Способ предназначен для изготовления обмоток всех видов намотки на каркас, выполненный как из ферромагнитного, так и неферромагнитного материала. Особенно следует отметить, что способ распространяется на изготовление сухих трансформаторов мощностью до 1000 кВА с суммарным напряжением вторичных обмоток до 16 кВ и частотой до 50 кГц, обмоток электрических машин, катушек и дросселей, предназначенных для работы в интервале температур от -60оС до +130оС в условиях относительной влажности воздуха до 98% при температуре +40оС;
Из литературы известен способ изготовления различных конструкций трансформаторов электропитания с применением процессов намотки, пропитки и сборки.
Однако данный способ не позволяет добиться качественного изготовления обмоток, что ведет к дефектам в готовых изделиях и нарушает процесс их эксплуатации, этот способ экологически вреден за счет применения лаков, компаундов, технологически неудобен.
Наиболее близким к предлагаемому способу является способ изготовления обмоточных изделий.
Однако данный способ является экологически вредным из-за применения стеклоткани, резиностеклоткани и пропитывающего лака, а также требующий мер пожаро- и взрывобезопасности из-за применения легковоспламеняющихся жидкостей. Использование лака приводит к длительному технологическому циклу, а также к повышению трудоемкости за счет зачистки выводных концов от лака.
Технический эффект предлагаемого изобретения заключается в следующем:
Улучшение условий труда и экологической обстановки, за счет исключения технологически вредных лаков, компаундов и изоляционных материалов.
Снижение габаритов и веса моточных изделий.
Исключение ряда технологических операций.
Уменьшение технологического цикла изготовления изделия и снижение трудоемкости.
Повышение надежности и качества моточного узла при воздействии механических и электрических параметров.
Для достижения указанного технического эффекта производят прокладку межрядового изоляционного материала на каркас, намотку первого ряда обмоточного провода, намотку изоляционного материала и последующие операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, вывод отвода обмотки, формирование кармана, прокладку межобмоточной изоляции, намотку первого ряда второй обмотки и последующие операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, а также последующие последовательно проводимые операции прокладки межобмоточной изоляции и намотка обмоток, окончательное наложение наружной изоляции, последующую полимеризацию изоляционного материала и маркировку изделия. В качестве изоляционного материала используется полиэтиленовая сшивающаяся пленка (ППС) на основе полиэтилена высокого давления с содержанием сшитой гельфракции 75,8% толщиной 0,070±0,014 мм, а формирование кармана производят совмещением двух слоев пленки ППС и одного слоя ленточного неплавящегося материала, располагаемого между слоями пленки ППС, причем размер неплавящегося материала должен быть меньше размера пленки ППС, а соотношение толщины межслойной изоляции определяется по формуле
t ≥ 0,05d, где t - толщина межслойной изоляции, мм;
d - диаметр обмоточного провода, мм, причем, при нанесении межобмоточной изоляции дополнительно между слоями пленки ППС прокладывают неплавящийся изоляционный материал, например, полиамидная, фторопластовая пленка, а полимеризацию же производят путем ступенчатой сушки при режимах, соответственно, для первой ступени
Т = 100 - 120оС в течение 1 ч, для второй ступени:
Т = 140 - 170оС в течение 3-6 ч, а маркировку производят до процесса полимеризации путем крепления маркировочного знака пленкой ППС.
В случае установки сердечника соединение частей сердечника осуществляют путем прокладки между торцами частей сердечника пленки ППС.
Способ осуществляют следующим образом.
При изготовлении сухого трансформатора мощностью до 1000 кВА и напряжением вторичных обмоток до 16 кВ, где в качестве пропитывающего материала используется полиэтиленовая сшивающаяся пленка (ППС) ТУ6-19.328-86, осуществляются следующие технологические операции: обмотка цилиндра ЦСК 250 х 6 ТУ16-538.155-72 пленкой ППС в 4 слоя.
Намотка обмоточным проводом ПЭТ 200-1,35 и ПЭТ200-1,6 ТУ16-505.937-76, обмоток трансформатора, согласно чертежу 6БТ603.749.
