укладчика выполнен в форме усеченного конуса с загрузочной воронкой в верхней части, с установкой подвижного трубчатого или спирального жгутопроводника, с насадкой в форме эллипса в нижней части, благодаря чему жгут укладывается на транспортер эллипсообразными витками. Процесс движения жгута по транспортеру достигается благодаря использованию упругих свойств неизвитого влажного жгута в форме плоской ленты, заключающийся в том, что под действием массы падающий жгут получает продольную деформацию, которая приводит к перемещению жгута. Для укладки жгутов высокой линейной плотности 80, 120 ктекс и выше, трубчатый жгутопроводник имеет воронку и совершает колебательные движения от кривошипно-шатунного механизма под углом 30 - 45 град. к большей оси эллипса обода насадки. 2 з. п. ф-лы, 6 ил.