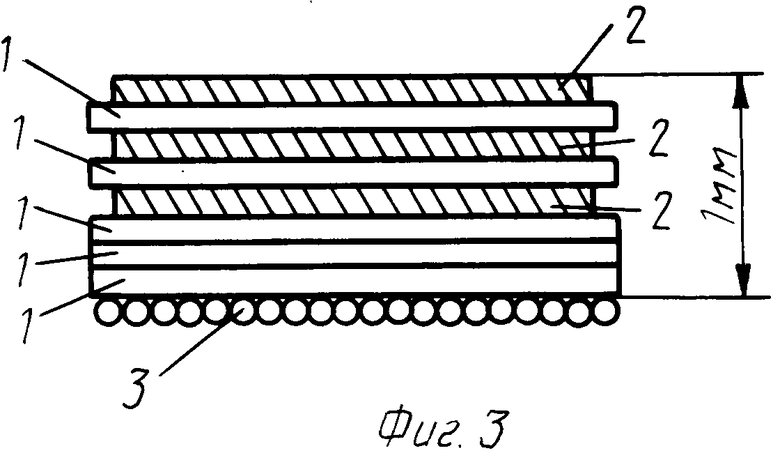
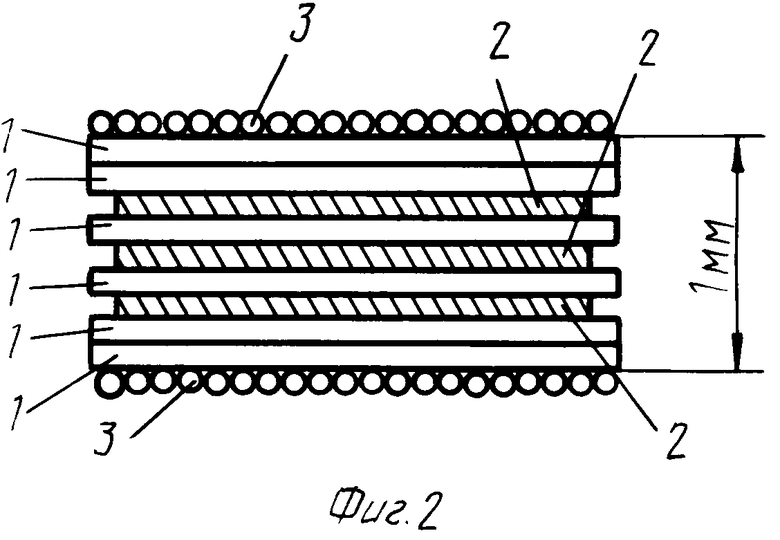
Прокладка в качестве межслоевой, межобмоточной и наружной изоляций, комбинированную изоляцию состоящую из чередующихся слоев ленточного неплавящегося материала типа ЛПМК-ТТ ТУ16503.209-81 толщиной 0,13 мм и пленка ППС толщиной 0,07 мм. Слои укладываются последовательно друг за другом. При этом материал ЛПМК-ТТ прокладывают между слоями пленки ППС, а внешний слой ППС состоит из двух слоев ППС, т. к. при применении обмоточных проводов диаметром 1,4 мм и более к обмотке должны прилегать два слоя ППС. Толщина комбинированной изоляции подбирается в 1 мм, что выдерживает пробивное напряжение до 18-20 кВ.
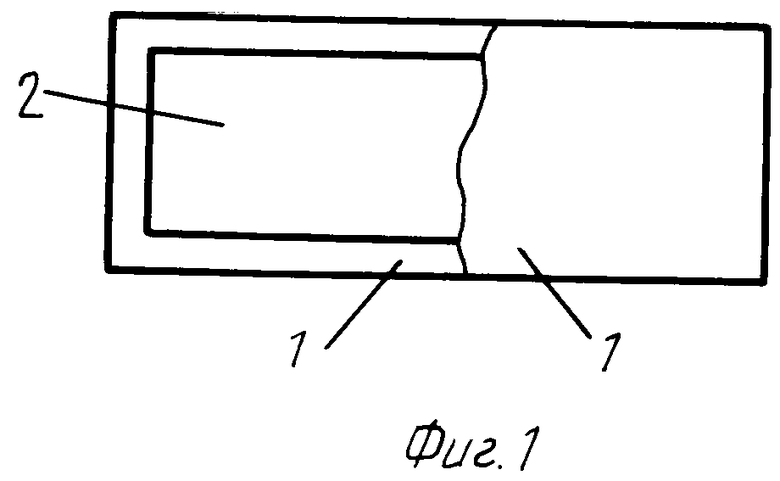
На фиг. 1 представлена схема прокладки неплавящегося материала между пленкой ППС.
На фиг. 2 представлена схема комбинированной изоляции, прокладываемой между слоями, где позицией 1 обозначена пленка ППС, а позицией 2 - неплавящийся материал.
Края пленки ППС подрезаются (бахромируются) на глубину от 1,5 до 4 мм с шагом от 2 до 5 мм, для отбортовки на щеки каркасов. При неполном заполнении обмоточным проводом ряда, необходимо в незаполненное место уложить пленку ППС толщиной соответствующей толщине провода. Места пересечения выводов и отводов с обмоткой, места соединения выводных концов изолировать при помощи прокладок, состоящих из двух слоев пленки ППС и одного слоя материала ЛПМК-ТТ, расположенного между слоями пленки ППС (фиг. 1).
На фиг. 3 представлена схема укладки наружной изоляции, где позицией 3 обозначен обмоточный провод. Три слоя пленки ППС чередуются со слоями материала ЛПМК-ТТ и пленки ППС, где последний слой укладывается материалом ЛПМК-ТТ. Толщина наружной комбинированной изоляции подбирается в 1 мм (фиг. 3).
После намотки обмотки трансформатора, ее помещают в термостат, где подвергают ступенчатой термообработке. Первая ступень обработки при 110оС в течение 1 ч, вторая ступень обработки при 160оС в течение 3 ч. После остывания катушку вынимают из термостата и передают на сборку трансформатора.
Представленный способ позволяет получить обмоточные изделия высокого качества, надежные в эксплуатации, за счет создания вокруг обмоток механически прочного и влагонепроницаемого кокона, состоящего из оплавленной пленки и неплавящегося материала, улучшить условия труда и экологическую обстановку за счет исключения из производства экологически вредных материалов, снизить пожаро- и взрывоопасность процесса производства из-за исключения использования легковоспламеняющихся жидкостей, удешевить моточное изделие за счет исключения дорогостоящих и дефицитных лаков и компаундов, а также за счет снижения производственного цикла и производственных затрат. (56) В. П. Гусев. Производство радиоаппаратуры. М. : Высшая школа, 1964, с. 182, 183.
| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| ТРАНСФОРМАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2065631C1 |
| ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР | 2013 |
|
RU2547809C2 |
| ТРАНСФОРМАТОР СТРОЧНОЙ РАЗВЕРТКИ | 1993 |
|
RU2054721C1 |
| Модель для исследования перенапряженийВ ТРАНСфОРМАТОРАХ | 1979 |
|
SU842990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| Магнитоэлектрический преобразователь | 1978 |
|
SU775832A1 |
| ИМПУЛЬСНЫЙ НЕЙТРОННЫЙ ГЕНЕРАТОР | 1983 |
|
SU1158023A1 |
| ВЫСОКОВОЛЬТНАЯ КАТУШКА ИНДУКТИВНОСТИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2324248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
Использование: предназначено для изготовления обмоток электротехнических изделий. Сущность изобретения: способ изготовления обмоточных изделий включает прокладку межрядового изоляционного материала на каркас, намотку первого ряда обмоточного провода, намотку изоляционного материала и последующие операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, вывод отвода обмотки, формирование кармана, прокладку межобмоточной изоляции, намотку первого ряда второй обмотки и последующие операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, а также последующие последовательно проводимые операции прокладки межобмоточной изоляции и намотка обмоток, окончательное наложение наружной изоляции, последующую полимеризацию изоляционного материала и маркировку изделия. В качестве изоляционного материала используется полиэтиленовая сшивающаяся пленка ППС на основе полиэтилена высокого давления с содержанием сшитой гельфракции 75,8% толщиной 0,070 ± 0.014mm . Формирование кармана производят совмещением двух слоев пленки ППС и одного слоя ленточного неплавящегося материала, располагаемому между слоями пленки ППС. Размер наплавляющегося материала, располагаемого между слоями пленки ППС, должен быть меньше размера пленки ППС, а соотношение толщины межслойной изоляции определяется по формуле t≥0.05d , где t - толщина межслойной изоляции, мм; d - диаметр обмоточного провода, мм. При нанесении межобмоточной изоляции дополнительно между слоями пленки ППС прокладывают неплавящийся изоляционный материал, например, полиамидная, фторопластовая пленка, а полимеризацию же проводят путем ступенчатой сушки при режимах соответственно для первой ступени: Т = 100 - 120С в течение 1 ч, для второй ступени: Т = 140-170С в течение 3 - 6 ч. Маркировку производят до процесса полимеризации путем крепления маркировочного знака пленкой ППС. В случае установки сердечника соединение частей сердечника осуществляют путем прокладки между торцами частей сердечника пленки ППС. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОЧНЫХ ИЗДЕЛИЙ, согласно которому прокладывают межрядовый изоляционный материал на каркас, наматывают первый ряд обмоточного провода, наматывают изоляционный материал и осуществляют операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, выводят отвод обмотки, формируют карман, прокладывают межобмоточную изоляцию, наматывают первый ряд второй обмотки, осуществляют операции чередующейся намотки межрядового изоляционного материала и обмоточного провода, а также последующие последовательно проводимые операции прокладки межобмоточной изоляции и намотки обмоток, производят наложение наружной изоляции, полимеризуют изоляционный материал и маркируют изделие, отличающийся тем, что в качестве изоляционного материала используют полиэтиленовую сшивающуюся пленку (ППС) на основе полиэтилена высокого давления с содержанием сшитой гельфракции 75,8% , толщиной 0,070 ± 0,014 мм, формирование кармана производят совмещением двух слоев указанной пленки и одного слоя ленточного неплавящегося материала, располагаемого между слоями пленки, размер которого должен быть меньше размера пленки ППС, а соотношение толщины межслойной изоляции определяется по формуле
t ≥ 0,5 d,
где t - толщина межслойной изоляции, мм;
d - диаметр обмоточного провода, мм,
причем при нанесении межобмоточной изоляции дополнительно между слоями пленки ППС прокладывают неплавящийся изоляционный материал, полимеризацию производят путем двуступенчатой сушки при режимах - соответственно для первой ступени T = 100 - 120oC в течение 1 ч. для второй ступени T = 140 - 170oC в течение 3 - 6 ч
а маркировку производят до процесса полимеризации путем крепления маркировочного знака пленкой ППС.
